







Editor

When the shop first opened, founder Azim Abdulla invested in an Amada 357 V Apelio turret punch/laser combination machine, which has a 2-kW laser and a 50- by 100-in. table. It is still kept busy today.
The success of any shop depends on three things: the people on the floor, the machines they use, and the processes that make the whole function smoothly. As a shop invests in new technology, it has to ensure that it can keep all of its team up to speed on those developments.
Through its investment in advanced technology and lean management processes, Metalcraft Technology Inc. of Coquitlam, B.C., has managed to increase its automated processes and grow its team on the shop floor. Because it has done so effectively, it has also been able to maintain other valued-added services for its clients.
Metalcraft was founded by Azim Abdulla in 1997. Azim started with a team of 10 and gained a reputation as a dependable source for fabricating services. The company became a regular supplier for electronics companies in the Vancouver area. Azim’s sons, Rehman and Feroz, became key members of the management team and both championed the development and maintenance of lean management techniques.
Azim passed away just over three years ago, leaving Rehman and Feroz at the helm of a successful business, but one that was experiencing a dip in the market. As Feroz explained, Metalcraft had to find new clients quickly.
“It was a good challenge at the time,” said Feroz. “We had the core competency of our crew, we had long-standing employees here, but to get customers we had to look at new markets. We couldn’t depend on the core businesses we had served in Vancouver and the northwestern U.S.”
These core customers, electronics manufacturers, couldn’t be depended upon to be the bread and butter of Metalcraft’s business they once were. So Feroz and Rehman pursued clients in other verticals with similar fabricating requirements. This included the oil and gas, marine, and high-rise construction markets.
Azim’s approach to business growth helped guide Metalcraft through this transition. He had always believed in investing in equipment that could speed the processes required of his chosen market segment. For instance, when the shop first opened he invested in an Amada 357 V Apelio turret punch/laser combination machine, which has a 2-kW laser and a 50- by 100-in. table.
Metalcraft has been an Amada shop since the beginning. That original purchase has been followed by a number of press brakes, including the Astro 100 NT automated press brake. The programming software for this system makes it possible to send repetitive jobs straight to this press brake/robot setup for bending. The press brake provides dimensional part angular accuracy to ±0.25 degrees and ±0.004-in. flange accuracy. It’s a suitable system when you are doing runs of 50 parts or more.
When Feroz and Rehman started to develop a new, broader client base, they also realized that they needed to update the technology at the heart of their operations – the punch/laser system. They chose to invest in an EML 3610 NT system with a 10-pallet tower that allows the punch/laser to run lights-out.
“We run the shop 16 hours a day, but the automated cell runs around 22 hours,” Feroz explained. “It loads and unloads the sheet and also has an automatic tool-loading system, so we have 300 tools dedicated to the station that can be loaded and unloaded as necessary. The tooling will wear, but the machine tells when the tools need to be sharpened. The system knows how many punches a tool is good for, and once it gets to that point, it will replace it.”

Feroz and Rehman Abdulla, the second-generation owners of Metalcraft Technology.
Metalcraft also has a FabriVision 3D laser scanning system that is used to test initial part runs and compare them to CAD drawings. A high-definition laser projection unit scans parts in as little as 12 seconds. It includes variable height scanning to detect forms and accurately measure holes in formed parts. A visual verification function projects the laser onto holes and forms to allow the operator to easily qualify their placement on the part. The same technology allows Metalcraft to reverse-engineer a customer part to be scanned and transformed into CAD data.
Once the first 10 parts of a run have been checked on the scanner, the Metalcraft team can press go on the automated system with confidence.
The shop runs parts as thick as ¼-in. in stainless steel on the newer punch/laser combination system. Feroz has noted that the shop has been able to eliminate part finishing operations because of the quality it’s able to achieve with the EML 3610. “We’re not deburring or filing edges, and the flow of the shop was designed with the help of Amada such that our flow is easy in and easy out; the parts can go straight from the punch/laser to the robotics bay or to the other press brakes,” Feroz said.
Because all of its machines are Amada products, it has been comparatively simple for Metalcraft to network its whole system together using Amada’s software. Therefore, all nesting and bending programs can be centrally generated from Metalcraft’s offices and sent out to the appropriate machines on the floor. The shop maintains a nesting scrap rate of no more than 15 per cent on every sheet because of this ability to manage the process off the floor. In addition, the two newer CNC press brakes, an HDS 2204 and 8025 NT, both include touchscreens that provide operators with step-by-step visual guidance for all bends.
The value of centralized programming and work instructions provided via these central networks is that Metalcraft can be flexible on the shop floor. While its team of operators may be highly skilled, the extra support makes it possible to shift people from one machine to the next with little disruption with respect to training or retraining. They all have the same or similar controls, of course, which means once an employee has worked on one or two machines long enough, it becomes second nature to adapt to others.
Metalcraft doesn’t leave work instruction to chance, however. In every section of the shop, and at every machine, there are further work instructions explaining how to safely operate each machine and safely handle all items on the floor. In addition to fabricating machinery, Metalcraft has a welding department, a powder coating line, and an area for packing and shipping. This last area is important because Metalcraft often assembles and ships to third parties for its clients.
Feroz’s biggest challenge, in his mind, is finding the right customers. Metalcraft hasn’t been shy of really pushing itself out in the marketplace to find those customers. The shop actually takes booth space at tradeshows that cover the markets it covets and has spent a fair amount of energy creating the Metalcraft brand. As Feroz says, although it is a family business, he wants them to be known as Metalcraft.
Because the shop is a soup-to-nuts operation, Feroz tries to get to clients at the design stage so that he can ensure the designs work for manufacturability, and if there are places they can save the customer money, these are addressed.
“For instance, for some designs, welding might be the most expensive part of the manufacturing process,” Feroz explained. “If the part can be clinched instead, we encourage that.”
Metalcraft is ISO 9001-certified and has its Controlled Goods Program certification as well.
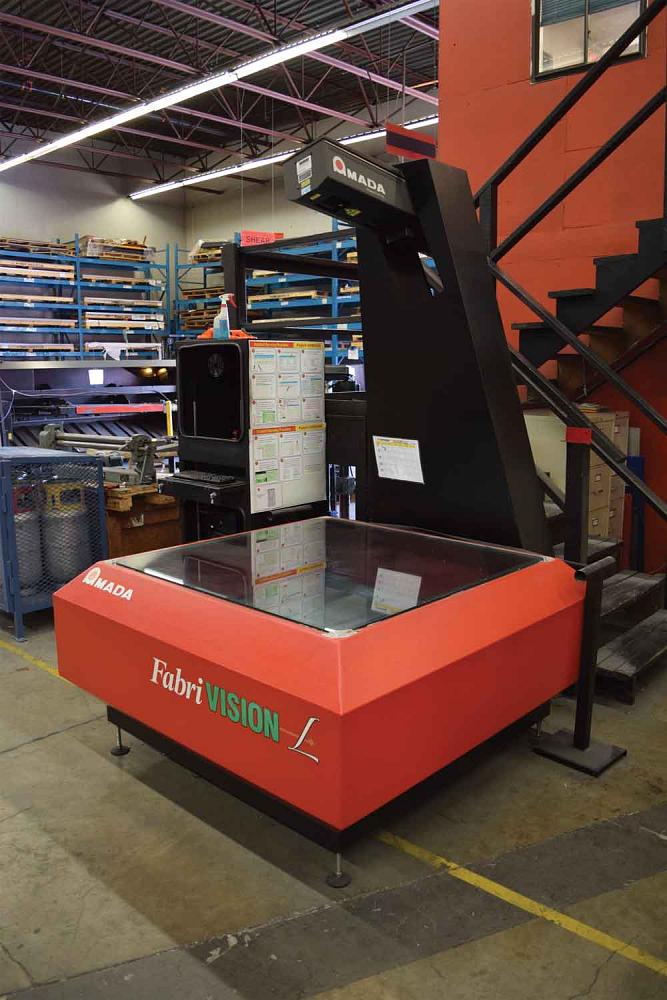
The FabriVision 3D laser scanning system is used to test initial part runs and compare them to CAD drawings. The same technology allows Metalcraft to reverse-engineer a customer part to be scanned and transformed into CAD data.
Investment in the future, of course, has to continue each and every day. The shop is constantly trying to get new talent from local schools onto the shop floor. The company also believes that it’s important to continually upgrade the technology on the floor.
“We invest in about one new machine almost every year,” said Feroz.
This year’s purchase was a Timesavers Puma deburring machine, which the shop bought to replace an older system.
“It can process multiple materials and allows us to do grained stainless steel or aluminum, which is popular with a lot of customers,” said Feroz. “It has a 4-ft. bed and is about 14 ft. long.”
In the future, Metalcraft may invest in a dedicated laser sheet processing machine.
“A stand-alone laser with automation would open us up to a completely different customer base,” said Feroz. “We will be able to work with thicker materials and different types of cuts. The great thing about how we are set up now is that if we added that to our floor, our existing system could simply choose which machine a job would be best suited to and run with it. We are also set up with a newer 220-ton press brake that can handle sheet up to 1 in. thick.”
Feroz insists that Metalcraft’s growth isn’t about getting to a stage where it outgrows its current facility. Instead, he simply wants to maximize the company’s reach in each market it tackles while running the existing floor more efficiently and effectively. In the past three years, Metalcraft has been able to more than double in size, with 50 people now working over two shifts. With the right technology in place, and the customers to match it, Feroz sees that number growing.
Editor Robert Colman can be reached at rcolman@canadianfabweld.com.
Metalcraft Technology Inc., 877-255-9817, www.metalcraft.ca
Amada Canada Ltd., 905-676-9610, www.amada.ca

The Astro 100 NT automated press brake has programming software that makes it possible to send repetitive jobs straight to the press brake/robot setup for bending. It's a suitable system when you are doing runs of 50 parts or more.




Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription
Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.




