







Business Profile: ThermoEnergy Systems
Tube laser cuts rounds, squares, and structural shapes and expands design options

Mark Duczman (left), design manager, and Dave Loewen, estimating, help the ThermoEnergy Systems team produce over 120 acres of custom greenhouses each year.
The next time you enjoy a locally grown juicy strawberry or crisp cucumber when the snow covers the ground, give a quick thought to what makes that tasty treat possible.
ThermoEnergy Systems in Kingsville, Ont., builds structures that extend the growing season from the fair-weather months to year-round. The company designs, constructs, and installs the complex structures. About 60 people work at the company, most on the shop floor, with 20 in the electrical division. Up to 120 contractors can be added to the payroll during an on-site construction.
Many of the growing environments provide produce in Ontario and neighbouring regions, but the company’s market reach doesn’t stop there. “We are working on a three-phase project in Ohio,” said David Loewen. His official title is estimator, but he is heavily involved with sales and assists with shop floor production flow as needed. “When completed, the 100-acre Ohio project will grow a variety of vegetables and fruits under glass year-round.”
Loewen explained the complexity of today’s greenhouses. “A greenhouse is a giant computer. Whether the vents should be closed or how much they should be opened, if the shade curtains should be down to protect the crops from too much sun or to retain heat, or how much heat needs to be pushed in is all automatically calculated and adjusted. Sensors feed information on the heat and humidity both outside and inside the greenhouse to the computer and it adjusts the various systems to create an optimal growing environment based on climate data built into the software.”
Tons of Material
About 50,000 pounds. of fabricated metal components are needed per greenhouse acre. They are used in heating and cooling systems, irrigation systems, CO2 systems, hot water storage tanks, boiler installation, greenhouse carts, and to support the structures themselves. That equates to about 6 million lbs. of metal for the 122 acres of year-round growing environments completed between January and September 2016.
“A glass and single screen greenhouse with a hot water system is much more efficient as far as heating and climate control than a plastic greenhouse with an older steam heating system,” said Loewen.

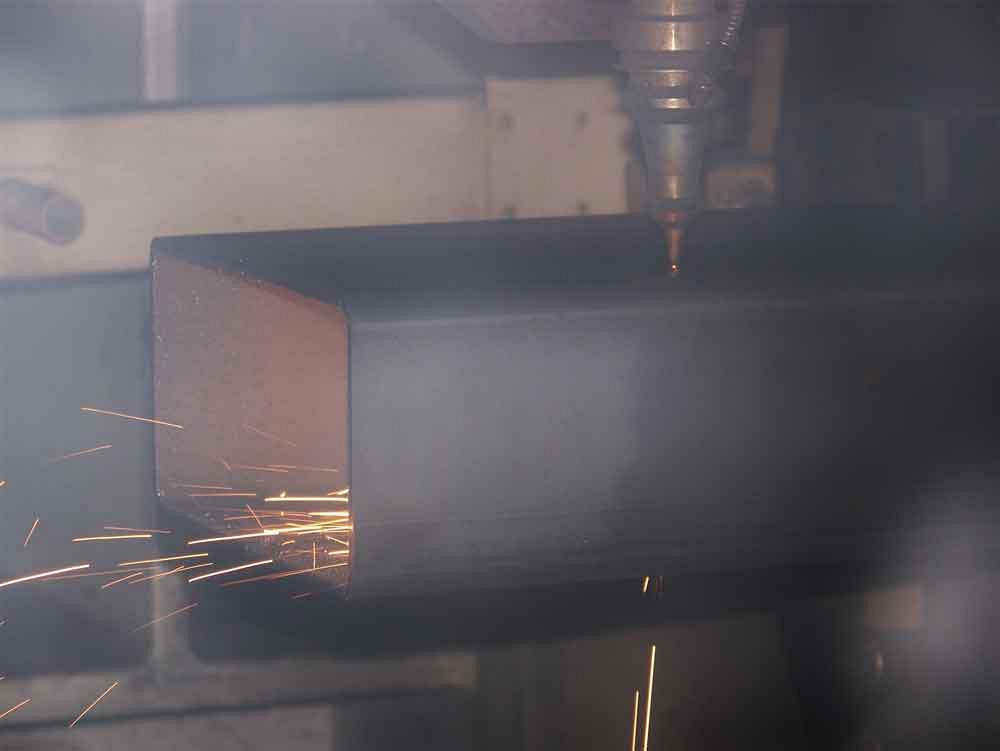
Accuracy of feature placement is critical for assembly into the greenhouse structures, which can be up to 26 ft. tall.
Some items like pumps, motors, and the aluminum roofing components are outsourced, but 100 per cent of the mild steel components are produced in-house. Parts can be very long and assembled to span the acreage or support the structures that can be up to 26 ft. tall.
In February 2014 a Mazak FABRI GEAR 400 joined other Mazak equipment on the 50,000-sq. ft.-shop floor to speed production and give the design team more latitude.
The 4-kW 3-D laser processes rounds up to 16 in. diameter and square structures up to 12 in. by 12 in. It also laser cuts structural shapes like I- and H-beams and handles material up to 26 ft. long. Traverse rate on the X, U, and V-axes of 1,180 IPM and 944 IPM on the Y and Z axes help speed component production.
The accuracy of the parts allows them to go directly from the laser to assembly or the next forming or welding process.
Prior to adding the tube laser, the company had a three-man team cut the tube, pipe, and structural shapes to length. They used mechanical presses with punches and dies that were designed in-house to make the thousands of fastener and access holes required for the various systems and assembly of each greenhouse. The process was time-consuming, and deformation caused by the punching limited design capabilities.
Mark Duczman, design manager, said, “We used to manually punch the openings needed for the structures. We were forced to design based on the tooling available unless we chose to invest in more punches and dies. That limited us in the size and shape of the openings we could achieve.
“The deformation that happened during the punching process was a problem. When the tube or pipe was deformed, it would limit where certain features, particularly those inside of the structure, could be placed. With the laser we don’t have that deformation occurring so we’re not limited to size or placement of the features. We can make certain components fit inside the profiles where they couldn’t fit before. The liberties it gives for design are limitless.”
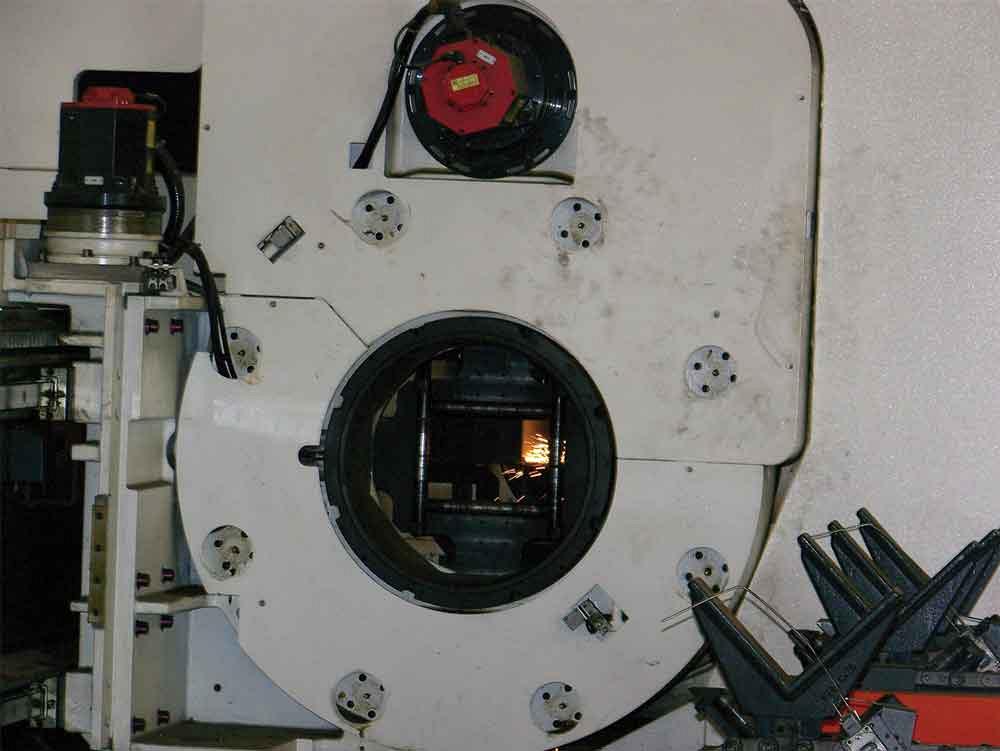
The 4-kW laser, viewed through the glass enclosure, cuts a section of square structural component.
Although some features are constructed of standard components for each job, none of the projects are standard. Each design incorporates unique requirements specified by the customer. Scheduling for the custom designs—and even changes during the production phase--has become easier since components’ requirements can be sent right to the laser for just-in-time production.
“This equipment allows us to produce what we engineer immediately and quickly,” said Loewen.
Sensible Approach
After the tube acquisition, manpower for the cutting process was reduced from three men to one man per shift. As far as tending the laser goes, the operator is basically responsible for keeping material flowing through the machine. Automatic load/unload racks reduce the physical labour involved with material handling.
“I was heavily involved with acquiring the tube laser because it made so much sense from a costing point of view,” said Loewen. “Anything that can reduce labour costs and material processing costs is a huge benefit to the company because we use so much steel.”
Since no two projects are the same, the company never knows exactly what will be required, but it does know that it will continue to grow along with the number of projects. The next shop expansion, a doubling of the production area, is in the planning stage.
Loewen said, “As the company grows, we will continue to innovate different processes and different aspects of the greenhouses to help our clients succeed and choose us for their next projects.”
Associate Editor Sue Roberts can be reached at sroberts@canadianmetalworking.com.
ThermoEnergy Systems Inc., 519-322-0388, www.thermoenergy.ca
Mazak Optonics Corp., 847-252-4500, www.mazakoptonics.com



{kind=link}
{kind=link}
{kind=link}
subscribe now


Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.
- Trending Articles
1
BlueForge Alliance partners with Nuts, Bolts & Thingamajigs to develop Submarine Manufacturing Camps

2
Portable system becomes hot tech in heat treatment

3
Orbital tube welding webinar to be held April 23

4
Cidan Machinery Metal Expo 2024 to be held in Georgia May 1-2

5
Corrosion-inhibiting coating can be peeled off after use
