







Making API Grooves Efficiently
New machining process and tooling system simplify groove-making
SpiroGrooving is light-cutting circular ramping occurring simultaneously on both the OD and ID of the groove.
In recent years, in line with both machine tool and software developments, more intricate and sophisticated toolpath methods and tool engagements have emerged or been refined. This has changed many machining operations, especially those that include sensitive cuts and loads, to become not only lighter, but faster as well as more precise and safe.
These include various machining methods such as circular milling and ramping, slicing, peck machining, predicted cuts, interpolation, orbital, and trochodial machining. Above all, the development has been toward lighter tool loads and optimized and safer use of the cutting edge at higher feeds and speeds.
Making Grooves
Seal ring grooves are part of pipelines, valves, pumps, and pressure vessels, components made in expensive materials that have already accumulated manufacturing costs when the time comes to have one or several grooves made.
API-style seals, including type R, RX, and BX (the last being the high-pressure variant and not interchangeable with the other two), typically have groove diameters in the 75- to 160-mm range and groove heights of less than 10 mm.
The walls of the groove are inclined at the standard 23 degrees. The surface finish and groove-angle tolerance is Ra 0.4 to Ra 0.8 micron and +/- 15 minutes on the BX groove, which is half the limit compared to those of the R and RX types.
The sealing areas in API seals are comparatively small with high contact pressure, providing high reliability in oilfield operations. Manufacturing demands are then, of course, critical to get right.
In addition to the production pressures, actual metal cutting challenges of API grooves include machinability of component materials, chip control, consistency and security in fulfilling quality demands, and location of grooves on the component.
The application requires a dedicated option to be successful. Conventional plunging and radial turning need to perform rough and finish operations involving high cutting forces with limited tool life. When secure, these processes are slow and costly, with no flexibility regarding groove-diameter size. Both machining and tool costs are high.

Grooving is an important last step in the creation of valves, pumps, and pressure vessels, which are typically made of expensive materials.
A new, more sophisticated approach has been developed to improve production of seal ring grooves on parts. A new type of indexable insert tool and method, based on proven concepts and innovative machining, performs efficient, light-cutting circular ramping simultaneously on the OD and ID of the groove.
This patented process, called SpiroGrooving™, fulfills all the crucial objectives for machining seal ring grooves reliably by reducing cutting time with higher cutting data.
In this dedicated process, cutting tooling is used rather than brute force, making the machining operation more efficient and secure. The process uses the capability of modern CNC machinery and controls. The program is generated using a proprietary calculator/generator. A post-processor is the brain behind the process related to the machine tool.
The modular tooling provides broad groove-application flexibility. Where conventional methods require a new set of tools for every groove type or size, the SpiroGrooving tool covers a range of diameters, providing flexibility in production and a minimized tool inventory. One tool also performs both rough and finish machining.
The toolpath is a tapered, circular ramping in which the tool engagement is determined by a set ramping pitch for each revolution. An intelligent spirograph calculates the toolpath and specifications based on a few input parameters as part of a complete package.
The ramping process – tapered feed movement -- is interpolation to continuous levels into the groove. The only tool setting necessary is that of the tool diameter to correspond with that of the groove at the top.
Based on a few parameters, such as groove diameter, process pitch (typically 1 mm for Inco and 2.5 mm for steel), and chosen maximum chip thickness (typically 0.18 mm), the calculator then establishes the program. The load on the cutting edge is minimal with chip thinning effect, allowing high cutting data with short machining times. Chip control is good, as well as the achieved surface finish.
The process involves intermittent cutting edge engagements with OD- and ID-oriented inserts of the groove, which depending on the spiral, intermittently engages into the programmed cuts. This generates a light cutting action. The nose radius of the V-style insert continually goes in and out of the cut, taking a light load and leaving a slight top rest. The 12.5-mm-long insert edge, set at an angle against the 23-degree groove wall, smooths like a wiper on the following revolution simultaneously as the nose radius performs the next downward cut.
This asymmetrical motion is repeated throughout the ramping spiral, generating the walls of the groove until the insert reaches the bottom.
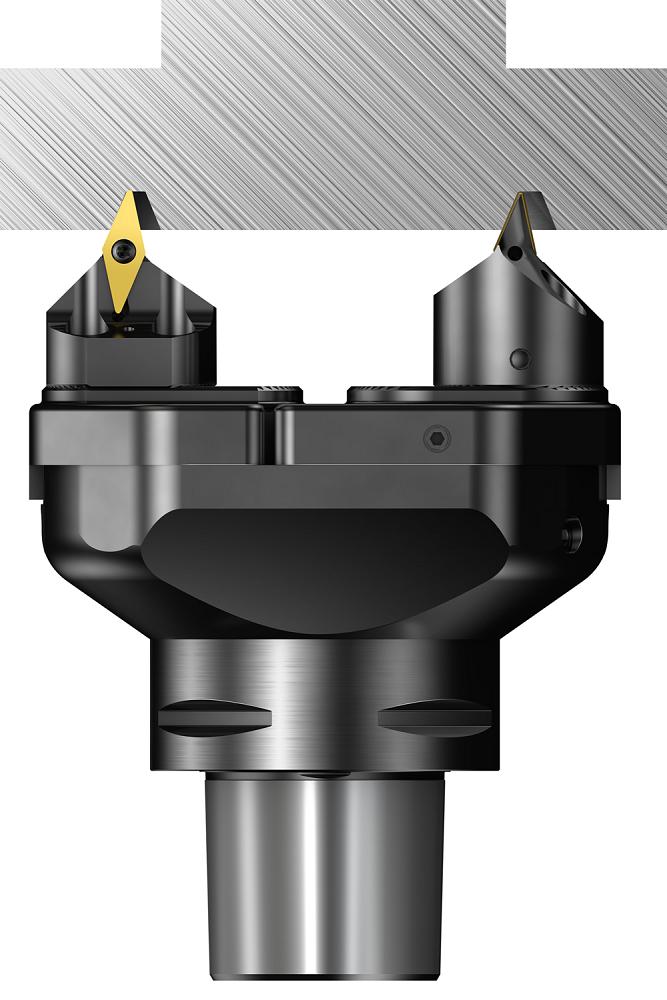
V-Style Inserts
The tool for this process is a twin-edge tool with two V-style inserts based on the CoroBore® XL boring system.
The plate of the tool has two individual radially adjustable sliding plates and bolt-locking to ensure flexibility but also tool stability. The tooling can be combined with numerous machine-spindle interfaces, as well as extensions and reductions, to suit tool assemblies.
Each slide has seats with serrated locking couplings for the two cutting heads. There is full radial adjustability within the groove diameter ranges for each tool, with a grooving range from 50 to 290 mm.
Tool setting is a simple procedure preparing the tool for the groove diameter at hand whereby the OD and ID cutting edges are set according to the pitch to be used for a specific groove diameter.
Chip formation is controlled through the intermittent cutting edge engagement and chipbreaker insert geometry.
Kevin Burton is product specialist for Sandvik Coromant Canada, 905-826-8900, www.sandvik.coromant.com.
subscribe now


Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free SubscriptionAbout the Author
About the Publication

- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.




