







Some Like It Cold
Cryogenics beats the heat of milling exotic materials

Cryogenic tooling pairs with a through-coolant spindle to deliver the -321-degree-F liquid nitrogen to the cutting edge. Photo courtesy of 5ME.
Machining exotic materials creates heat--a lot of heat that is detrimental to tool life, demands a slower removal rate, and creates a heat-affected zone (HAZ) on the material that often requires a downstream removal process.
Cryogenic metal removal, in development for several years, has reached the point where it can efficiently reduce the temperature at the cutting edge to eliminate those issues. The process can be paired with just about any mill to extend tool life, speed machining, and all but eliminate HAZ and white layers.
Pete Tecos, executive vice president of 5ME, explained the technology’s progression. “Early experimentation in the field of cryogenic machining utilized a somewhat primitive approach. Liquid nitrogen would be externally sprayed at the tool in the hope of removing heat. While that was somewhat intuitive, when you dissect the process and examine how chips are formed, you realize that from an external perspective, there is no good way to get the liquid nitrogen to the cutting edge where it needs to be. It would dissipate during the spraying process and not effectively reduce the temperature at the cut.
“Another thing we discovered is that the external spray method exposed the workpieces to the -321-degree-F temperature that needs to be maintained to keep the nitrogen in a liquid state. In many cases, that makes the workpiece materials even harder to cut, which is self-defeating.”
A new, completely internal liquid nitrogen delivery system evolved under the research and direction of 5ME and is now being used by aerospace, defence, and heavy equipment manufacturers that regularly work with titanium, stainless steel, hardened steel, carbon fiber composites, and other hard-to-machine metals. The process has received both roughing and finishing machining approvals for titanium components used in Lockheed Martin’s F-35 series.
“We have developed a way to route the liquid nitrogen not just through the machine and spindle, but actually inside through the tool to directly below the cutting edge,” said Tecos. “That’s where the process has the optimum opportunity to remove heat. The liquid nitrogen is then routed to ports where it is back-vented away from the workpiece.”
The cold process touts several advantages, but increased tool life and faster cutting are the two that can add the most to a manufacturer’s bottom line. Tecos recommends viewing the two benefits on a sliding scale.
“You can optimize the process for much better tool life at the same cutting speeds, or you can optimize it for the same tool life with highly increased metal removal rates. Sometimes there is a middle ground where a manufacturer can increase performance in both areas.”

Cryogenic milling of exotic, hard-to-cut materials can cut cycle times, reduce tooling wear, and virtually eliminate the heat-affected zone that creates the white layer. Photo courtesy of Mazak.
Material removal rates were quoted as being anywhere between 1-1/2 and 5 times faster than conventional milling. In one case study, Tecos said, a titanium component cycle time dropped from 44 hours to 21 hours, a cycle time reduction of 52 per cent.
Other advantages are environmental. As the liquid nitrogen heats up during the cutting process, it turns into a harmless, inert nitrogen gas and is absorbed by the atmosphere. Coolant is eliminated from the process, and since the chips are dry, there is no need for a cleansing process before they can be reclaimed. In most cases, compressed air can be used to blow them away from the cutting zone.
“We see this as a very green, sustainable machining process. Nearly 80 per cent of the air we breathe is composed of nitrogen. We look at it as simply borrowing nitrogen from the atmosphere, using it for a manufacturing process, and giving it back as a non-greenhouse gas.”
NEW OR RETROFIT
5ME has worked with several OEMs to develop equipment specifically for the cryogenics system, but the majority of mills, particularly those that allow through-spindle coolant delivery, can be converted. The conversion kit includes a liquid nitrogen source, feed system, subcooler, cryogenic controller, and cryogenic tooling.
“If a machine has been designed to use the inner diameter of the draw bar for through-spindle coolant, that is an advantage because there is less chance that any engineering or modifications will need to be done,” Tecos said.
Lee Johnston, applications engineer at Okuma, described the mill conversion process. “Basically, you replace the through-spindle coolant system with the liquid nitrogen cryogenic system. A vacuum-insulated tube or lance runs down the center of the spindle to deliver the nitrogen to the toolholder and through the tool.” Any through-coolant spindle can be used for the cryogenic process.
A subcooler to rechill the nitrogen and ensure the -321-degree-F single-phase liquid state during its flow to the cutting edge is attached to the top of the mill. The cryogenic controller is attached where the operator can easily adjust the flow rate.

Liquid nitrogen is routed to directly below the cutting edge to remove heat from the cutting process for hard-to-cut materials. Photo courtesy of Okuma.
Flexible, vacuum-jacketed lines, each a tube within a tube separated by an airless void, prevents the frigid temperatures from escaping from the inner tube while delivering liquid nitrogen from the tanks to the tooling. This protects machine components and the spindle from the extreme cold.
The system is low-pressure and self-pressurized so it doesn’t require any auxiliary pumps or motors. If the converted machine will be used exclusively for cryogenic processing, systems that would have been used for coolant delivery can be removed.
Liquid nitrogen tanks can be positioned behind the machine or outside the building.
DELIVERING THE COOL
The tooling is application-specific. It is manufactured from a carbide grade that can withstand the cold and is designed to enable the liquid nitrogen to flow below the tool’s cutting edge and back-vent away from the workpiece. 5ME said that the combination of the cryogenic process and its aerospace-grade cryogenic inserts have provided up to 10 times longer tool life when compared to conventional milling and tooling used for the same application.
Johnston said, “The tool will have an internal hole that runs down the center to the tip of the tool, and it also has extra passageways that spiral up behind the flutes and vent above the cut edge. The idea is to use the cooling effect to release the heat from the cut zone without introducing the liquid nitrogen to the material itself.”
The liquid nitrogen flow adds one variable to be monitored. Mike Kerscher, national applications engineering manager at Mazak, said, “The liquid nitrogen flow will need to be adjusted just like feeds and speeds in a conventional operation. Providing more liquid nitrogen than necessary is not a problem except that it is wasteful. Supplying more will not make the process any colder. It will just evaporate.”
The tool balancing processes remain the same.
“It is kind of strange,” said Kerscher. “We use heat-shrink tooling for our cryogenic cutting so the tools are either very warm because they have just been heated up, or very cold because they have been used in the cryogenic process. The only caution is that the operator has to be observant and check the temperature of the tool before grabbing it.”
Cryogenic gloves can be used if the tool needs to be physically removed immediately following use or it can be returned to the toolholder to warm up. An infrared thermometer can determine if the tool is safe to be handled without protection.
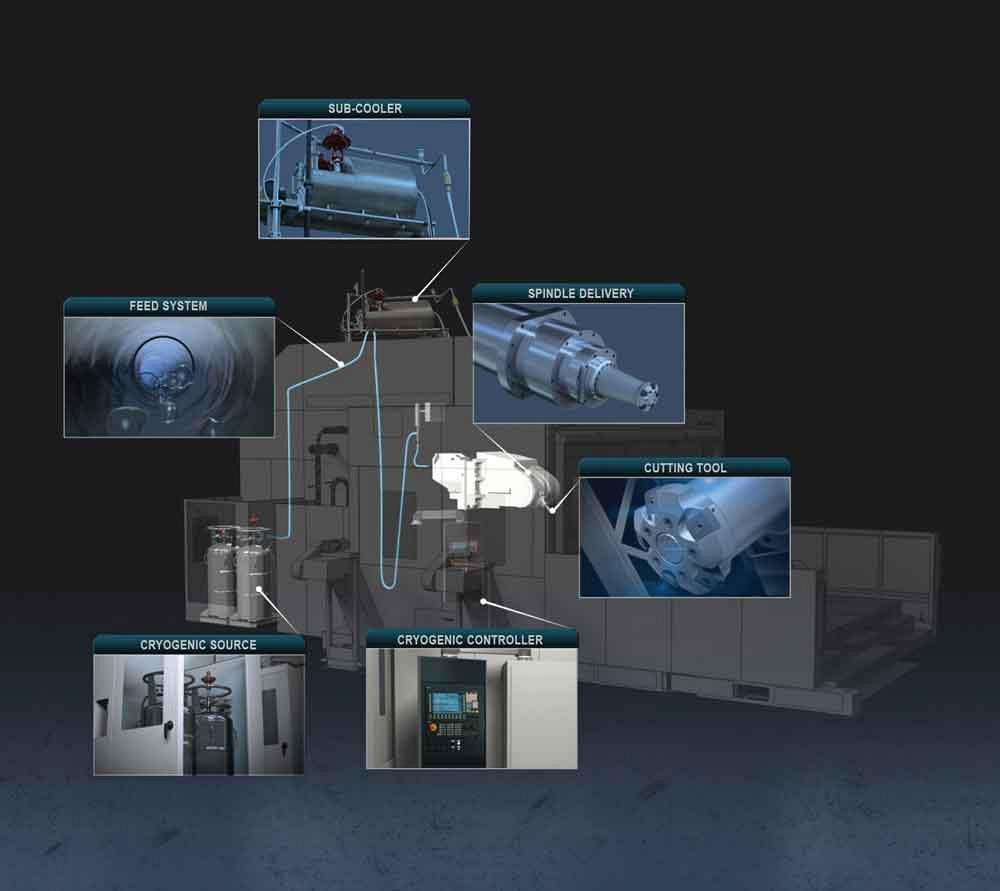
A liquid nitrogen source, feed system, subcooler, cryogenic controller, and cryogenic tooling comprise a conversion kit that can outfit almost any mill with through-spindle coolant capabilities for the cryogenic process. Photo courtesy of 5ME.
FLEXIBILITY (IF NEEDED)
Once a machine is converted, chances are it will be dedicated to cryogenic processing, but it could still be used for coolant-based milling if the coolant-delivery pumps and motors are still in place and the manufacturer is willing to invest the time to make the switch. The trade-off is the loss of the through-spindle coolant delivery because the spindle passage would house the cryogenic fluid delivery tube. The return to traditional machining would require milling dry or using a flood coolant system.
“There is no reason a machine couldn’t be converted and then used for conventional milling,” said Kerscher. “But if a company is going to convert a machine to cryogenics, chances are they have a high demand for machining exotic metals, tough nickel-based alloys, and would want to dedicate that machine to the process.”
Johnston agreed that cryogenics has a specific niche today. “Manufacturers are very excited about this process, but not every milling application can actually benefit from it. It will work very well for shops that machine the tough materials.”
Associate Editor Sue Roberts can be reached at sroberts@canadianmetalworking.com
5ME, 513-719-1600, www.5me.com
Mazak USA, 859- 342-1700, www.mazakusa.com
Okuma America Corp., 704-588-7000, www.okuma.com/americas


subscribe now


Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.




