







Editor
Image courtesy of KUKA Robotics.
Robotics traditionally has been viewed as a high-ticket item for use in low-mix, high-volume welding operations. However, if you’ve been to any manufacturing tradeshows in the past couple of years, you will know that the use of robots is now creeping into smaller shops as well. The reasons for this include greater computer processing power, more intelligent hardware, and more intuitive ways to program a weld path. For welding, the initial outlay for a robotics system has also dropped.
Offline Programming
One of the biggest changes in robotic welding has been the advent of offline programming.
“The big boost for offline programming came from companies like AutoCAD® and SolidWorks® because they started to make it easy for everyone to have their parts in a 3-D model that was accurate,” ABB Robotics’ Nick McDonald explained. McDonald is ABB’s business development and application manager, robots & applications. “Now a customer can send us the weld data and 3-D model of a part that they are trying to win a contract on, and we can put it in one of our cells and basically write the program. At that point, we can get a sense of the cycle time and share that with our customer. We can also look at the fixture to be used and check for clearance, heat dissipation, and ensure the robot isn’t going to hit any clamps or cables. All this can be done before a full program is written, so if the customer wins the order, you can take the program, download it into the cell, make a few adjustments, and you are done.”
McDonald recalled that in one case, a cell was delivered to a customer in the morning and it was running production by 4 p.m. This is how much software has speeded up pre-production concerns.
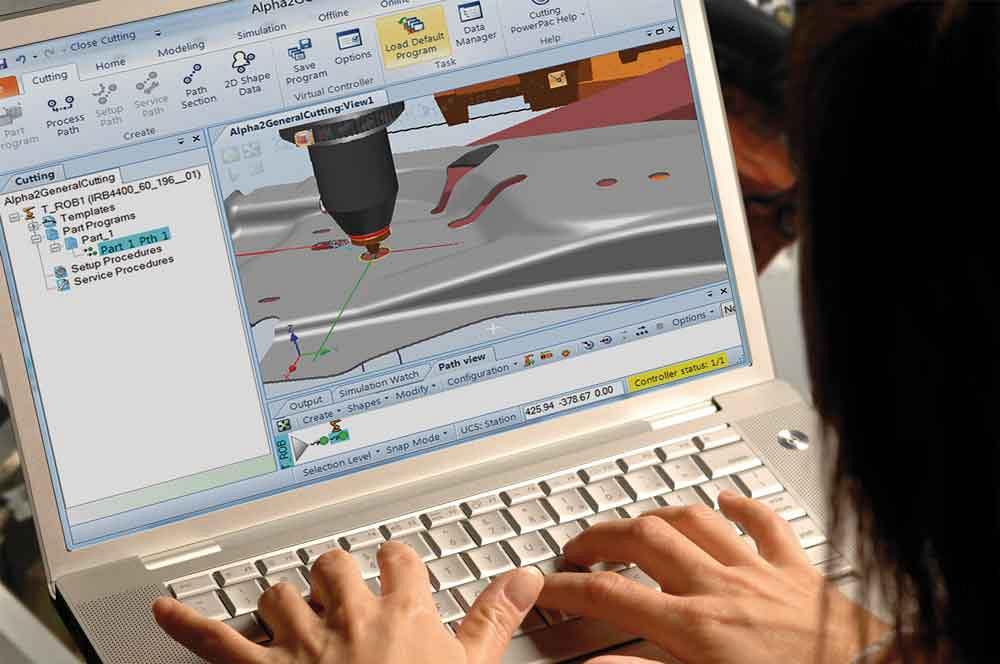
ABB now has an add-on for its RobotStudio system called ArcWelding PowerPac that it says further simplifies robotic weld path generation.
“With this program, you drop a part in and the add-on looks for joints. Once it has identified them, it generates a weld path along each joint,” said McDonald. “The days of grabbing the programming, jogging the robot, and teaching each point, I think, are gone. Once you’ve grabbed that path that the program automatically generated, you can drag it over to the programming box and drop it in and it’s done. You can run it to make sure everything is OK, but once everything is confirmed to be OK, the information is saved in RobotStudio and you can do a simulation of that weld path anytime you want and feel confident in the cycle times you can achieve and quote to a customer.”
As McDonald sees it, with this programming capability, you need only one good welder who can prep and run five welds at a time and still achieve the same weld quality.
“You still need a welder, of course,” McDonald insisted. “It is easier to teach a good welder how to program a robot than to teach a technician how to weld.”
Yarek Niedbala, regional sales manager at KUKA Robotics, thinks the main advantage of offline programming is that you are not using precious time on the production robot prepping your next part. Standard offline programming still requires someone in the environment to touch up the positions of the robot and assign weld parameter data, as Niedbala explained, but these tasks are being simplified.
KUKA has been working with AGT Robotics to simplify structural steel welding production, where batch sizes typically are very small, including one-offs. Essentially, AGT has developed software that works with KUKA’s system to extract information from structural steel files like Tekla and Advanced Steel detailing software.
“These files have geometrical information about the welds and also the weld parameters,” Niedbala explained. “AGT’s system is able to combine all of this information and almost entirely generate the program for the robot. Essentially, they have automated the offline programming process for this industry. Now, there may still be some welds that are complex enough or difficult to reach such that they require the intervention of an offline programming technician, or those welds may have to be finished by hand, but for the most part, the entire beam welding program can be generated offline in a matter of seconds.”
Because beams in real life are not perfect like they are in the virtual world, touch sensing is used to ensure the weld path matches the path the program generates.
“That’s part of the beauty of the system – now the robot can make adjustments to the program that has been given to it,” said Niedbala.
The faster speed of data flow is making this all possible. As Chris Anderson, associate chief engineer, product solutions group, Yaskawa America Inc., noted, one of his customers recently replaced a 20-year-old robot and instantly realized a 33 per cent cycle time reduction in production. “Today there’s faster processing and more efficient weld timing,” Anderson said. “It all adds up.”
That same increase in speed is making it possible to do small-batch runs of parts. Robotics companies have been increasing the processing power of their systems while at the same time simplifying the user interface. In a way, personal computing and industrial computing have evolved and met such that interacting with a robot controller is similar to using a smartphone.

KUKA has been working with AGT Robotics to simplify structural steel welding production, where batch sizes typically are very small, including one-offs. Essentially, AGT has developed software that works with KUKA’s system to extract information from structural steel files like Tekla and Advanced Steel detailing software. Image courtesy of AGT Robotics.
Teaching Methods Evolve
While it was mentioned previously that some believe the days of the teach pendant are numbered, robotics companies are still making these pendants easier to use. KUKA, for instance, has developed what it calls its 6D mouse for use with its smartPAD teach pendant.
“Typically, you have jog keys to move a robot,” explained Niedbala. “But for many users it can be difficult to understand the XYZ coordinate system. People might be able to describe the way in which they want a robot to move and orient itself, but they don’t know how to describe it in terms of axes. The mouse helps you do this. If you push it forward, it moves forward; push it backward, it goes backward, etc. However, you can also twist the mouse and it will capture that movement as well. It also allows you to combine these motions. It is a more intuitive way of jogging the robot, and it means you can move faster to the point you want to get to.”
For the right applications, there are yet simpler approaches to programming a robotic weld cell. Yaskawa Motoman, for instance, has introduced the Kinetiq simplified teaching system, originally developed by Quebec-based Robotiq. This system uses lead-through programming, meaning you hand-guide the robot.
“The hardware involved in the Kinetiq system is a force-sensing device that bolts between the robot and the torch,” explained Anderson. “As the person grabs the torch and pushes and pulls it into position, the strain gauge directs the robot, or measures that force. The processor inside the robot calculates the vector and determines which direction to move it in.”
This simplified controller has a very deliberately simplified user interface that mimics a smartphone. It’s essentially icon-based, so you are looking at pictures instead of lines of code as you walk the robot arm through a weld.
“Welding generally uses point-to-point programming,” said Anderson. “You are defining positions in space. You plot your points and tell the robot what type of motion you want to use between those points.”
This particular system covers just basic move instructions and arc-on instructions. An operator doesn’t necessarily need to be a welder, provided the weld parameters can be controlled by a supervisor. It doesn’t support functions like weaving or seam tracking or other devices. However, it is a useful gateway system for those who have never used a robot before. As Anderson describes it, the Kinetiq system is relatively inexpensive. So if a small shop were to invest in Yaskawa’s smallest ArcWorld cell, which is also relatively affordable, the total investment on machinery is reasonable.
“A lot of shops will spend half a million dollars on a CNC machine, and they assume that welding robots are going to be as expensive,” said Anderson. Meanwhile, these systems can be a fraction of such a cost.
This simplified training concept makes it possible to train operators in about half a day how to run a robot using the Kinetiq system. Anderson cited Rapid-Line Inc., a company in Michigan that trained six personnel on the system. Rapid-Line already had eight robot cells that were managed by one technician during the day. The challenge was that whereas the company was geared toward high-volume, low-mix production, customers were demanding smaller batches with shorter turnaround times. So the company wanted its welders to support day-to-day part programming and job changeovers.

Yaskawa Motoman has introduced the Kinetiq simplified teaching system, originally developed by Quebec-based Robotiq. This system uses lead-through programming, meaning you hand-guide the robot, as shown here. Image courtesy Yaskawa Motoman.
All of the six welders in the group were able to program a simple weld task in 10 to 15 minutes after watching it demonstrated once. In the course of four trial parts, one welder was able to improve his programming time by as much as 3.5 minutes (a 43 per cent reduction). None of them had prior robot training.
Anderson noted that Rapid-Line is particularly keen on robotic welding because of the weld quality.
“Cosmetically, the welds look better,” said Anderson. “They are more consistent.”
As Anderson sees it, if a shop already has 12 welders, should the next one be a robot? It kind of makes sense that it would be.
“With the robot, you will improve your productivity, and you can use your talent pool to do other things,” Anderson explained. “Robots are good at repetitive jobs. They are not good at adaptive and changing environments. That’s why you still need talented welders on staff.”
Cobots and Us: No Fear of Robotics
Lead-through programming is easy enough that it is being adapted for other uses in manufacturing operations. ABB’s YuMi® collaborative, dual-arm robot has been developed for small-parts assembly. It has flexible grippers, part-feeding systems, and camera-based part location capabilities.
“If you consider, say, phone assembly, where you’ve got a product that is constantly changing, every time it changes you don’t want to have to retool your whole line,” explained McDonald. “You also don’t want to completely automate because there are too many changes you would have to make. This robot takes the same space as a person, it is collaborative so you don’t need fencing, and lead-through programming simplifies giving the robot instructions for a day’s production run. You can grab the robot off a shelf, put it on the line, take 20 minutes to teach it a new part, and run production for a day.”
The main point is that we are getting used to using robots and other automated technologies. McDonald is seeing robots being used in many locations across Canada.

“It is amazing how many of these robots are in people’s garages,” he said. “It is happening, we are adopting this technology. I’m seeing a lot more interest in talks I give about robotics and how to eliminate variability in production to allow you to adopt the technology. A lot of it is in rural communities as well.”
McDonald also noted that students are being introduced to robotics technologies via innovation centres in colleges across the country.
“In colleges like Sheridan, Canadore, and Niagara, students are getting the opportunity to experience 3-D printers, offline programming, and robots with seam tracking capabilities,” McDonald explained. “These are pretty sophisticated technologies that they can experience without any initial financial outlay. And these systems are being made available for local manufacturers to use as well. This breaks down some of the anxiety people might have about reaching out to automation companies.”
When Is It Right For You?
A welding robot won’t always be an ideal fit for a smaller shop. The following are a few rules of thumb when looking at this investment.
The biggest initial concern is ensuring you have a family of products that can be managed within the same cell.
“If you are doing a beam with a rotator for the part, and then you bring in a large round part that can’t be processed on that same rotator, it simply won’t work,” said KUKA’s Yarek Niedbala. “There has to be a breakdown into families of parts, and you have to be realistic about the overall scope of the cell. However, once that cell is in place, if you end up switching to another family of parts, that cell can be changed. If it’s just a matter of exchanging positioners, for instance, that is not a big investment.”
You also have to ensure that the payback makes sense. Niedbala encourages focusing on the ROI rather than the initial cost of the system.
“If you run a cell part-time over one shift, it doesn’t matter how good the cell is, it may be hard to justify,” said Niedbala. “But if you use the cell close to its capacity, it should pay for itself between one and three years.”
Choosing to invest in lead-through teaching technology requires the same attention to how your shop operates. Is there value in stopping production on a robot to walk it through a program? Or do you have the technical expertise to do that offline?
A robotic welding cell can add value to many shops. The challenge is determining how best that value can be deployed.
Editor Robert Colman can be reached at rcolman@canadianfabweld.com.
ABB Robotics, 905-460-3418, www.abb.com/robotics
KUKA Robotics, 905-670-8600, www.kuka-robotics.com
Yaskawa Motoman Canada, 905-569-6686, www.motoman.com




Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription
Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.




