







Load the Pallets and Go
Single-machine systems can enable lights-out production for small and midsize shops

Loading systems like the Makino’s Pallet Pool system can add automatic load/unload capabilities when space is limited. Photo courtesy of Makino.
Automated loading systems boost productivity. They free labour resources to perform more value-added tasks, rapidly and accurately load machines to keep chips flying, and give companies the ability to produce in unattended or lights-out environments.
A flexible manufacturing system (FMS) philosophy encourages using automated systems that are responsible for loading a number of machines. An FMS can be shared by a series of machines and work very well in high-production, small-batch situations. This type of automation, however, is often not practical for high-mix, low-volume production or when floor space isn’t available.
Single-machine automation options can bring FMS benefits to shops that don’t produce hundreds or thousands of the same part per run. These systems address the challenges a small to midsize machine shop has when it considers adding load/unload automation.
Single-machine or FMS?
“To truly take advantage of a shared FMS, any pallet should be able to go to any machine for production,” said Vince D’Alessio, executive vice president of Elliott Matsuura Canada Inc. “That means that to accommodate the components assigned to any pallet in the cell, every machine has to be equipped with the same number of tools. In theory, all the machines should be set up in the same way. A time-consuming part of the process is checking the first part from each of the machines in the cell.
“Another consideration is that if the FMS isn’t dedicated to one part, the components produced on the cell can come in all sizes. To work in an FMS, every machine needs to be large enough to handle the largest part.
“If you have a mix of small and large parts, it can be cost-effective to have two different size automated cells--one small machine to produce the small parts and a larger cell with the bigger machine that will handle large components. For efficiency, think about appropriately sizing the machine to the parts it will be producing.”
Automation dedicated to one machine can provide a shop with considerably more green-light time at a lower price than a system that serves multiple machines. Much of the automation is flexible, easily expandable, and doesn’t eat up much real estate.
David Ward, product marketing manager at Makino, said, “If you have a shop with floor space constraints but it understands and wants the advantages of automation to eliminate setup time and put a lot of workpieces in front of the machine, systems like ours with a single-, two-, or three-layer pallet pool can help. Fairly simple cell control technology allows a given process to be assigned to and prioritized for each pallet or each face on the pallet. I call them islands of productivity.”
What to Consider
Single-machine automation systems are not one-size-fits-all. Company goals; available space; as well as individual machine types, sizes, and capacities come into play.
“As with any automation, the decision starts with the overall process. Manufacturers need to understand what they want to do when they initially look at a system and anticipate their future growth. From that starting point they can be sure that the machine to be paired with the automation is properly set up,” said Paul Robinson, sales engineer for Mazak Automation Systems.

Matsuura MAM72-35V 5-axis machining centres are equipped with 32-pallet vertical tower systems, 320-position ATCs, operator load/unload stations, and pallet management software. Photo courtesy of Elliott Matsuura.
“The shop needs to determine if a conventional tool-changing system will be enough or if a larger tool magazine is needed for additional or redundant tooling. If it is doing low batch runs with multiple changeovers of different part numbers, they have to have all tools available to run in an unmanned world,” he continued. “If there are not enough tools, or a part needs a different tool, the system will shut down and defeat the purpose of the automation.”
In addition to ensuring that there are enough tools, other support systems need to be in place for the machine and automation combination to continue producing quality parts. They include broken tool detection, tool life monitoring, and probing. Automation advantages are lost if an operator has to frequently pause production to retool or correct a tooling problem or if a system shuts down during an unmanned run.
Compact and Expandable
One space-saving design has pallets arranged in a compact circle in front of the machine with a device in the centre of the circle that loads and unloads the pallets. Other designs are more of an extension of the machine within their own enclosures. Many systems can grow by adding pallets in vertical rows so no additional floor space is needed.
D’Alessio said, “When you look at the number of pallets you need, look at your average cycle time per pallet and how long you want the machine to run unattended. If you want to run over a weekend, you might need 40, 50, or 60 pallets to obtain the desired number of parts. If the cycle time is typically long, you may need fewer pallets.
“The APC (automated pallet changer) from Matsuura, available with the MAM and CUBLEX series machining centres, is a tower system with multiple floors. There are three or four levels, depending on the size of the pallets, which will depend on the size of the machine. In the larger machine, the dedicated pallet system can be up to 6 or 10 pallets; in the smaller machine can be 12, 15, 18, 32, or 60 or 90.”
Ward described Makino’s DA300 5-axis vertical machining centre with a base machine configuration that has a single 320-mm pallet and 60 cutting tools. “It gives manufacturers the ability to grow into automation with off-the-shelf modules to incrementally expand the ATC and/or pallet handling. A seven-pallet work pallet system (WPS) provides six additional pallets and a robot-based pallet-changing mechanism. That system is also available in a larger 19-pallet WPS. The tool magazine can grow from the base 60 to 230 or 445 tools to grow with the pallet system.”
Mazak’s Multi Pallet Pool (MPP) is a vertically integrated system positioned in a semi-circle around either the VARIAXIS i-600 or i-700 5-axis multitasking machining centres or the HCN-4000 horizontal machining centres. The system uses the standard machine pallets and the same pallet receiver mechanism supplied with a 2PC machine.
Robinson said, “Depending on the machine type, a shop can initially start with a six-pallet system comprising two rows of three pallets, then increase to 9, 12, or more pallets—add capacity as needed. For an 18-pallet system, the MPP would grow to three rows of six pallets for the VARIAXIS series. The robot that positions the pallets and the software would not change. The machine/automation combination uses 29 per cent less floor space than a six-pallet linear system or 44 per cent less space than a 12-pallet system.”
Anticipate Growth
“If a company needs one machine but has a vision of growing into automation, it can work with an OEM to purchase a machine that will allow the addition of automation,” Ward said. “It can get the revenue stream going with the base machine and retrofit a pallet changer when it is ready. And in many cases, the pallet changer can begin small and grow with the company.”
Making the right automation choice comes down to looking ahead.
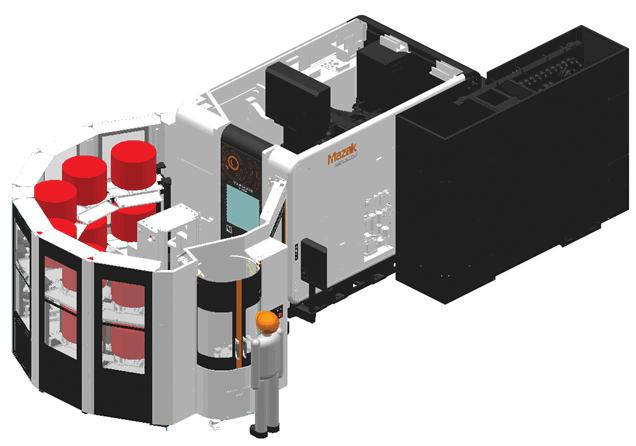
An integrated Multi Pallet Pool (MPP) is positioned in a semi-circle around a Mazak VARIAXIS-i-600. Illustration courtesy of Mazak Automation Systems.
Associate Editor Sue Roberts can be reached at sroberts@canadianmetalworking.com.
Elliott Matsuura Canada Inc., 905-829-2211, www.elliottmachinery.com
Makino Inc., 513- 573-7314, www.makino.com
Mazak Automation Systems, 859-342-1700, www.mazakcorp.com



subscribe now


Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.





{kind=link}