







End Cutting Tool Movement
Eliminating micro creep helps manufacturer boost productivity, reduce scrap

Micro creep (movement of the cutting tool when it is clamped in the toolholder), or even pullout can occur if the tool is not securely held in its holder.
Situation
Recently Metelix, a Brampton, Ont., custom manufacturing company, had an obvious problem with micro creep, movement of the cutting tool when it is clamped in the toolholder. The evidence was in the full scrap bins and the high number of pieces going back to be remachined.
Productivity was down so General Manager Mike Monge was looking for an answer to stop the cutting tools from pulling out, pushing back, or moving in their chucks.
Much of the company’s work is for the automotive industry, and delays can spell disaster.
“We do a lot of blow molding, which involves cutting in very deep cavities. It’s a high-precision application, and our toolholders were not allowing us to meet our clients’ strict deadlines or quality expectations,” said Monge.
The company tried hydraulic holders, but the cutting tool movement continued. Not only that, productivity still suffered because the bulky hydraulic holders didn’t offer the clearances needed for vertical walls or undercutting.
Resolution
Monge’s micro creep problem ended when the company added Haimer’s Safe-Lock™ system, a clamping tool specifically engineered to overcome micro creep and enhance high-performance cutting.
When combined with the frictional clamping forces of the particular clamping system already in use, this system delivers a high level of positive locking force in the toolholder. This is achieved by the use of special
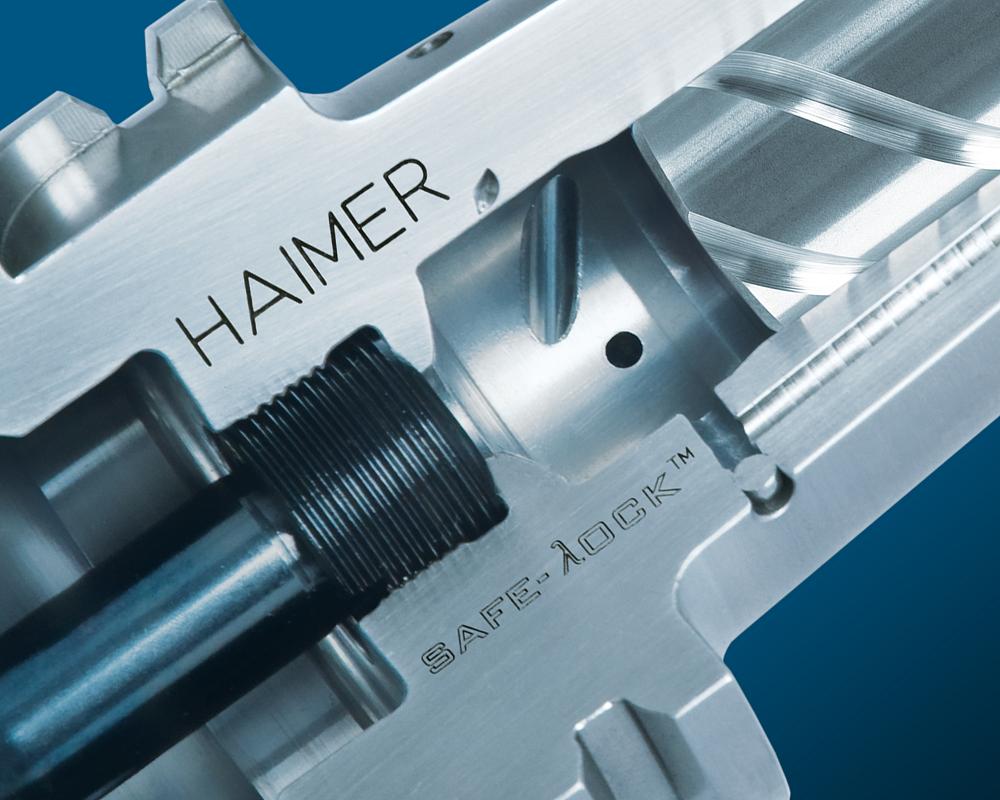
A high level of positive locking force in necessary in the toolholder to help guarantee process security.
drive keys in the chuck and grooves of the tool shank that prevent the milling cutter from spinning during extreme machining.
“[We no longer] remachine to remove additional material or repeat jobs due to imperfect cuts. The shrink fit chucks also are tapered and a lot smaller in diameter, so we can go in deeper and closer to the material. Now we can even go down a straight wall,” said Monge.
The turnaround on the line also has never been better, which is a big plus in the company’s competitive industry.
Metelix, 905-495-2374, www.metelixproducts.com
Haimer USA, 630-833-1500, www.haimer-usa.com
About the Author
About the Publication
subscribe now


Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.




