







Editor
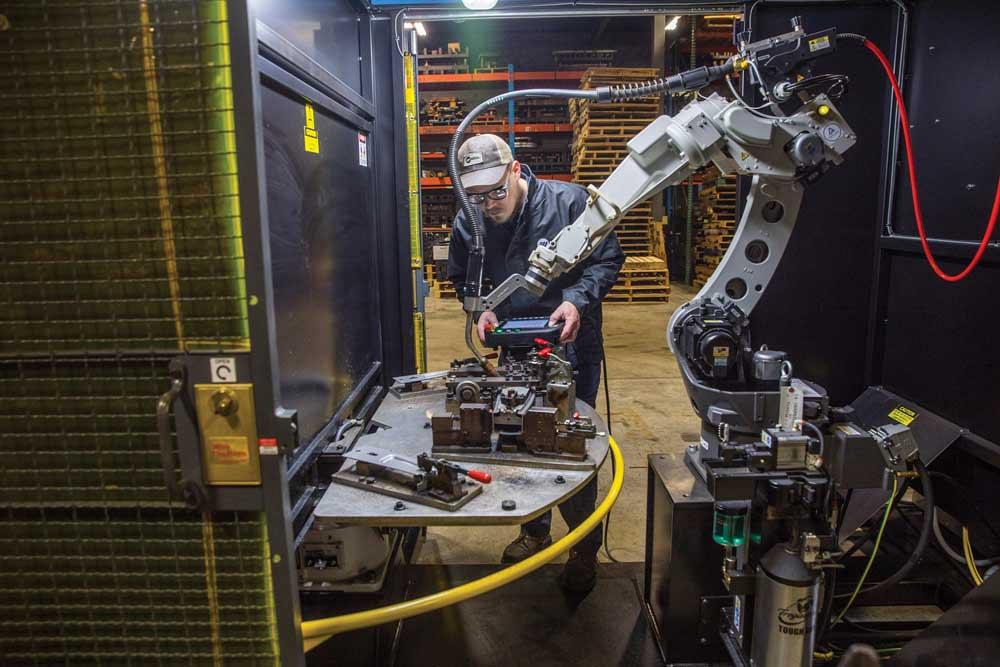
“I think one of the biggest problems companies have had is that they fear automation and fear that it will be difficult,” said Ken Van Dyk, portfolio manager, automotive/automation, ITW Welding America. “But in many ways a robot is almost as easy to program as your smartphone. As younger people enter the industry, you hand them a teach pendant and they have no trouble running it.” Image courtesy ITW Welding America.
Introducing automation to a shop’s welding processes can be challenging for any company. There are any number of questions the shop has to consider: Do our parts suit an automated welding system? Do we have the know-how or the will to add that skill to the shop floor? There are a couple of fairly painless ways a shop can introduce welding automation, but it’s important to consider all factors of the decision, and make sure the technology is being introduced for the right reasons.
Why Automation Makes Sense Today
It is easier than ever before to invest in robotic welding technology for various reasons, and it’s worth reviewing those as part of thinking through what the roadblocks might be to a welding automation investment.
1. Ease of use. The main point that most people make is that it’s simply easier to program parts on robots today.
“I think one of the biggest problems companies have had is that they fear automation and fear that it will be difficult,” said Ken Van Dyk, portfolio manager, automotive/automation, ITW Welding America. “But in many ways a robot is almost as easy to program as your smartphone. As younger people enter the industry, you hand them a teach pendant and they have no trouble running it.”
Van Dyk likes it when welders come in for training on welding automation systems because they already understand their parameters and settings. But regardless of who might be sent in for training, he said a simple four-day class gets them ready to start making simple programs.
2. Cost. The cost of everything, from clamps for fixturing to the light curtains required to protect operators, has come down.
“A lot of smaller companies use quick-change tooling to locate parts in a welding cell,” said Van Dyk. “It doesn’t have to be more sophisticated than that. You can get a nice toggle clamp very inexpensively, and there are 50 varieties of them, so to hold parts in place is inexpensive. Items like light curtains used for safety in the cell, meanwhile, are half the price they were perhaps 10 years ago.”
3. Pre-engineered options. Perhaps more crucially for shops purchasing automated welding systems today is that a variety of pre-engineered systems are available that can be dropped right on the shop floor. Several were exhibited at FABTECH® Canada this June, for instance.
“These smaller systems are very popular right now,” said Van Dyk. “In the simple, one-piece cells that Miller builds, you can fit anything up to 5 ft. wide, and for parts as long as 10 ft. with a positioner on it, the company will add guarding, which is provided, to the side of the unit after it is placed on the shop floor. The good thing about these pre-engineered systems in general is that they’ve been around long enough that they’ve been through 20 or 30 iterations, so they’re reliable, and you can get standard replacement parts for anything in them. Mount the tools and you can be running in a few hours.”
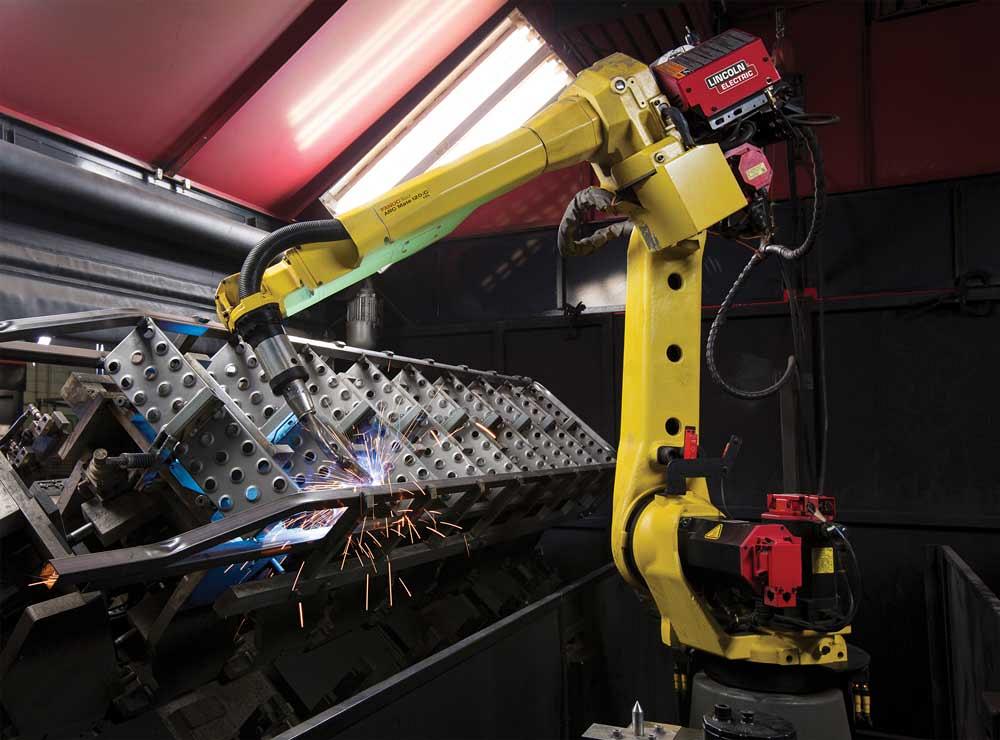
Both welding machines and robots have become much more sophisticated with respect to providing information to users. For instance, FANUC’s Zero Down Time (ZDT) software monitors the robot’s servomotors so you can predict when maintenance is required, such as to change batteries and grease. The Lincoln Electric welding machines have a feedback loop so that as a weld is being performed, information is being returned to the welder to ramp the weld up or down based on the parameters it’s been given. This system is called CheckPoint; it allows you to set parameters for your weld. Image courtesy of Lincoln Electric.
The motors and controllers used on the robotics and welding are also quicker than they were a few years ago regardless of the size of the system.
4. Safety built in. The sophistication inside has risen as well. As mentioned previously, robotics are designed to be safe right from the start. But that extends beyond light curtains and other basic security features we all expect.
“At Lincoln Electric we partner with FANUC for our pre-engineered systems,” said Jason Lange, proposals and executions manager for Lincoln Electric Automation in Cleveland. “FANUC has a system called Dual Check Safety (DCS) that allows you to set software parameters so that the robot cannot come out of a certain zone, so users who are not used to the technology can feel protected.
“We also have light scanners that monitor an area so that if anything is in a space that is not supposed to be there, the system will be alerted and stop the robot from moving,” Lange continued.
5. Monitoring and maintenance power. Both welders and robots can be monitored for performance as well.
“One of the biggest things that has changed on the welding side of the equation in the past 10 years or so is that welding data is being fed back to the welding power source at all times,” said Lange. “We have a feedback loop so that as a weld is being performed, information is being returned to the welder to ramp the weld up or down based on the parameters it’s been given. This system, which we call CheckPoint, allows you to set parameters for that weld. For instance, if you need the weld to be at 20 V, you can set a parameter that says anything below 19 V or above 21 V is considered out of spec and it will shut down the system based on that. The system also monitors anything else that might affect a weld, such as a drive roll tension issue, lack of wire, or running out of gas, and triggers a stoppage.”
On the robot side, Lange noted that FANUC’s Zero Down Time (ZDT) software monitors the robot’s servomotors so you can predict when maintenance is required, such as to change batteries and grease.
“It’s all about eliminating downtime, and all this monitoring technology gets built into these pre-engineered systems,” said Lange.
6. Upstream parts are ready. For shops using the latest laser cutting and CNC bending technology, parts are prepared in such a precise fashion that it should be straightforward to automate the welding process.
“If you are laser cutting, you can also create a notch in a part to simplify the connection between one part and another for a weld,” said Van Dyk. “The main point is that the quality of the part reaching the welder is improving.”

In many cases, pre-engineered robotic weld cells end up being run by operators rather than welders. There’s nothing particularly wrong with that, but it does mean that many welders don’t have the opportunity to adapt to the idea of working alongside automation systems that are slowly changing their work life. The heavy fab environment is a different story. There, more and more shops are introducing track systems that allow them to take the torch out of a welder’s hands for laying down fillet welds. “Climbing around an assembly and working in a hot environment all day aren’t easy,” said Jamie Scripnick, automation application sales director for ESAB North America. “These four-wheeled tractors follow the beam and apply the weld, and the operator follows it but he doesn’t have to keep the torch in his hand. We’re seeing more and more of this where some of the work is repeatable.” In these systems, a pendant is used to position the weld, allowing the operator to change the welding parameters on-the-fly. Not only does this make the welder physically more comfortable, but it also takes him away from the harmful fumes involved in the weld. The pendant is designed so that the operator doesn’t need to lift his shield to make the changes, thus eliminating the risk of getting arc flashed. “We recently re-released our Railtrac system,” said Scripnick. “One customer in New York that had purchased a gantry system from me that couldn’t keep up with the work they were doing, so they chose to buy six of these. The systems still require a welder to run them, but they help with repeatability and throughput.” Scripnick is seeing these technologies finding their way into smaller sub-contractors doing work in the bridge and commercial building construction industries. “The beams and whole structures in these industries have gotten so much heavier that they’ve had to automate because the welds are so much bigger,” he said. “You need automation to stay competitive. These systems are a good introductory automation tool for a welding shop. Once operators get used to using this type of system, a gantry system for use on larger parts isn’t quite so daunting. “I visited one facility that had to do 2 ¼-in. fillets on a job,” Scripnick continued. “To do that by hand over 40 ft. might take anywhere between 40 and 80 hours. Using an automated system, a welder could complete that in nine hours. And you can increase quality because you don’t have to contend with all the starts and stops required of a manual welder.”
Prepping for Automation – It’s About the Whole Process
When considering robotic automation, it’s important to think beyond that one part on the shop floor you are struggling with. You have to consider precisely why it is you want to automate in general.
“Yes, you get higher throughput, and the ultimate goal for most shops is to reduce scrap and rework, but is it one of these issues in particular that is driving your efforts?” asked Lange. “For instance, we may have a company that is looking to weld a joint on an axle because there’s a lot of scrap coming out of that process in their shop. Now, we have to identify if that scrap rate is because of the welder not being trained sufficiently, or because some other upstream process is not being performed properly. Identifying that problem can determine whether or not automation is going to solve the problem.”
Lange said he often finds that there are other bottlenecks in the production process that should be dealt with first before adopting an automated robotic welding system.
“I was in a shop recently where a fabricator was using a ball peen hammer on every part to put it in place in a fixture,” said Lange. “He literally did it to every part. I found that a tab was off. Once that was fixed upstream, he didn’t have to hit parts with a hammer anymore. You find customers with upstream inconsistencies that will remain a bottleneck whether or not you have a robotic welding cell. I can install a robotic weld cell, but we can’t fix the problem a shop might have with an upstream press brake.”
Once you have determined that your upstream processes are sound, it’s time to consider the best parts in the shop to automate. One robotic welding cell can handle multiple parts with quick-change fixtures.
“Start with simpler parts first,” said Van Dyk. “Companies often pick the toughest weldments first because those are the ones causing them trouble. But it’s rarely those that can save them the most time and money through automation.”
Lange encourages you to consider how the part is cut, bent, and prepped for the cell.
“Is it laser-cut and then bent on a CNC press brake? Is it tacked together as part of its preparation? The thing with automated welding is that it’s not actually in the welding that you save the most time,” said Lange. “It’s often in the clamping and the movement between welds where you really see the time savings. The straightforward welds and high volumes are often the best bet.”
Van Dyk pointed out that it also isn’t necessary that every weld on a part be performed in the welding cell.
“When companies are starting, we say you may only get 70 per cent of your welds and you may redesign your box in the future to allow you to do more, but in the meantime your welder might still be finishing off a part and doing 30 per cent of it,” he said. “But that still means 70 per cent of the welding was done in a third of the time. You are still seeing gains without overcomplicating your clamping or your programming. Your cost for tooling a few extra welds might be double or triple, making it harder to justify automation.”
The advantages of automation are there for the right parts, provided your other upstream processes are ready to work in concert with it.
Editor Robert Colman can be reached at rcolman@canadianfabweld.com.
ESAB North American, www.esab.com
ITW Welding North America, www.itwwelding.com
Lincoln Electric, www.lincolnelectric.ca



Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription
Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.




