







Swiss Bliss
Swiss-type turning machines edge towards the mainstream.
Swiss-type turning centers were originally created to serve Switzerland’s watch-making industry where tiny, complex, parts were the norm. Swiss-type turning was then taken up by manufacturers and machine shops supplying the medical and electronics sectors (where parts are also small and complex). Since then, Swiss-type turning has spread to a wider range of fields.
“Now we have many other types of work [besides medical and electronics] transferring to the Swiss machines. A big one would be the arms manufacturing industry,” says Douglas Paoletta, president and owner, Encompass Swiss Consulting in Richmond Heights, Ohio, a consultancy that offers companies on-site training in Swiss-type machining.
“A lot of gun parts are now being produced on Swiss machines,” says Paoletta. “We have customers in aerospace/defense, medical, dental, electronics, hydraulics and commercial industries just to name a few.”
Swiss-type turning is still popular for making medical parts. Some analysts suggest this ability might further expand the reach of Swiss-type machines, as the baby boomer population ages and the demand for medical parts increases.
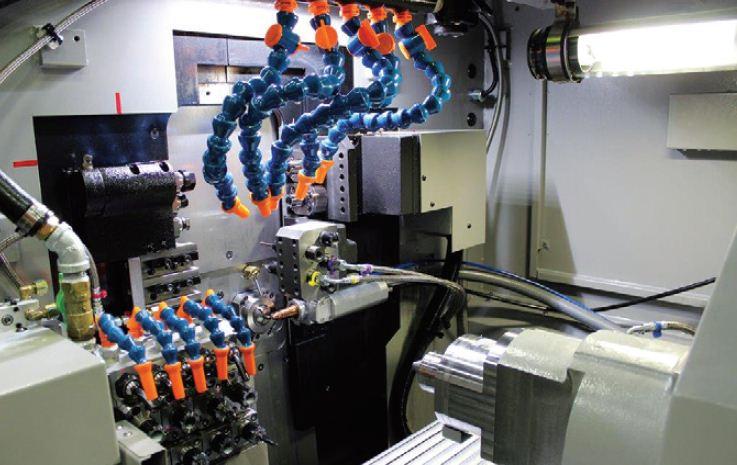
In a conventional lathe, the part is fixed while the tool moves. On a Swiss-type turning center, this is reversed: the part moves (in a Z axis) while the tool remains stationary. The machine holds the bar stock, which is then put through a guide bushing. Bar stock is machined by stationary tools as it exits the bushing. The segment being machined is the only part of the stock exposed from the guide bushing. Material can be held tightly, which reduces deflection while boosting accuracy. The Y axis is capable of full milling, a feature which saves time and is lacking on the majority of conventional CNC lathes.
“The [sliding] headstock and the guide bushing are the key elements” of a Swiss-type turning center, says Tim Duffy, president of the Cleveland Industrial Training Center, a leading training facility for Swiss-type turning based in Cleveland, Ohio.
“Swiss-type turning has many advantages over conventional turning machines. The main advantage is the guide bushing. By keeping the cutting tool next to the support (guide bushing), we keep tool deflection and vibration to a minimum. This rigidity gives us the ability to turn very small diameters over a long area, even holding diameters into the millionths of an inch. Another big advantage would be the ability to have several tools in a cut simultaneously … some models can even machine several different threads, I.D. and O.D., metric and standard, simultaneously,” says Paoletta.
“The advantage of Swiss is that you have the ability to drop parts complete; there’s no secondary [work]. You can reduce labour and you can also control the quality,” adds Chuck Austerberry, applications manager at Dynamic Machine of Detroit, a Michigan-based distributor.
As far as Duffy is concerned, the main advantage of Swiss-type turning centers is speed and “accuracy into the tenths on very small diameters. You cannot turn very, very small diameters on a conventional lathe accurately.”
Swiss-type turning centers are not without their flaws, however.
“The greatest advantage of the Swiss machine is also its Achilles heel. The guide bushing has a normal surface area or land length of around 19 mm (.750 thousandths). Because of this land length, we normally do not rough turn the O.D. of parts. If we pull the bar stock back too far and it falls out of the guide bushing, we lose all concentricity and in most cases we have to scrap the part, change the program and start again. Because of this ‘max’ pull back value, we have to look at segmenting the parts into sections for processing, guaranteeing we never fully retract out of the guide bushing, thus keeping our concentricity good,” says Paoletta.
Swiss-type turning machines are produced by a handful of OEMs.
“I do not have hard facts to prove the numbers, but Citizen is rumoured to have over 50 per cent of global Swiss machine sales annually. The big three Swiss machine makers are Citizen, Star and Tsugami. They have the lion’s share of the market with other manufacturers like Nexturn, Nomura, Hanwha, Yama Seiki and the rest sharing the balance. I have tried to get sales numbers and geographical sales and distribution without success,” says Paoletta.
Marubeni Citizen-Cincom was formed in 1984 to service Citizen’s Cincom family of Swiss-type turning centers. The new company is an amalgamation of two big Japanese firms, Marubeni Corporation and Citizen Watch Company.
Cincom machines are used extensively in the medical instruments, electronics, fiber optics, automotive, business machine, aerospace, defense, firearms, tool and fasteners sectors, among others. Dynamic Machine of Detroit is a key distributors of Marubeni Citizen-Cincom machines in the U.S. The company operates a branch office in Burlington, Ontario called Dynamic Machine/Canada to serve the Canadian market.
Given the uniqueness of the machines, is it challenging for operators to learn?
“They are not difficult to master, though there is a long learning curve. Programming is just one aspect of that curve. Some people do not realize that Swiss machines are two or three channel control. Meaning that there are two or three mini-programs running simultaneously, tied together with synchronization and/or wait commands,” says Paoletta.”Each one of these mini-programs control a certain segment of the machine or set of tool numbers. By editing one channel, the change could be adversely affecting another channel, causing needed editing on other channels.
“One of the first problems conventional lathe personnel usually have is adjusting to the thought: ‘the tools are fixed and the stock does the moving’. This confuses people who are not used to seeing the machines work. On some Swiss machines, the axes are the reverse of conventional lathes. This also causes puzzled looks when making an offset on a tool.
“They also do not grasp the significance of the guide bushing. The guide bushing is the heart of the machine. If the guide bushing is not adjusted correctly, problems leading to catastrophic crashes can and do occur,” he adds.
The Cleveland Industrial Training Center has offered CNC training for 24 years and Swiss training for roughly six. The Center currently runs a five-week 80-hour course, or compressed one-week, 36-hour course, in Swiss-type training. The Cleveland Center works closely with a machine shop called Borman Enterprises to offer students shop-floor training opportunities. In total, Duffy figures he’s trained 150 students in Swiss-type turning techniques. The Center is one of few facilities in North America that currently offers intensive, hands-on training in Swiss-type turning.
Duffy was asked what he considers the most difficult aspect of Swiss-type turning to teach.
[gallery type="slideshow" link="none" size="large" ids="1003264797,1003264796,1003264795,1003264794"]
“I would say, getting acclimated to small diameters and the intricacy of dealing with tolerances that are in the 10 thousandths as opposed to the thousandths. Everything is smaller, everything is faster. Which means parts can be made faster but mistakes are also magnified,” he replies.
Asked about best practices, pundits point to ground bar stock.
“All Swiss machine manufacturers recommend ground bar stock. Swiss machines cannot make a bent bar straight nor an ‘out-of-round’ bar round … we generally have the 60 per cent rule. We can control roundness to 60 per cent of the raw bar stock. If you are trying to hold an O.D to +/- .005mm (.0002 ten thousandths), and your bar stock is out of round by .025mm (.001 thousands), generally we will get a .015mm (.0006 ten thousandths) out of round condition. Which means your part will be ‘out-of-round’ more times than not with that specific bar stock,” says Paoletta.
While Swiss is becoming more popular, will go mainstream?
“I think it’s going to become more mainstream, because of the ability to have parts drop complete. With a job shop, let’s say their lot sizes are 1,500 pieces. A lot of times, right now they might blank it out on a lathe, then move to a mill or drill press … now they have the ability to job complete off the machine. You have much more versatility. Swiss machines excel in long-term diameter ratios, five to one, six to one, ten to one. It excels there, but it also does smaller parts extremely well. Let’s say you have a 20 mm machine—it can do literally anything as long as you can fit the part in that 20 mm envelope,” echoes Austerberry.
“I think the Swiss machining industry will continue to grow by leaps and bounds as long as we get the personnel to man the machines,” notes Paoletta.
Scott Laprade, marketing manager of Genevieve Swiss Industries, based in Westfield, Mass. echoes this sentiment.
A Swiss-type turning center is “a very capable piece of equipment. It’s pretty versatile when you get the right guy in front of it.”
About the Author
About the Publication

subscribe now


Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.




