







Thread Milling Offers Peace of Mind When Threading Difficult Materials
Thread milling is gaining popularity in shops that thread small batches or one-off components.
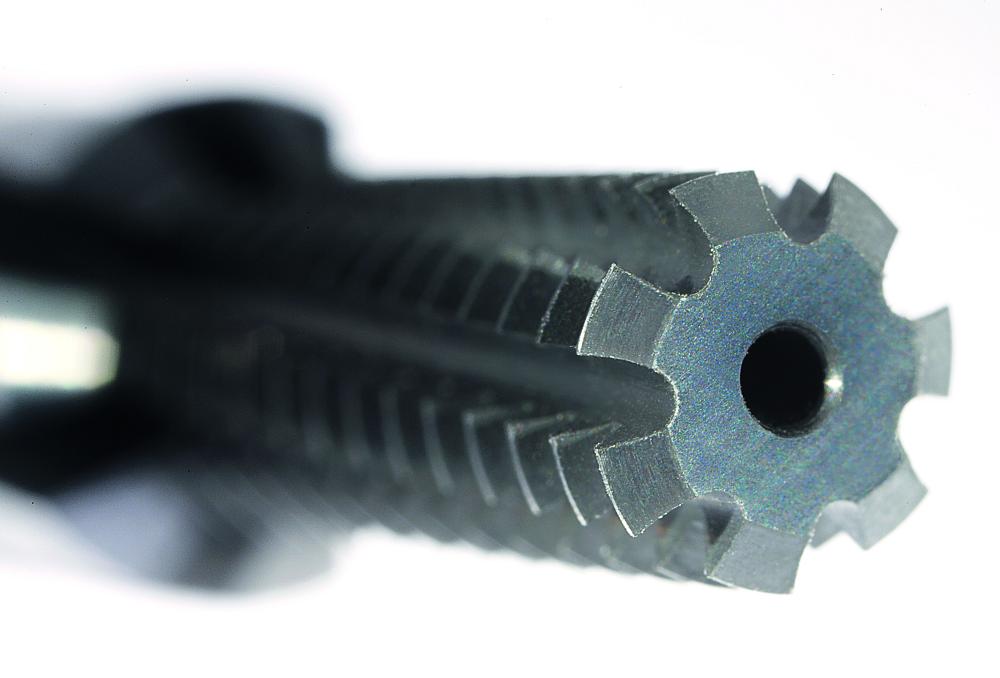
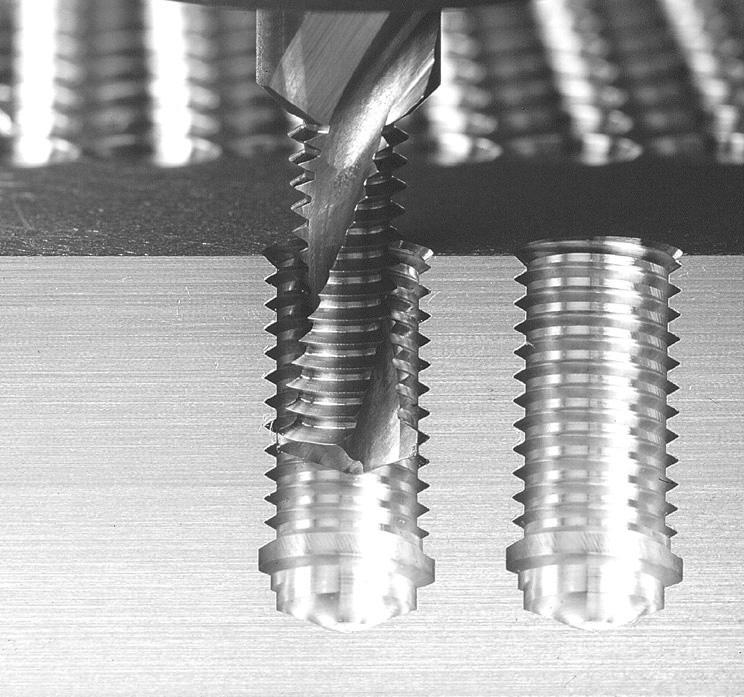
The cutting geometry, tool substrate, coating, and flute design of KOMET’s JEL MGF-HPC thread mill shorten cycle time when working with steel and cast iron. Photo courtesy of KOMET.
Thread milling produces threads with a ramping movement of a circulating tool that moves around the inside radius of the hole. Depending on the material, the machine, and the application, it may be a little slower than tapping, but it can make difficult threading jobs easier.
Thread milling and its helical interpolation offer a high-quality surface finish; smooth threads in hard materials; the ability to cut threads to the bottom of the hole; multi-use tooling for threading through or blind holes, cutting various size threads with the same pitch, or making both left- and right-hand threads; and peace of mind.
“A lot of high-end taps can outperform a thread mill on timing, but thread milling is growing dramatically within companies producing small batches of parts or one-offs. Its benefits include that it’s an easy-to-use process; it produces a nice, clean thread; and there are usually very few problems,” said Cullen Morrison, business development manager, threading and milling, at KOMET of America.
“Think about an INCONEL® casting for a jet engine housing,” said Michael Trimble, threading product manager at Vargus USA. “It may have cost $30,000 in raw material and you have 70 hours of machining time invested. The last thing you are doing is putting in 50 threaded holes. On the 38th hole, you snap off a tap. The engine housing has to be removed from your equipment so the tap can be cut or burned out. That is a lot of extra handling and possibly a scrapped part. If a thread mill breaks, you just clean out the hole, load a new thread mill, and touch it off the same way you did with the first mill.” Multiple spindle starts and stops are not a problem.
Lower Cutting Forces
Brian MacNeil, milling specialist at Sandvik, said, “Thread milling always offers security. In addition to applications that involve threading high-cost components, I recommend using thread milling when working with difficult materials; for example, when you are working with hardened alloys that put a lot of force on the tap.
“And I recommend using threads mills when working with thin-walled components. They avoid distortion because the process requires lower cutting forces and you can make more than one pass. You can have lighter cuts rather than producing the thread all in one shot. The lower cutting forces also give you the ability to produce larger threads on smaller machines.”
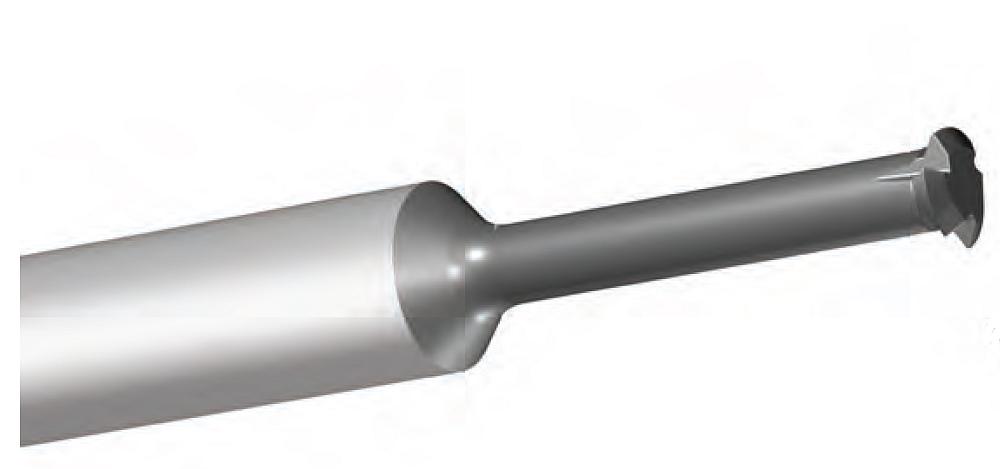
Solid-carbide thread mills are high-production and fast. A single point mill like the #0-80UN MillPro Dental from Vargus interpolates each pitch to get to the desired depth. Photo courtesy of Vargus USA.
Small Chips
Many chip problems that can mar the thread surface or damage the tool can be avoided. Chips are smaller, and the space between the threading mill and the hole helps with evacuation. Problem-causing chips don’t have to be pushed through a through hole or removed while the tool exits a blind hole.
“When you work with soft aluminums, gummy steels, and some titaniums, you can get long, stringy chips that can be difficult for a tap to break. The thread mill process produces very small, dust-like chips that reduce that problem. As long as they can evacuate, hole configuration doesn’t matter,” said Morrison.
Whether or not to use coolant should depend on the tool manufacturer’s recommendations, which take into account the grade of the thread mill, the material being threaded, and the hole configuration. Some tooling suppliers make most of their thread mills coolant-through. Some recommend milling dry and using compressed air to evacuate chips when possible. Coolant is necessary for many jobs, however, like those involving hardened material. Using coolant dictates that a harder grade of thread mill will need to be used to withstand the thermal shock that coolant causes at the cutting zone.
“Coolant-through works well on blind holes by flushing chips out along the helix of the thread mill. If you are milling very hard material, the chips, even though small, can be brittle, and the thread mill cannot handle recutting, so coolant-through is critical. If it is a through hole, you have to use the flush coolant,” said Morrison.
Keeping the coolant concentration stable is critical. Trimble said that he has seen a lot of problems caused by adding water and allowing the concentration to get too low. “I’ve seen diluted coolant cause tool life to drop from making 15 parts per edge down to two. It can also affect the quality of the cut.”
Thread Milling Extras
As long as the pitch matches, one thread mill can be used to make multiple thread sizes as well as both right-hand and left-hand threads, which helps minimize the tooling inventory.
Trimble explained, “If you have a ¼-20 thread mill, you can also mill a 3/8-20, a 7/16-20—anything larger with the same pitch—with the same mill. If you tap five different threads with the same pitch, you need five different taps. That ¼-20 thread 2xD will take less than 4 seconds, which is equal to, if not faster than, a tap on the same thread in most cases.”
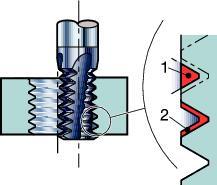
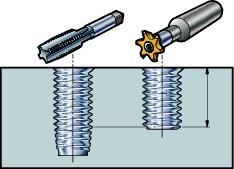
Thread milling with several machine passes can create larger thread pitches, avoid tool breakage in difficult materials, and improve thread tolerance. Illustration courtesy of Sandvik Coromant.
“A thread mill can be so much more than a thread mill,” said Morrison. “Some thread mills have a heavy chamfer on the front and can do light milling. So if a part needs a spot face on top, you don’t need a secondary tool.
“You can also use the same mill for INCONEL and soft carbon applications because you can change how a thread mill engages, how many passes it makes, and the feed rate. You just apply the mill differently.”
Single-point or Multiflute
Single-point, said Trimble, seems to be the preferred over multiflute mills for many applications because there is less engagement, less tool force, and you have more room for evacuating chips. “We see single-point mills in use in job shops that deal with multiple size threads but don’t do large production runs.
“Single-point mills reach into a hole and come off-center to extend away from the spindle. That gives a lower torque ratio, lower surface footage, and the job can be accomplished with lower RPMs. But compare the single-point with multi-point. With a full row of teeth, you can complete the length of the thread with one interpolation.”
MacNeil said, “Most thread mills that are made of solid carbide have a 2xD limit, but you can typically expand your capabilities and go deeper by using single- row and indexable tooling. There are even milling adapters for exchangeable heads where you can put single-row pressed carbide inserts on the end. That gives you more flexibility in depth and diameter at a more economical cost.”
“We tend to sway people towards mills with multipoint teeth because of accuracy and efficiency. With multirow teeth, the pitch and thread can be built into the tool exactly where they need to be when the tool is cutting the thread,” said Morrison.
Machine Considerations
Consider the dynamic capability of your machine. Machines used for thread milling need to be accurate and stable. They need to process code, accelerate, and move quickly. With the proper machine capabilities, Morrison said that a high-performance thread mill can thread a 10-mm, 2xD deep hole in four to five seconds or less.

A multi-flute indexable thread mill like the MiTM 25MM from Vargus is designed to reduce cycle time by using long inserts in a multiple-flute holder when generating large threads. Photo courtesy of Vargus USA.
“You are moving a multiaxis machine quickly in a small area, so if the ways on the machine and the machine itself can’t keep up with the tool’s motion, you can end up with distorted threads,” said MacNeil. “And consider that the machine is calculating from the center of the tool. If you use a large-diameter tool, you need to change the feed rate at the outside diameter, otherwise you could end up underfeeding and rubbing the tool. That will shorten tool life and cause issues with vibration.”
As with other cutting processes, toolholding and fixturing need to be rigid for thread milling. Especially toolholding, according to Trimble. “Think of your toolholding this way—the more connections there are, the more opportunity for runout. There may be four to six connections involved in toolholding, like a draw bar with a draw nut, the collet in the holder, or a hydraulic chuck with a nut. Each connection has the possibility of worn parts that lead to bad connections.
“Also closely monitor your workholding. The closer you can get to zero runout, the better the thread quality and the longer the tool life because you are cutting on all edges of the tool.”
Process Considerations
One of the first things to consider is the tool’s cutting diameter. Rule of thumb, said MacNeil, is that the mill itself should never be more than 70 per cent of the diameter of the hole because you can get a deviation in the thread, and as the tool gets closer to the diameter of the thread, that deviation starts to show up in the root.
He added, “You also want to consider climb milling for an internal hole. You start at the bottom and climb your way up, which gives you the advantage of bringing any chips out of the hole.”
Closely monitor the toolpath. Run the program above the part before engaging. “You want to arc into the cut for a smooth entry into the material,” said MacNeil. The angle of the entry will depend on the ratio of the cutter diameter to the major thread diameter. As a rule of thumb, 90 degrees is used if the cutter diameter is less than the major thread divided by 2; 180 degrees if the cutter diameter is more than the major thread divided by 2.
Trimble said, “The process is not as hard as everyone thinks. If you can helically mill with an end mill, you can thread mill. Today’s software packages make getting up to speed and programming an easy process.”
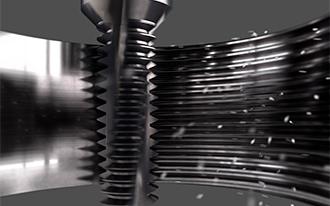
A multi-tooth thread mill completes a through-hole in one pass. Photo courtesy of Sandvik Coromant.
Opening Doors
“Thread milling is not a good choice for all threads. For example, if a thread is more than 2xD or 3xD, deep milling can create a lot of side load over a long distance and it will be difficult to create a straight thread. But it works well in many applications,” said Morrison.
“The process gives you three axes of freedom. You can adjust the size of the thread and how the pitch is on certain types of thread mills. You can adjust speed, feed rate, and the width of the cut. That opens the door to processing more difficult threading applications.”
When Should You Thread Mill?
Consider using thread milling when you want to reduce tooling inventory and when machining:
- Asymmetric or nonrotating components.
- Materials that cause chip breaking and chip evacuation problems.
- Tough materials that create high cutting forces.
- Against a shoulder or close to the bottom of a blind hole.
- Thin-walled components.
- Expensive parts and there is a tap-breakage concern.
- Components with unstable setups.
Associate Editor Sue Roberts can be reached at sroberts@canadianmetalworking.com.
KOMET of America, 847-923-8400, www.komet.com
Sandvik Canada, 905-826-8900, www.sandvik.coromant.com
Vargus USA, 608-756-4930, www.vargususa.com
subscribe now


Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription

- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.





{kind=link}