







Editor
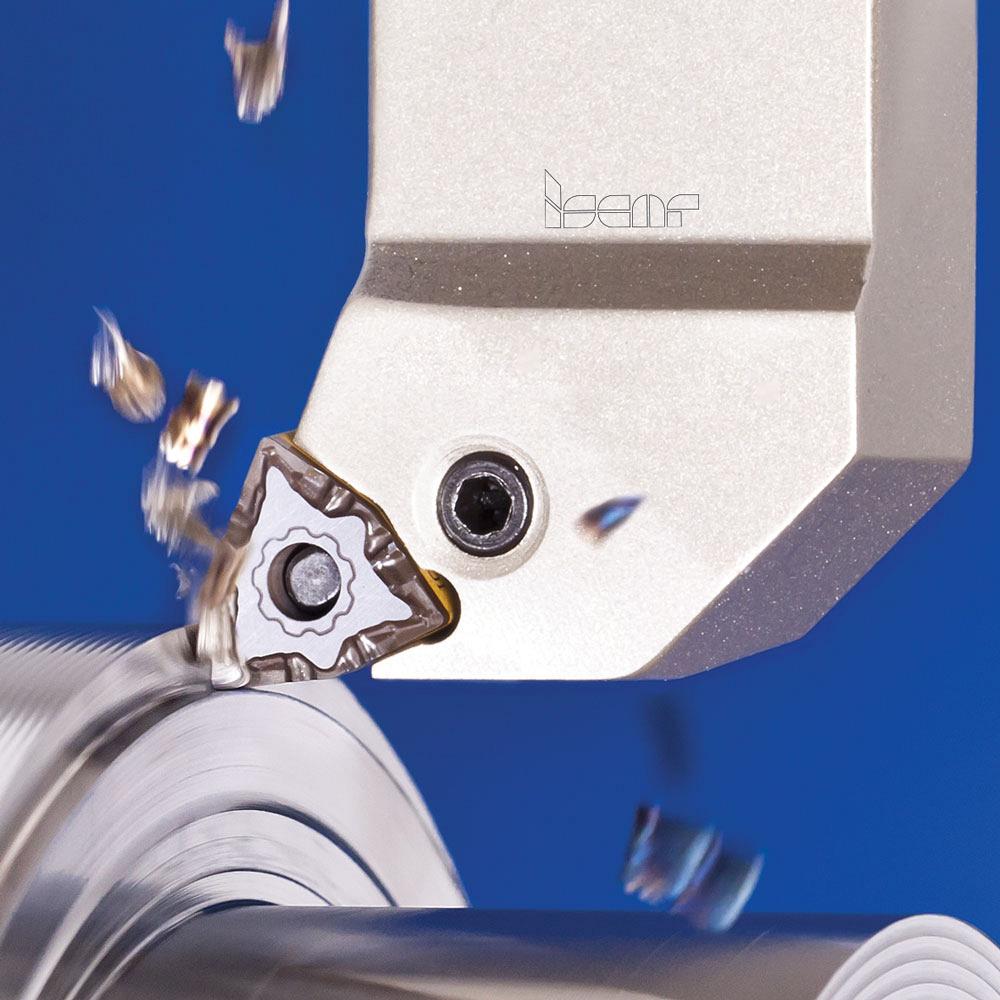
During turning, the tool is engaged for long periods resulting in heat that builds up quickly and stays at a high level. Photo courtesy of Iscar Canada.
Coating technology is constantly evolving, but what is enabling this to happen, and why does it matter?
Simply put, tooling companies are trying to lengthen the lives of the tooling they sell to make manufacturers more productive and create and evacuate chips in the best way possible.
Materials research at universities and private companies opens up new understandings of what is possible for coating technology. Tool manufacturers then develop these advances into new products with the goal of creating significant performance improvements.
“The market is the driving force in advancing coating technologies,” said Steve Geisel, senior product manager for Iscar Canada. “As manufacturers start to machine new materials, or even want to improve productivity on existing materials, this pushes cutting tool manufacturers to develop new coatings and new ways to apply coatings to support these demands.”
In general terms, the role of a coating on a tool is to provide a barrier to the heat, abrasive wear, and chemical reactions caused by the cutting process.
“It’s simple to say, but it involves quite a bit of technology to make it work. Not only does the coating have to resist all the external forces from the cutting process, it also has to bond very securely to the carbide substrate to ensure that it can do its job,” explained Kurt Ludeking, marketing manager for Walter USA.
The primary role of any coating is to extend tool life. It reduces friction by increasing the lubricity between the material being cut and the cutting tool. The goal is to reduce the amount of heat being generated during machining.
“Coatings also provide chemical compatibility between the cutting tool and the material being machined. If the improper coating is applied to a material, it can have devastating effects, such as reduced tool life and even catastrophic insert failure,” said Geisel.
It’s this interaction – and reaction – between materials that often forms the basis for choosing a coating. The material’s composition and hardness typically determine which coating is required.
The workpiece material’s properties affect what the machining conditions will be like at the cutting edge.
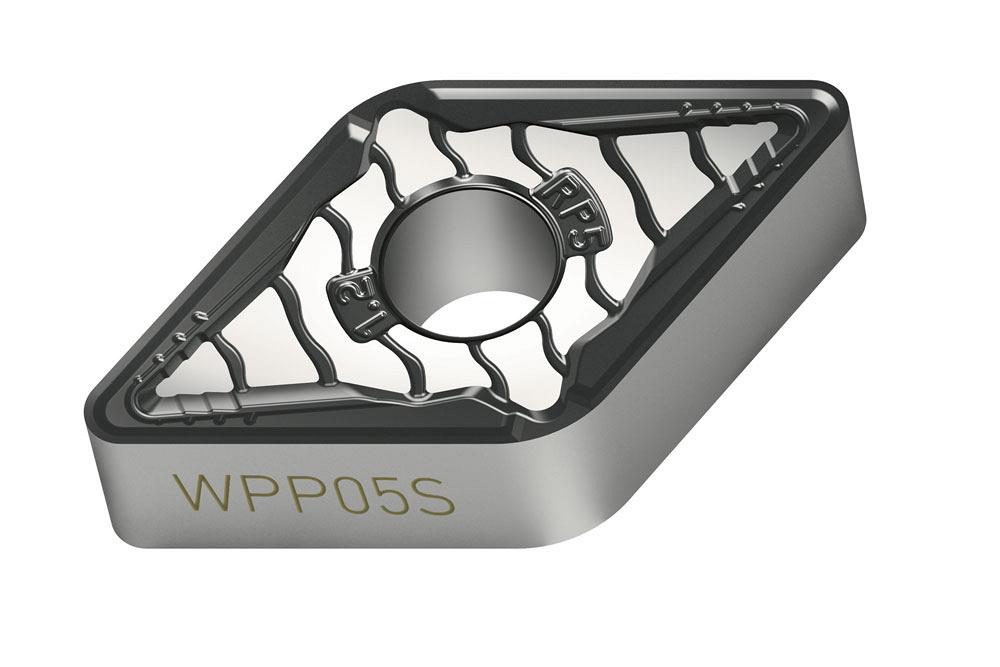
The choice of coating, substrate, and geometry of the cutting edge are all based on the material being cut and the type of operation being performed. Photo courtesy of Walter USA.
“The coating must be chosen to fight the wear modes that will occur during machining, and how high the cutting temperatures will be,” said Ludeking. “For example, carbon and alloy steels generate high temperatures during machining, and the chip is very reactive as it flows over the surface of the coating. The coating must resist these conditions, which create crater wear and flank wear. For other materials, the different properties will result in different wear modes that the coating must resist.”
Think of a cutting tool as a system; each part has a critical role to play. The substrate is the foundation for the coating. Having the correct foundation enables the coating to be supported and bonded in the best possible way and enhances the overall performance. When the intended application range for the tool is determined, the properties of the combination are defined. Then, each part of the system can be optimized to create the best solution for the defined application.
In terms of geometry, the biggest factor is the geometry of the actual cutting edge itself.
According to Ludeking, sharper edges require thinner coatings to help ensure that it adheres properly. But, aside from that factor, coatings really are unaffected by the form of the insert.
Turning, drilling, milling, and threading operations all have unique challenges. In turning, the cutting tool is in the cut for long periods, and the forces are fairly constant during the majority of the cut. The main challenge with turning is that heat builds up quickly and stays at a high level for long periods of time.
“The design of the coating, substrate, geometry of the cutting edge, and chip flow must be able to handle it,” said Ludeking.
During interrupted turning, these challenges are amplified.
“Interrupted turning starts to move the challenges toward what we see in milling operations,” explained Ludeking. “Impact occurs as the cutting edge enters the cut, heat builds up during cutting, and then a quick cool down of the cutting edge occurs after [the cutting edge] exits.”
For interrupted cutting, the coating and substrate must be tougher and have more impact resistance to handle the impact as the tool enters the cut. The thermal cycling from being in and out of the cut can also create thermal cracks, and the additional toughness helps prevent these thermal cracks from forming.
“For heavy interruptions, the cutting edge must be designed with a very strong edge to resist the high forces,” said Ludeking.
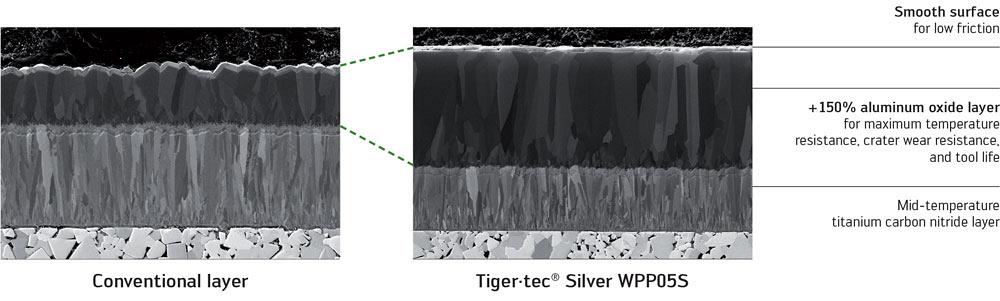
Universities and tool manufacturers constantly update and upgrade coatings to extend tool life. Photo courtesy of Walter USA.
Just like you wouldn’t use the same insert and cutting parameters for both roughing and finishing, you typically need a different coating for each.
Roughing operations are usually run at slower speeds with more aggressive feed rates and depths of cut, while finishing operations are run with much higher cutting speeds and low feed rates and depths of cut, explained Geisel. This means that the chosen coating should be designed for the type of machining being performed.
However, if the cutting conditions are close, sometimes you can get away with using the same coating. It’s when they differ greatly that it’s best to switch.
When you get in to heavy roughing, where edge toughness and reliability are critical, a slightly thinner coating can help improve toughness of the tool and reduce the tendency of chipping the cutting edge,” said Ludeking. “For light finishing cuts where feed rate and depth of cut are low, a thinner coating that allows a sharper cutting edge is often the best solution.
Just because there are new coatings to try doesn’t necessarily mean that they are the best option all of the time.
Uncoated tools should be used when machining materials such as aluminum and titanium.
“For these materials, coatings actually hurt the machining process, because the material actually sticks to the coating and causes built-up edge (BUE) on the insert, drastically reducing tool life,” said Geisel.
“An uncoated tool can be the best choice if the application requires an extremely sharp edge, has speeds that are low, and if you have a small number of parts to make,” said Ludeking.
Editor Joe Thompson can be reached at jthompson@canadianmetalworking.com
Iscar Canada, 905-829-9000, www.iscar.ca
Walter USA, 262-347-2522, www.walter-tools.com



Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription
Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.




