







Interpreting When to Interpolate
Should you drill or mill that large hole?

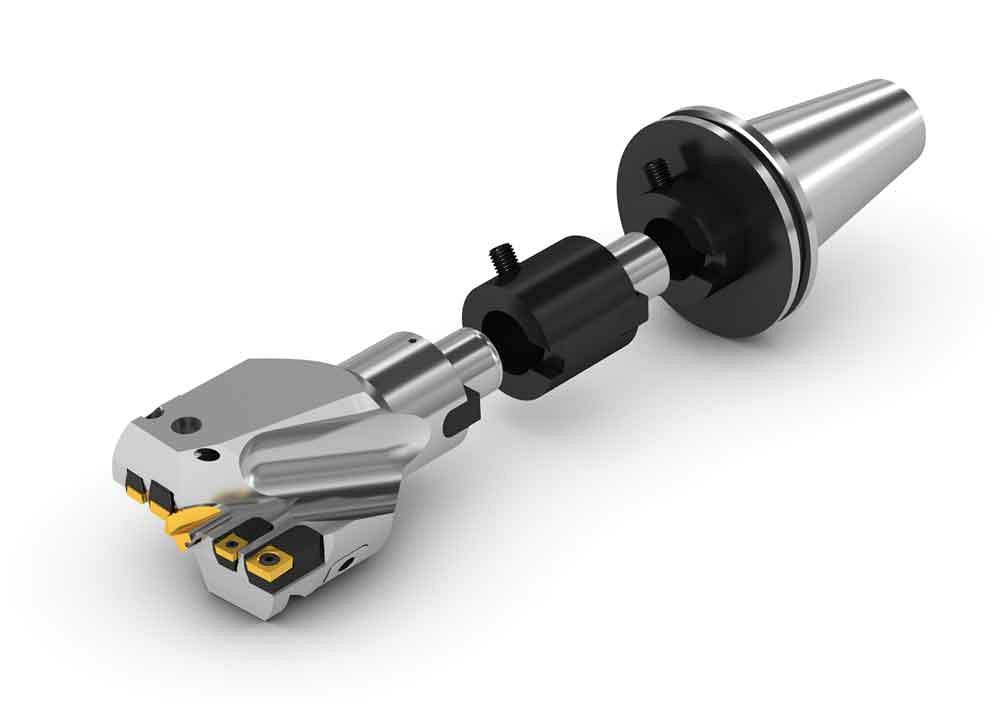
Milling a large-diameter hole using inserts like Iscar’s H600 can create a closer-to-net-shape cavity than drilling. Photo courtesy of Iscar.
It is well-known that drilling is the fastest way to remove material. And time is money. So, what should you consider before using a slower process to create a large-diameter hole?
Begin with the equipment capabilities. David Vetrecin, holemaking product manager at Iscar Canada, said, “The limiting factor when producing a large-diameter hole is more the machine than the tooling. The material removal capabilities of tooling have advanced so quickly that a lot of the newer machines have been designed with higher spindle speeds and lower horsepower. That can make it difficult to do larger work on smaller machines.
“It is easier to mill a hole with a larger than 2-in. diameter than producing it on a drill with 20 or 30 hp. If you go beyond the recommended capacities of the machine, it will put excess forces on the drive motor and servos and the hole size and surface finish will suffer.”
A robust machine and rigid tooling are both needed to handle the forces created as drill sizes increase.
“Drills are designed to direct the axial cutting forces back to the centerline of the tool and therefore back to the machine’s spindle. This makes the tool more rigid so the process can be physically pushed a little harder,” said Luke Pollock, product manager at Walter USA. “You are using the rigidity of the machine and the tooling setup to handle the cutting forces.
“Conversely, if you mill, the cutting forces push perpendicularly to the tool’s axis, so you are relying on the rigidity of the toolholder and spindle to handle a side load. Typically, you need to slow the speed for milling because the component can’t handle the high forces from this direction. From the volume standpoint, it is typically better to go with drilling first because you can simply generate higher cutting forces. Then finish with milling.”
Tim Aydt, indexable milling product manager at Seco, said, “We see situations where a shop will run a larger-diameter drill than the machine can handle and they lower the feed rate. This causes inadequate chip breaking. You want to be sure you are running the correct chip load to break the chips efficiently so they evacuate.
“There are two situations where I typically share the same advice. First, if you don’t have the proper equipment to drill the bore or hole, mill it. Second, if it’s a long-reach application—maybe an 8-, 10-, or 12-in. bore, drill if possible. Can we interpolate the bore? Sure, but it will be a slower process to get the job done.”

Vibration-dampening indexable mill holders like Steadyline™ from Seco can help improve surface finishes in large and deep cavities. Photo courtesy of Seco Tools.
Tooling Cost
The cost of a large drill can be factor for shops that have only an occasional application for a specific hole size.
“Buying a drill to create a 5-in. hole can be extremely expensive. You might be getting into a special tooling order, and the large-diameter drill will cost significantly more than let’s say a 2-1/2-in. standard. That investment for four or five holes would increase the cost of the job much more than using a 2½-in. feed mill that you can buy off-the-shelf,” said Vetrecin.
Pollock said, “We typically see fewer inserts on the end of a drill and more on a milling tool. It has to do with the size of the tool itself. The number of inserts and the wear you get on the tool definitely affects the economics.” A milling tool can also offer the capability to do contour milling and get a part closer to the net shape than drilling, he added.
Then there is the finish to consider. “Choosing the drill or mill process can be all about the finish and the tolerance of the hole,” said Aydt. “The choice comes back to qualifying everything about the application. If you are drilling out a large hole, you are going to be in there with an indexable drill. With an indexable drill you are often going to have to go back in and do something post hole opening to get a specified finish.”
Compromise Tooling
“Milling cutters or high-speed mills are in-between, or compromise, tools,” said Pollock. “They are designed to have a very high axial lead angle on the insert so you can feed them in the X-, Y-axis directions. The design of how the insert is located in the cutter body minimizes the side load on the tool or process, and like a drill, the cutting forces are directed in the C-axis direction up through the spindle.
“A high-speed mill can be a good option if you have a long overhang or the tool can’t handle a lot of side load.”
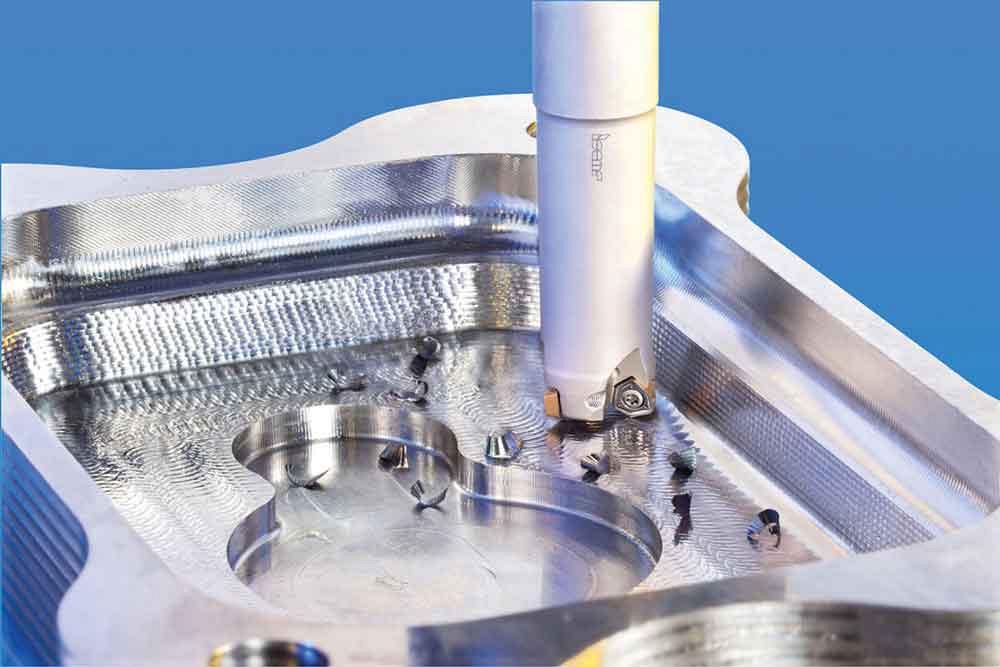
Milling provides the ability to do contours and closely approach the net shape of the finished part. Photo courtesy of Iscar.
Which Process?
Manfred Lenz, holemaking product manager at Seco, said, “Both processes have their own advantages. Drilling is the fastest and most efficient way to remove material if your machine meets the horsepower requirement needed for the application. Interpolating with a mill is easier on the equipment and can get much closer to a desired finish.
“What your equipment can handle will come into play when determining what process and tooling are most efficient. Look at the dimensions and surface requirements on the print and ask a tooling expert what makes sense.”
Associate Editor Sue Roberts can be reached at sroberts@canadianmetalworking.com.
Iscar Tools, 905-829-9000, www.iscar.ca
Seco Tools, 248-528-5200, www.secotools.com
Walter USA, 262-347-2501, www.walter-tools.com
Exchangeable cartridges in Seco’s Perfomax® modular drill system offer the ability to change the drill diameter for large or deep holes. Photo courtesy of Seco Tools.


subscribe now


Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.




