







Editor
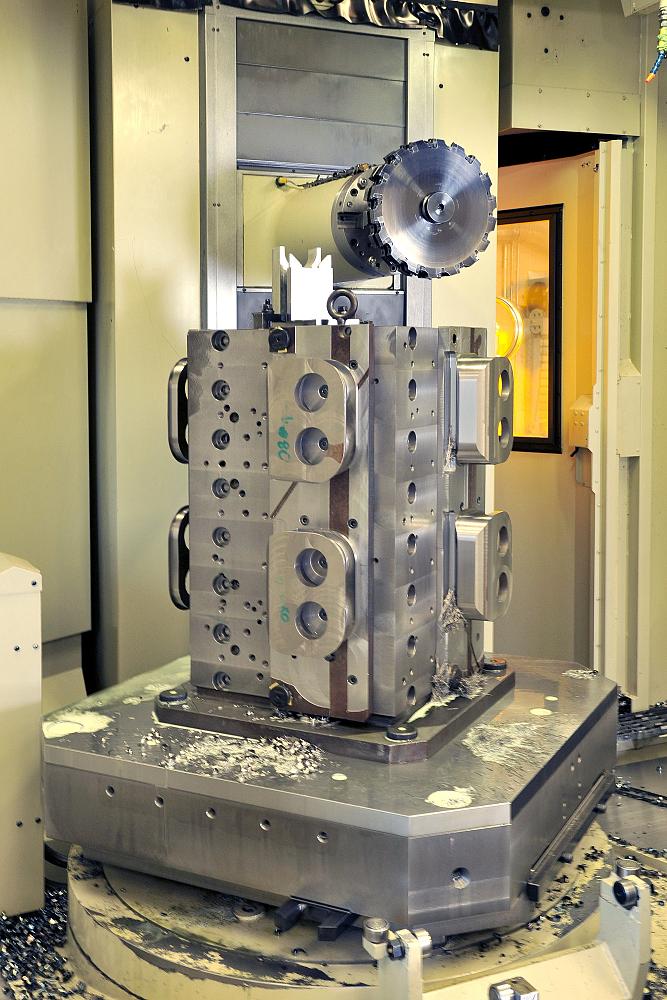
Hard-metal parts require rigid fixturing, especially during roughing operations. Photo courtesy of Mitsui Seiki USA.
Large or small, part making has its challenges. But, when parts are large and heavy, simply moving them around the shop becomes a daunting task.
The equipment and manpower employed in creating these parts must be chosen correctly and used in a manner that’s the most productive while still being safe.
Large parts are common in automotive mould work, aerospace production, and the oil and gas industry. In this type of machining, much of the challenge comes during setup, with most companies trying to create a complete part in a single setup. Five-axis or 3+2-type machining also is common.
It all starts, however, with a stable bed.
“Most machine tool builders have traditionally used cast-iron castings as the basic material for large-machine structural components. There has been some utilization of fabricated structures, but most manufacturers have continued to use cast iron based on the stiffness, rigidity, dampening capability, thermal stability, and relatively low cost of the material,” said William Howard, vertical product line manager for Makino.
The machine’s substructure is important for three reasons:
When workpieces are large and heavy, it is important that the machine’s base provides enough stiffness and rigidity to simply support the part. When workpieces are moved, the structure must allow controlled movement and acceleration/deceleration.
If the machine structure does not provide adequate support, accuracy is directly affected. Weak machine structures, when combined with a moving, heavy load, can result in deformation or sagging of the major machine elements, causing errors in basic geometry, positioning, and motion control.
One of the main functions of the machine’s base is to have the stiffness and rigidity required for cutting. Chatter, vibration, excessive tool wear, and premature tool failure are all symptoms of a weak machine structure. The machine bed’s construction must be able to handle the large, heavy cuts that occur during the roughing operation.
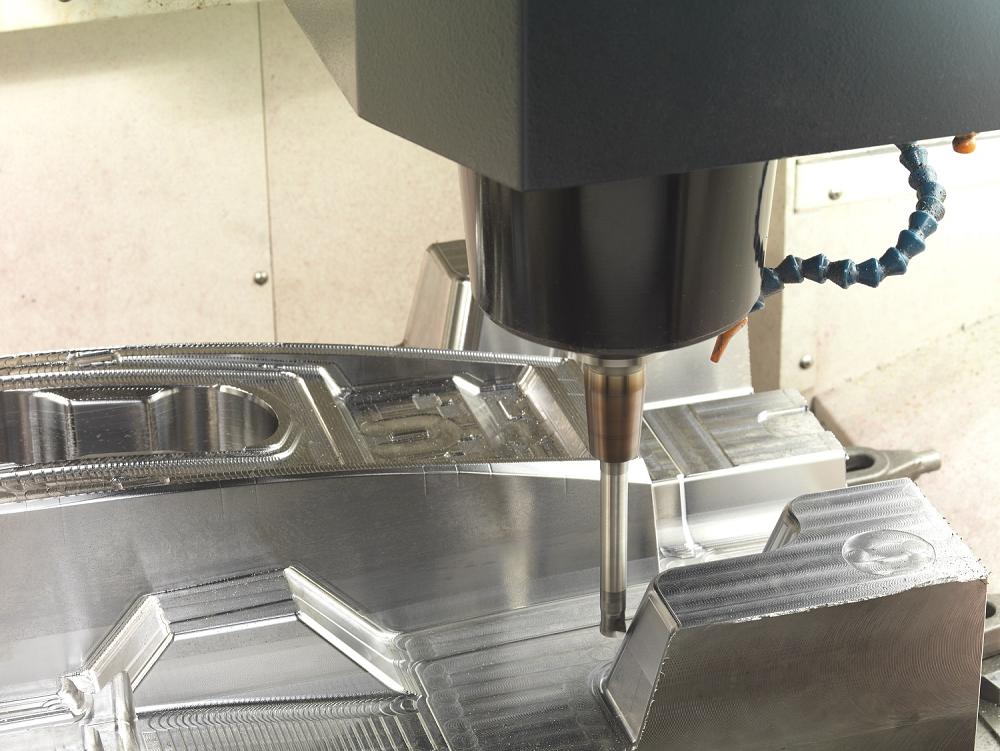
The mouldmaking industry typically requires machines with large tapers such as this V77 vertical machining center. Photo courtesy of Makino.
“Optimal hard-metal machining lies in the ability of the machining system to perform low-frequency machining without chatter at low spindle speeds and to extend tool life,” said Scott Walker, president, Mitsui Seiki USA. “Machines must have the structural design to machine at low amplitude ranges. Hand scraping the way surfaces and spindle mounting surfaces is the only way to achieve predicable frequency control.”
According to Walker, all of the materials in the machine structure must stay within a specific range of static and dynamic stiffness and resiliency so that the spring memory of the machine is highly repeatable during cutting. It’s this repeatability that is paramount for being able to tightly control the cutting edge.
New Technology for Large Parts
While new technology should excite all parts manufacturers, a number of new technologies have been developed recently to support this segment of the machine tool industry:
“In conventional high-torque roughing situations in hard metals, new tools have been developed that can maintain the cutting edges at higher RPMs, reducing cycle times by 20 to 30 per cent. In expensive components, that’s a significant savings,” said Walker
Know Your Part
It’s not just machine tool and tooling technology that can help large-part manufacturers complete their work. On-machine probing, measurement, and tool recognition all can be beneficial, given the right circumstances.
“I think it comes down to cost profiles,” said Walker. “Certainly there are times when gauging and even deburring are done right in the machine tool so that parts come out of the cell truly complete, ready for assembly. In some cases that strategy saves several hours of manual bench time and eliminates the steps in the process involving a CMM. However, shops need to question and compare whether using a machining center that might be three times more expensive than a CMM makes sense from a cost standpoint.”
Typically, any technology that can reduce the overall production cycle is important and can save time and money. In fact, large parts may actually benefit more from some of these technologies.
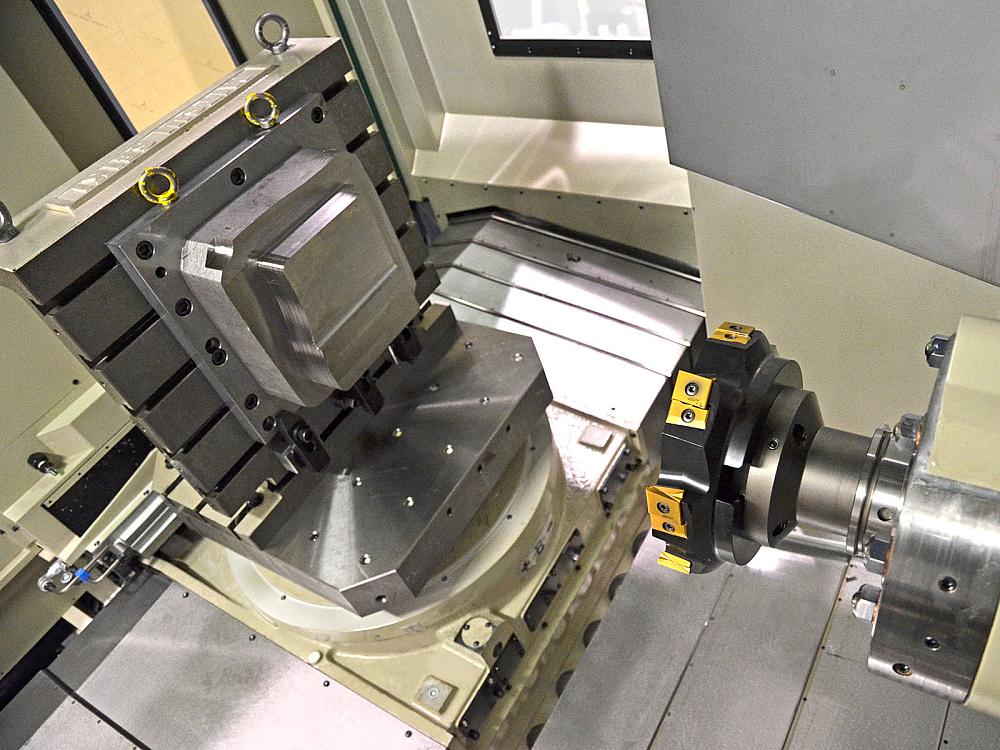
Machining large parts can create setup challenges, including positioning and loading/unloading the part. Photo courtesy of Mitsui Seiki USA.
“Automatic tool measurement (either touch- or laser-type) can significantly reduce the time required to set up and establish tool lengths and diameters … especially for large tools. This gets the job started quicker, reducing setup time and saving money,” said Howard.
In addition, automatic tool measurement systems can be used for in-process verification of tool lengths and diameters to detect changes in tooling caused by tool wear or even breakage during part processing. Optical tool measurement, which uses digital images of the tool, even can be used without creating spindle idle time to monitor tool form and dimensions during production.
Spindle probes can quickly and effectively establish workpiece coordinate systems for in-process measurements and verification. In some cases a spindle probe can verify part quality, which saves on setup times and reduces cost.
“These technologies are growing in acceptance and usage, but like many new technologies, they require training, experience, and usage for shops to gain confidence in their reliability and recognize the value and time savings of these features,” said Howard.
Reducing Setups
Walker and Howard both agree that completing a job in a single setup should be a primary objective for all parts manufacturers. However, not all parts lend themselves to be completed in one setup.
“Machining in a single setup is the ideal, although I think it’s really hard to do when working with [parts like] heavy forgings,” said Walker. “That being said, we, along with other builders, are integrating many different capabilities within one machine envelope. The mill-turn approach is a popular example. We also are developing milling and turning and milling and grinding.”
Such multitasking machines offer less fixturing of parts; reduced risk of positioning and tolerance issues and scrap; better cycle times and productivity; and lower overall work-in-process.
Minimizing setups and machining as many features in as few setups as possible is critical to:
“[Another] approach being used today is multiaxis machining. Five-sided machining provides access to five sides of a workpiece in a single setup,” said Howard. “This approach minimizes the number of setups required to produce the part. In addition, by completing as many features as possible in one setup, [a shop can improve] the accuracy of those features”
Another way to reduce setup time with a 5-axis machine is to equip it with a pallet changer. This technology minimizes the impact of setups on spindle on-time by quickly changing out workpieces.
Understand Holding
Reducing setups – and total setup time – is important to maintain high productivity levels and keep operations profitable. Another way to reduce nonproductive time is through the use of modern workholding equipment.
“Workholding is vital on all parts to maintain the accuracy and precision of the machined features, but given the size and weight of larger workpieces, workholding becomes even more critical,” said Howard.
Workholding choices – and therefore their use -- vary widely depending on the specifics of the application.
“Large, heavy forgings, for example, can pull themselves right out of the fixture if it isn’t strong and secure enough,” said Walker. “One strategy is to rough on one machine with rugged fixturing, a process that inherently imparts tremendous internal stress on the component, and then leave enough material on it to finish with lighter cuts on another machine. Providing the positioning is supremely accurate from one machine to the other, this approach allows the material to stabilize, the part is made to the geometric and tolerance specifications, and scrap is reduced.”
For higher-volume, repetitive, long-term work, custom-designed and -built fixtures specific to the features of the part can be used. But job shop environments, where lot sizes typically are small, need more flexibility than dedicated fixturing can provide.
In this type of environment, a modular, flexible clamping system should be used. Just by using the standard, repeatable components of a modular clamping system, a shop can build numerous unique workholding setups quickly and efficiently.
“This approach minimizes part setup time, while maintaining part quality,” said Howard.
One of the major issues with loading/unloading large parts is access to the machine. But as with every situation, the application will dictate the machine makeup.
“To cut titanium, for example, the machine needs high-torque motors and spindles with a large taper interface. Further, high-pressure, high-volume coolant systems are mandatory when cutting titanium. For these requirements, a horizontal platform lends itself very well for these large, heavy parts,” said Walker.
Moving material in and parts out of the machine needs to be done as quickly and efficiently as possible to prevent damage to the part or the machine.
It’s also important to know when a machining problem can no longer be solved with equipment already installed on the shop floor. Howard’s advice: Carefully examine your equipment’s useful lifespan.
“The economics of each and every shop is unique; however, given the competitive nature of the part manufacturing business, older equipment can be far less productive overall,” said Howard. “The average age of a machine tool in use today is somewhere around 15 years. While the older machine tool may be bought and paid off, a new machine could very well produce the part in a fraction of the time that current, older technology can achieve.”
For this reason it is a good policy to evaluate the technology and associated productivity of a machine tool every five years.
Editor Joe Thompson can be reached at jthompson@canadianmetalworking.com.
Makino, 800-552-3288, www.makino.com
Mitsui Seiki USA, 201-337-1300, www.mitsuiseiki.com




Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription
Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.




