







Every mm Counts When Bending Thin
A small variance of any kind can play havoc with bending thin material. Considerations for making a quality bend include ensuring that the tooling has the right radii, beam position is absolutely correct, material is followed properly during the bend, and that the material is handled gently while loading and offloading.
In theory, using a press brake to bend material is a case of applying basic trigonometry. Force flat material into a V opening until it bends to the desired angle. In practice, however, creating the bend takes a bit more calculating, particularly if you are dealing with thin-gauge material.
Scott Ottens, bending product manager at Amada, said, “The problem is that you have material variations, springback, different grain directions and things like that. All of those issues are compounded in thinner material because you are working in a smaller V. And thin material is more susceptible to environmental changes.”
A small variance of any kind can play havoc with the process when thin material is loaded onto the press bed. “When you work with really thin material, all your tolerance stacking happens—material thickness and hardness variations, a slight deviation from beam position, or wrinkling of material that can happen during loading. These things all play bigger roles as material becomes thinner. You have no room for error,” said Jack E. Leedy Sr., press brake coordinator, special projects, for Prima Power.
“One of the biggest challenges is proper radii on your punches and dies. If you have a too-large die radius, it gives the material a place to move and you don’t want that. Same thing with the punch radius. If it is too big and you are air bending, that creates issues as to where the material can flow because you are pushing down on three or four different points rather than a single contact point.” Leedy continued, “A proper V-die channel when air bending is typically 8 times the material thickness but with 0.046 in. material, that is only a 4-mm V die. If the radius on the punch top is 1 mm, that leaves only 3 mm of space for working the material.”
Springback, mostly an issue with stainless, becomes more of an issue as material becomes thinner. Leedy said, “Springback will be more noticeable because you are going to a smaller point, not bending as deep, and not using as much tonnage. An angle might not spring in a consistent manner because the hardness of the material changes along the length of the sheet.
“One way to combat this problem is to overbend and let the material spring back to the specified angle. Or you can combat the springback by holding the pressure at the bottom of the bend for a small amount of time. Even though the hold would be a big help, most shops don’t want to add time to the bending process.”
Thin Material Coining and Air Bending
Coining is frequently used for 90-degree bends but can cause difficulties when working with thin gauges.

A front material support and operator follow a large, thin panel through the bending process. Photo courtesy of Prima Power.
“While using a punch and die that match the angle for a coining process, most people use excessive tonnage, and that coins the material more than needed. A die marking is created around the edge of the part, which can be a problem,” said Ottens. “Another consideration is that the high tonnage used for coining causes tools to wear faster and can lead to more tool breakage.”
The parts being shaped can also break during coining. Leedy said, “You can overcoin thin material and break the part. Pushing too hard weakens the material at the radius and can cause failure.”
Air bending requires less tonnage, has less chance of marking, and the operator doesn’t have to go through several trial bends and adjustments that can be common with coining, said Ottens. “But air bending has different bend deductions than coining. Since most people have programs where they have coined light-gauge material, they will need to resize some of their blanks if they switch to air bending.”
“We have a kind of coining system that is limited to thin material and works with less tonnage. About twice the normal tonnage is used, and it is relieved a little bit at the bottom of the die. A combination of tool design and machine control calculates the lower tonnage. It is still used for our unmanned automated bending systems,” Ottens said.
Measuring and Adjusting Helpers
Several types of bend measuring and adjusting devices can help the brake produce consistent bends in delicate flats. Each of them require a minimum flange size, so there needs to be enough material to engage the measurement process. “In lighter-gauge material you are probably going to use a probe or mechanical device,” said Ottens.
A precisely calibrated mechanical bend indicator automatically slides across the bed and measures the part with a two-sided probe, gives feedback to the control, and adjusts the ram on-the-fly.
A similar device sits inline with the bottom of the V opening or the punch tip to provide similar feedback and correction. Ottens said, “Inline systems will handle the smallest flanges because they basically mimic the shape of the V or punch top. The issue with them is that you typically have to buy a sensor for every punch profile or V opening.”

Large, light-gauge panels can be positioned on arms in front of the brake, pushed against the backgauge, and the sheet followers will prevent backbending. Photos courtesy of Amada.
Strain gauges built into the machine are designed to ensure a quality bend by keeping the ram pressure consistent with the pressure that produced the first good part. Ottens said, “These pressure detection systems solve the issue of thickness variation but are not as effective for handling variations in springback, hardness, or grain direction.”
Laser scanning units are typically appropriate for the larger V openings that deal with thicker material.
Material and Prebending Processes
The material itself, along with its loading and offloading, requires some extra attention.
“The material is important. You can’t buy the lowest grade of thin material and expect to get perfect parts,” said Leedy. “Another thing is the process, or processes, that produce the blanks. If the tooling that cuts the flat is not sharp enough, proper clearances aren’t used on a turret, or the laser beam isn’t focused properly, burrs can form on the material edge. The burrs can drag along the die and cause growth on the flange.”
Handling can be tricky. The weight of a long sheet can pull it down and create backbending if it is not followed fast enough. That can create a crease by the part line and that flaw will be very difficult to see because of the small size of the V die.
“If an operator follows a thin sheet too quickly and pushes it further up,” said Ottens, “the part can be overbent. A sheet follower can solve the problem by consistently following the material at the same speed as the ram and at a consistent distance.”
How material is stacked after the bend is also important, Leedy said, “It comes back to handling. If you bend the perfect part and throw it on a pallet with no protection, it can be damaged. There is cardboard or construction paper that is thicker than some of these parts, and it can be a real challenge to keep the finished product a good product.
“Most shops that bend thin material put their best operators on it because any slight mishandling is going to cause problems,” said Leedy. “Every nuance in the material and how it is handled is magnified through the process.”
Sue Roberts can be reached at sroberts@canadianfabweld.com.
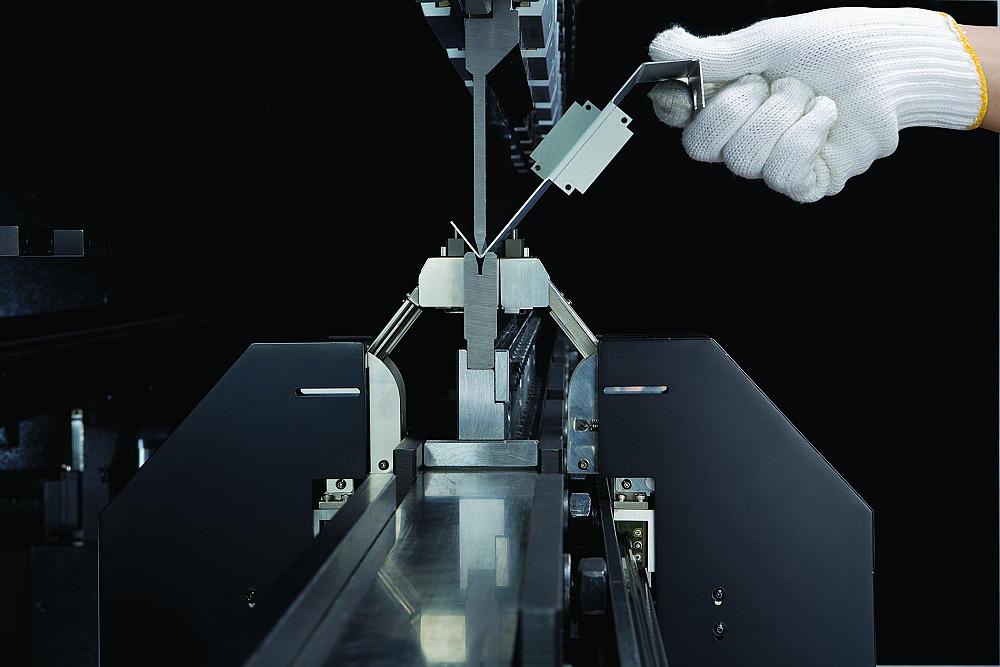
A two-sided probe automatically measures the bend, gives feedback to the control, and adjusts the ram on-the-fly. Photo courtesy of Amada.
Amada Canada Ltd., 905-676-9610, www.amada.ca
Prima Power, 847-952-6500, www.primapower.com


subscribe now


Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.
- Trending Articles
1
Orbital tube welding webinar to be held April 23

2
Portable system becomes hot tech in heat treatment

3
Cidan Machinery Metal Expo 2024 to be held in Georgia May 1-2

4
CWB Group launches full-cycle assessment and training program

5
Achieving success with mechanized plasma cutting
