







6 Strategies to Get the Most from 5-axis Machining
Making complex parts, quickly, accurately, in one setup takes time, planning, and creative thinking

Five-axis machining can produce a complex part quickly, accurately, and in one setup. Photo courtesy of GROB Systems Inc.
Five-axis machining is cropping up in more shops. Mold and die and production environments are both embracing the technology to reduce production costs. Automotive, defense, energy and power generation, aerospace, and aeronautics industries--and to some degree home appliance and packaging equipment--are adding more 5-axis capabilities to the production mix. Use in the medical industry is growing and is expected to continue the upward swing as baby boomers age and have more needs for precision parts. And the shift to 5-axis is underway in the consumer electronics industry due to an escalating desire for high surface quality.
High-performance or high-speed 5-axis machining can produce complex geometries quickly, accurately, and in one setup. High performance focuses on removing as much material as possible in the quickest amount of time. High speed pulls in higher speed, feed, acceleration, and deceleration rates. The increased spindle speed typically draws from linear technology.
A recent webinar, 5-Axis Machining: Strategy and Process Optimization, sponsored by the National Tooling and Machining Association (NTMA), featured Gisbert Ledvon, director of business development for GF Machining Solutions, and William Vejnovic, vice president of sales--universal machines for GROB Systems.
Here are six strategies they offered to get the most from 5-axis production planning and machining.
1. Collect Information and Communicate
Gather all information available before determining if the production process should be a 3+ or 5-axis application. Check, and check again, to be sure you have all the data available from the customer and that the data is accurate and complete. Have a clear understanding of quality and accuracy specifications.
Ledvon said, “Specifically, if you do 5-axis, high-speed machining, you want surface quality defined and a lot of details. If your quality of data is not perfect, your machine will reflect that. The machine will move dead accurate and reflect all the imperfections of the CAM program, and those imperfections will appear on the part.
“Talk to the customers. Work very closely with them. Look at the part itself. Is a pretest advisable before planning to cut five or 10 parts with critical dimensions? If so, simulate everything, including chip flow and cooling, so minor adjustments can be made to ensure accuracy.
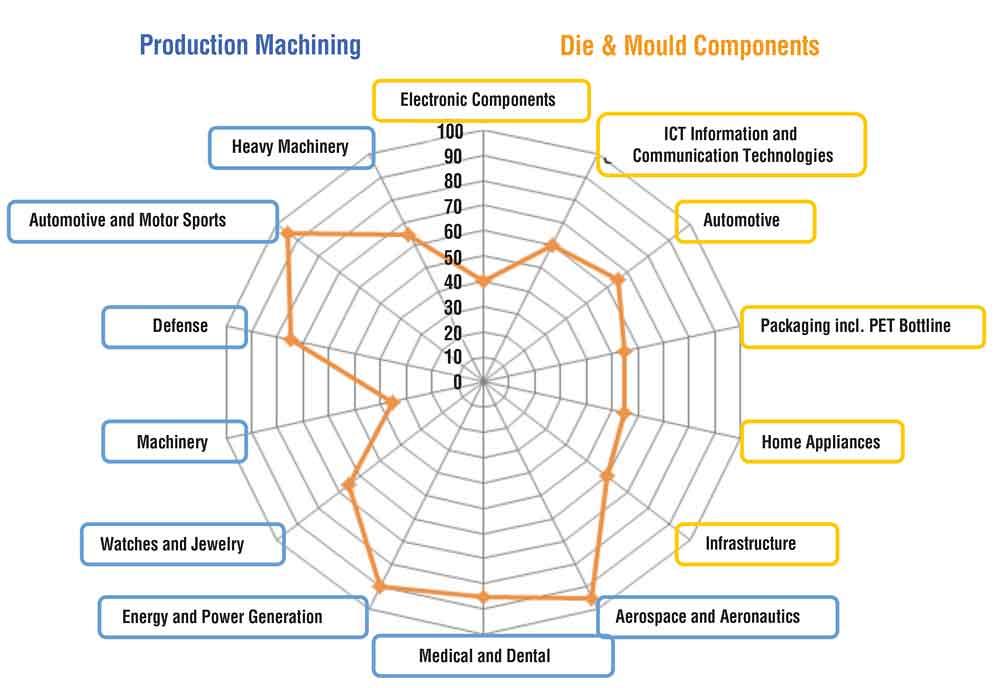
The spider chart shows the potential growth of 5-axis machining by percentage within each industry. Chart courtesy of NTMA 5-axis Webinar Part 2 and Gisbert Ledvon, GF Machining Solutions.
“Maybe you can make a little design change like putting some dovetails on the part to hold it better during the cutting process to save a lot of time and reduce fixture costs.
“Make sure using 5-axis is cost-effective. There are parts that can be made cost-effectively on a 3-axis.” Or, Ledvon added, it may be logical to use only three axes of a 5-axis, high-speed machine to economically produce a specified feature or surface quality.
Think about the machining strategy: How are you going to approach the job? Ledvon said, “Pick the right data. Look at your CAM system and make sure your post-processing system or verification system has all the features to allow your 5-axis machine to perform well. Otherwise, your expensive machine won’t perform at the highest level.”
2. Use Full Simulation Software
Full simulation software is needed to verify the process before sending a program from the CAD system to the machine. Collisions can happen very quickly.
Vejnovic said, “Software is key to making this process work. Collision points are very hard to visualize on a 5-axis machine, and it is critical to keep the interference of the tool, the length of the tool, and the size of the part under consideration at all times when programming.
“The amount of detail that goes into the simulation is critical. Start with a good 3-D model of the machine tool itself so you know all the key areas that can possibly interfere, including housing diameters. You want good detail of your fixtures and clamps as well as your toolholders and extensions. The more you put into the simulation, the less risk of actually crashing.
“This is a bigger problem than you would expect. If a customer model has been built from a 2-D print, there can be a lot of slop—lines that do not intersect. The lines can look perfectly fine on your CRT, but if the lines don’t intersect properly when you go to machining, it will cause an error or a divot in the part that will be very hard to find and correct.
Added tips from Ledvon: “If you have to create a 3-D design, don’t begin all over. Get the 3-D file application from the customer so you can redesign the part and the fixture if you want to.

Moving production of an aerospace hinge ground spoiler to a 5-axis machine resulted in a 68 per cent reduction in cycle time. Photo courtesy of GROB Systems Inc.
“On the 3-D model, make sure all the details, all the connections between the different segments, are perfect. The model has to be very clean to machine the part the way the customer and print describe it.”
Fixing the models can take as much time as the actual part program, if not more.
3. Consider Creative Workholding
Look for unique workholding options that allow access to all sides of the part.
“Changing workholding can take a little rethinking, but the key is eliminating setups and reducing handling,” Vejnovic said. “An example would be to use zero-point clamping, possibly bolting the part up through the bottom edge of a surface to allow access to all sides.”
For example, add a small amount of sacrificial material to the bottom of the part to be gripped by the clamp. Finish the part and snap off the excess material.
Shifting parts that require multiple setups and fixtures from 3- or 4-axis to a 5-axis machine for completion in one step can be well worth the redesign time and workholding creativity. Ledvon said, “Utilize a 5-axis machine to reach a part from all sides to improve the production process, make the parts more accurate, and get a better surface finish.”
4. Choose Tooling Designed for 5-axis
Quality tools designed for 5-axis machining are critical, especially in a high-speed application. The completed part should come off the machine without requiring any manual work.
“If you can use a 20 per cent bigger tool diameter, you will have about 50 per cent less deviation of your toolpath,” Ledvon said. “The same thing goes for the tool length. Five-axis allows you to have a shorter cutting tool, and 20 per cent less length gives you 50 per cent better accuracy on your final part.”
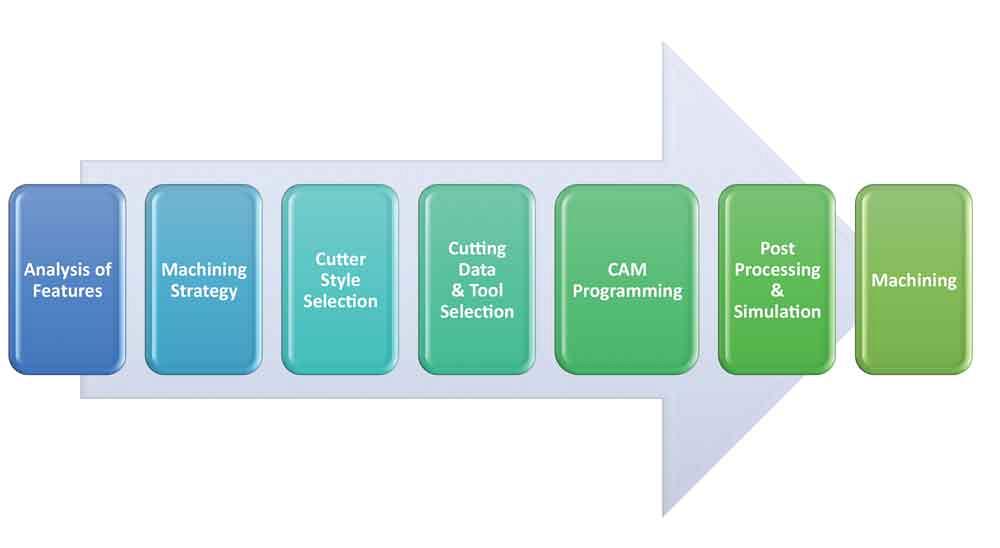
Production planning and preparation for 5-axis machining includes several steps beginning with an analysis of the part’s features and ending with the actual machining process. All aspects of the application should be considered. Chart courtesy of NTMA 5-axis Webinar Part 2 and Gisbert Ledvon, GF Machining Solutions.
Choose tool coatings that will help achieve the customer’s specifications. “Coatings make a big difference. The right coating will direct the heat into the chips and help them flow off the cutting tool. Your cutting tool will last much longer,” said Ledvon.
Make your tools available. An automatic tool changer with a large number of stations can ensure that no time is lost locating and loading tools. Tools will be immediately available for any application.
5. Match the Machine to the Job
Make sure you have a solid machine base to handle the speed.
Vejnovic said, “The machine has to be built from the ground up with a vibration dampening base and lightweight movement in the axes to maintain the speed. The control has to be fast and powerful. The spindle has to be able to go to 40,000 to 50,000 RPM.
“All five axes need to move at the same speed. If they don’t, you will have problems with surface finishes and accuracies. Coolant management also has to be perfect to maintain a stable environment and temperature-stable cutting conditions.”
Choose the machine with the right options. “Look at the variety of parts you are going to make. If you are doing a lot of big machining, removing a lot of chips from big material, you want to have a high-performance machine with a high-torque spindle. You want a rigid machine design,” said Vejnovic.
Engage vibration-dampening technologies available in the machine tool and take steps to eliminate any other type of vibration. If you want accuracy, make sure an overhead dock door doesn’t open during operation and create vibrations and a temperature swing. An environmental change will show in part inaccuracies.
Think about adding automation for more production speed. Something as simple as a pallet changer can increase productivity and give you lights-out capability.
6. Run Kinematics
Once you know what is required for every part, section, or component, like critical dimensions for roundness, perpendicularity, and parallelism, run kinematics.
“Use kinematics to determine the pivot point of all your axes,” said Ledvon. “If the machine doesn’t know exactly at what point the table pivots or rotates, that will influence the accuracy of the part and the location and accuracy of features.
“So before you go into a very accurate application, I would recommend running the kinematics cycle so the machine knows exactly where the end of the cutting tool is in relation to the turning point of your axes.”
Optimizing 5-axis machining takes investing in more than the machine tool. It takes time for attention to details and communication. It takes a new approach to the machining process and redesigning components. But it can pay.
Vejnovic offered an example: “In a recent case study on a part that could have been done on a vertical or horizontal machining centre in multiple handlings, rethinking the pathing of the part for 5-axis production so it could be completed in one handling reduced cycle time by 68 per cent.”
Associate Editor Sue Roberts can be reached at sroberts@canadianmetalworking.com.
GF Machining Solutions, 847-913-5300, www.gfms.com
Grob Systems, 419-358-9015, www.grobgroup.com
NTMA, 800-248-6862, www.ntma.org
Visit NTMA’s seminars on YouTube for more 5-axis information:
The Business Case for 5-axis Machining--Do the benefits outweigh the investment? Experts from GF Machining Solutions and GROB Systems Inc. discuss the value proposition for 5-axis machining and what it takes to get into the market for these high-value components. Presentation includes an overview of machine platforms and their differing advantages, and what to know about programming, tooling, workholding, and training.
5-axis Machining Strategy & Process Optimization, the basis for this article--Experts from GF Machining Solutions, GROB Systems Inc., and BIG KAISER compare high-speed machining with high-performance machining and explain how strategy impacts machine selection. The seminar provides insights into the 5-axis technology best suited to different applications and offers suggestions to optimize production planning and machining processes.


subscribe now


Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.
- Trending Articles
1
Identifying the hallmarks of a modern CNC

2
Tooling for spot facing and counterboring is completely customizable

3
CTMA launches another round of Career-Ready program

4
Collet chuck provides accuracy in small diameter cutting

5
Sandvik Coromant hosts workforce development event empowering young women in manufacturing
