







The Quickening Pulse of Laser Machining
Technology advances and an increasing industry understanding of laser machining are making the process more viable for applications outside of tooling production.
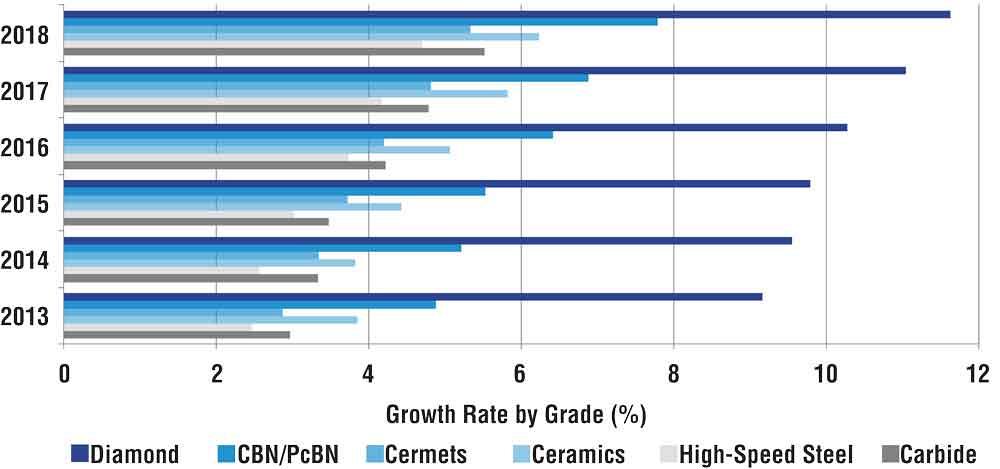
Anticipated continued growth in the use of extremely hard materials indicates that laser machining will become an increasingly important technology. Graph courtesy of EWAG, a division of United Grinding.
PCD, CVD-D, MCD, and CBN are tough materials. That makes them good choices for cutting tools--and other components--that need to be strong and wear-resistant. That also makes them difficult to machine--some grades nearly impossible--especially when complex geometries are required.
Laser machining, used by some tooling manufacturers to transform hard materials into tools with intricate features, is edging its way onto machine shop floors to help where tough materials (and not-as-tough material in some cases) are turned into parts that need accuracy, highly-focused material removal, extremely smooth edges, and little or no heat-affected zones (HAZ). Or they may need extremely small holes or other difficult-to-machine shapes, like concave. Recent technology improvements in accuracy, scanner heads, and affordability, plus an increased awareness of process versatility outside of the tooling manufacturing world, are bringing attention to the process.
TOOLING AND MORE
Markus Stolmar, vice president of sales for the tool division of United Grinding North America, said, “We initially thought that laser machining was only for hard materials. On the tooling side it can machine blades, cavities, and chip grooves, then mark the part in one operation. Small modifications can be made to very hard, detailed cutting tool edges. Tool manufacturers are finding that they can replace drag finishing--used to modify a small sharp edge to a rounded edge--with laser machining and have specific control over the resulting radii to less than 10 µm.
“But we are finding that there is beginning to be more interest in using the technology for other applications. We are working with manufacturers that want to use laser machining for softer materials because it can produce difficult features in places that are hard to reach with traditional machining tools. Making features in automotive shafts is one example. The combination of multiple mechanical axes and the ability to control the pulse length for the amount of material to be removed gives laser machining tremendous flexibility.”
Another area of growth is as a companion process to additive manufacturing. Some materials used for AM can be very dense and difficult for traditional finishing. Here laser machining is used to remove the final thin layer of material to create a smooth surface meeting close-tolerance specifications.
CUT AND SHAPE HARD COATINGS
Edges cut by laser machining are sharply defined and have low chipping values.
Stolmar said, “Tools made from CVD or with a CVD coating are too hard for grinding and not electroconductive. Laser machining lets us work with those types of materials as a base material or a coating.
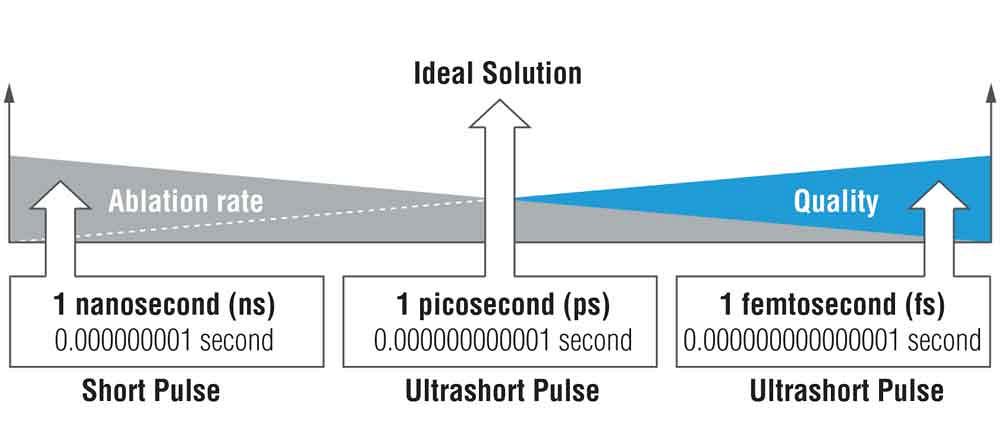
Two of three laser sources are considered appropriate for industrial use: the short-pulse nanosecond and the ultrashort-pulse picosecond. Illustration courtesy of EWAG, a division of United Grinding.
“To help optimize the process when working with coated materials, we are working on 3-D model software to identify where one material starts and another ends. For example, a carbide body may have a PCD coating. You need to know where the materials change to properly program the laser functions.”
TWO INDUSTRIAL POWER SOURCES
During the laser machining process, short laser pulses quickly melt and vaporize the material. Depending on the speed of the pulses, there will be little or no HAZ. The faster the laser pulse, the less heat transfers to the material. And no chips are produced.
There are three laser sources, or speeds, named for the duration of their beam pulses:
- nanosecond – 1 billionth of a second, or 10-9
- picosecond—1 trillionth of a second, or 10-12
- femtosecond—1 quadrillionth of a second (1 millionth of a nanosecond), or 10-15
Not every laser fits with every type of machining. The nanosecond laser removes material by melting and evaporation, and some HAZ is left on the material surface. The picosecond laser removes material by sublimation, in which the solid material is turned into a gas. It is nearly heat free. The fastest source, the femtosecond laser, is not generally considered for industrial work because of a low pulse repetition rate.
The nanosecond lasers have the longest pulse duration of the options and create a small HAZ. The material absorbs the beam, heats, melts, and evaporates. There may be some melted material, called recast, that falls back on the workpiece.
Stolmar talked about the two options. “The advantage of a picosecond laser is that it can work with a lot of materials because of the short pulse. A picosecond laser source is effective with PCD, carbide, or high-strength steel. It is fairly universal.” The beam pulse has a high repetition rate.
“For certain applications, for example a shop working only with PCD materials,” Stolmar added, “a nanosecond laser with the slower pulse will work well. With the price difference between laser sources, at times an 8- or 10-fold increase from the nanosecond to the picosecond, it’s worth fitting the application to the equipment.”
SMOOTH CONTOURS, SMALL FEATURES

Ultrashort pulse laser technology can produce highly complex part geometries with smooth surfaces without a heat-affected zone. The EWAG Laser Line Ultra has a clamping range up to 200 mm diameter and up to 250 mm in length for application flexibility.
The size of the beam, which Stolmar compared to a “super-tiny” end mill, is determined by the strength of the laser, but the focal point usually is has a diameter of about 13 to 27 µm, which is ideal for inner contours and small features. It can cut through diamond material with a large grain and leave a smooth edge.
“If you grind a material with substrate microns, you will get a good edge quality. But if there is a coarser grain, grinding can leave holes when the wheel hits a diamond corn and knocks it aside, leaving an uneven edge. The laser-cut edge may not look different, but it is. It will be smoother--a clean edge--because the laser beam erodes, or cuts, through the diamond corn rather than moving it.”
REMOVE SMALL LAYERS
For laser machining to be an efficient addition to production, Stolmar said, other processes need to remove the bulk of the material first. The small diameter of the laser pulse that melts away the material makes it inefficient for removing large quantities.
“For some components we suggest eroding or grinding first because it is faster at removing large amounts of material. The EDM process can be up to 3 times faster for removing large sections. Then finish with the laser, removing thin layers of material to create complex features or the final finish. This can be done at the same speed as an EDM, providing a superior edge quality.
“This technology is still developing so not every shop will want to invest now. But those shops that want to stay on the cutting edge—to stay ahead of the curve—should consider laser machining. By adding it now they will have the knowledge to incorporate its benefits for their customers as it becomes more appropriate for a broader selection of applications.”
Tough Materials Spelled Out
Some of the hard materials handled by laser machining:
- CBN - Cubic Boron Nitride
- CVD-D - Chemical-Vapor-Deposition Diamond
- MCD - Monocrystalline Diamond
- PCD - Polycrystalline Diamond
Associate Editor Sue Roberts can be reached at sroberts@canadianmetalworking.com.
United Grinding North America Inc., 540-891-4217, www.grinding.com


subscribe now


Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.




