







Technical Advisor
Advancements in coatings, tool design, and chip-splitters enable machinists to keep up with the demand to reduce cycle time and improve surface finish.
Since the second half of the 19th century, the process of removing stock from workpieces by the use of a rotating tool with cutting teeth, such as a milling cutter or a milling tool, has become firmly established as an invaluable part of manufacturing processes.
Over the last century and a half, as with most aspects of machining, the field of milling has developed through both evolution and revolution. Gradual technical improvements have ensured that milling machines have continually evolved, while innovations such as CNC technologies have provided revolutionary leaps forward in the capabilities of milling machines.
Modern 5-axis machining allows extremely efficient milling of complex shapes. Today milling is the main method of machining by stock removal from both flat and shaped workpieces that have a range of accuracy and surface finish requirements.
Machine tool developments explain only half of the remarkable progress made within the field of milling. The feeds and speeds available from today’s milling machines could not be exploited without the advanced capabilities provided by modern milling cutters.
Although the sheer size of machine tools enables their developments to be readily observed and appreciated, the submicron, nano, and molecular scale of many of the advancements make them less obvious.
Tooling Advances
Not so long ago the use of polycrystalline diamond (PCD), cubic boron nitride (CBN), and whisker-reinforced ceramics as materials for milling cutters was regarded as revolutionary; now these materials and methods are commonplace. However, cemented carbide, especially with wear-resistant protective coatings, remains the main material for use in solid-carbide end mills and for inserts for indexable milling cutters.
In recent times the progress made within the field of powder metallurgy has led to a significant reduction in the sizes of carbide grains. Now the majority of solid-carbide end mills and replaceable inserts are made from submicron carbide substrates featuring grains that are between 0.8 and 0.3 μm.
These small grains enable the production of extremely sharp yet very tough cutting edges.
Moreover, reductions in grain size, in combination with the introduction of advanced pressing technologies, allow the production of inserts with complex shapes and considerable height differences of the inserts’ corners. These new shapes provide optimal cutting geometries, which guarantee not only smooth and stable milling, but also increased accuracy of the machined surface.
Coating Advances
Practical achievements in the field of nanotechnology have resulted in a new class of wear-resistant coatings created by physical vapor deposition (PVD). These coatings are a combination of layers with thicknesses of up to 50 nanometers, and they can deliver significant increases in coating strength when compared to conventional methods. Also, the latest postcoating treatment of replaceable inserts eliminates defects in the upper coating layer and provides additional durability.
Because they need to remove large amounts of stock in milling operations, roughing procedures usually are time-consuming; therefore, process time reductions enable users to achieve higher profitability. There are several methods of productive rough milling that allow this goal to be reached, although they make specific demands on the milling cutters.
In high-feed-per-tooth (HFM) or fast-feed (FF) milling, the depth of cut is small, and the feed is significant. For example, in HFM of steel workpieces, the feed per tooth is calculated in millimeters and often exceeds the depth of cut. A high-feed milling tool has specially shaped cutting edges that enable the cutting force to act along the tool axis (in the direction of maximal rigidity of the milling machine) and when the bending load on the tool is low. The main advantage of HFM is its very high metal removal rate at relatively low power consumption.
Design Advances
Various cutting tool designs are intended for HFM, both indexable and solid. Their distinct feature is the form of their cutting edges; normally the cutting edge resembles a section of a circular arc that results in a tool cutting edge angle of approximately 10 to 17 degrees.
Originally HFM was intended for the roughing and machining of complex surfaces, such as dies and moulds, although it is now widely used as a productive roughing method for the milling of plane faces, particularly on large workpieces. However, not every machine tool has the high-velocity feed drive necessary for HFM.
For slower-speed but high-power machines, moderate-feed (MF) milling cutters with cutting edge angles of 30 degrees are available. MF working feed per tooth is less than in HFM, but more than common values, hence the term moderate. Conversely, the depth of cut is greater compared with typical HFM tools. Accordingly, high-productivity rough milling is achieved, but with increased power consumption.
If it is necessary to efficiently remove a substantial volume of material with a considerable depth of cut (deep cavity, wide edge, deep shoulder), indexable, extended-flute or long-edge cutters are the first-choice milling tool.
With cutting accomplished by a set of replaceable inserts, extended-flute cutters with tangentially clamped inserts deliver maximum performance, because the tangential clamping design principle helps ensure high strength and rigidity of the cutter body.
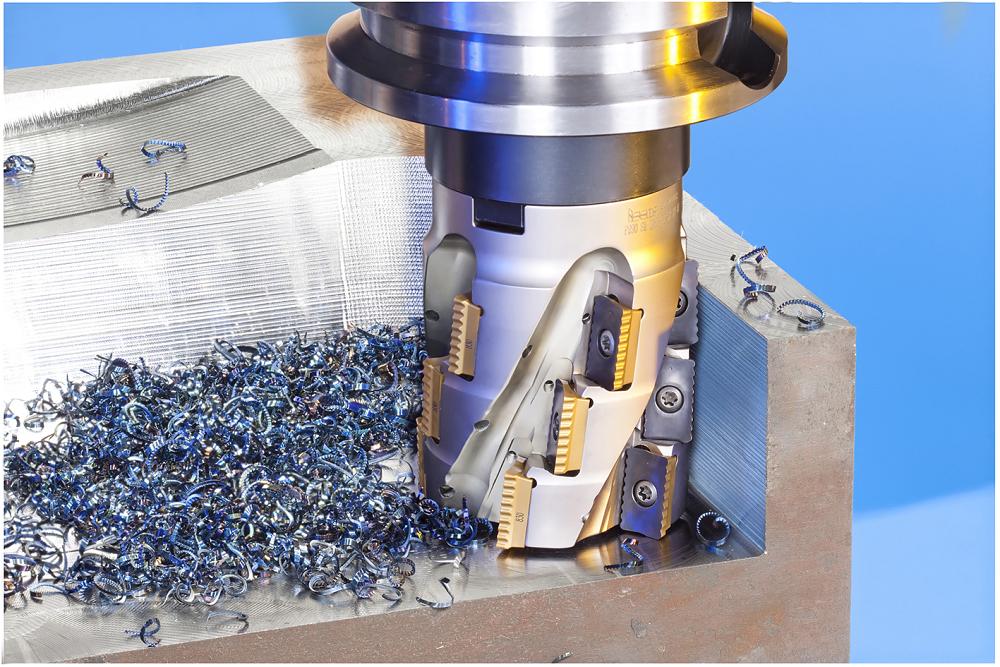
Chip-Splitting Advances
The desire to reduce power consumption and improve the dynamic behaviour of extended-flute cutters led to the use of inserts with a chip-splitting action. The cutting edges of these inserts feature specially designed chip-splitting grooves. Further developments in this area have resulted in the introduction of inserts with chip-crushing ability, literally chopping chips into small segments. Further developments in powder metallurgy allow the production of tough, sintered chip-crushing inserts with high-strength shredded cutting edges that are able to withstand heavy loads throughout rough milling routines.
Andrei Petrilin is technical manager of indexable milling, Iscar Tools, 905-829-9000, www.iscar.ca.


Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription

Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.




