







{kind=link}
{kind=link}
Editor

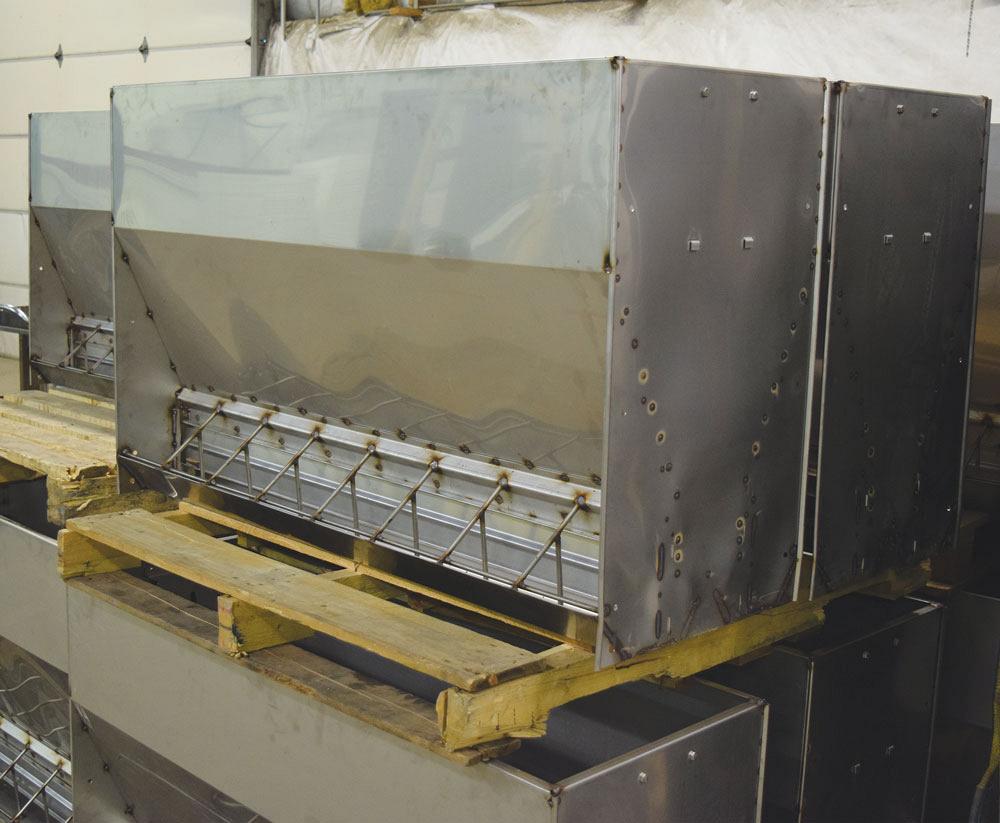
Caris Welding was founded as a one-man shop in 2002 by Steve Caris, pictured here with a farm hog scale, the first custom product he built, and a product Caris still makes.
Sometimes a shop will invest in equipment that fills a need today. Alternatively, Caris Welding is always thinking about how that machinery will be able to support its growth down the road. The shop’s recent investment in a press brake with automated tool change functionality is a good example of this perspective on growth.
Agricultural Growth
Caris Welding was founded as a one-man shop in 2002 by Steve Caris outside the town of Strathroy, Ont. At the time Caris was doing small farm welding repairs and maintenance, using his hands-on skills and his background studying welding engineering.
“The first custom project I did was to build a farm hog scale, a product we still make,” said Caris. “We now produce complete projects for pig farms, which involves importing plastic flooring and enclosure sections, sow feeding equipment, and heating plates for the nurseries. We may have a six-month lead time on a complete barn that has to be constructed, so having the other fabricating work helps flatten out the work cycles.”
Caris Welding has grown to occupy two 25,000-square-foot facilities, one that they moved into seven years ago and a second that they acquired less than two years ago. One is dedicated to pig farm construction and the other to the company’s fabrication and welding work, some of which is used in its agricultural production, but much of which is custom fabricating and assembly work for local machine builders.
Laser-sharp Expectations
The company uses primarily stainless steel in its products, but its customers’ work is about 95 per cent mild steel. The shop works in everything from 16 gauge to half-inch material. To support its cutting processes, the shop uses an LVD Orion 3015 Plus 4-kW CO2 laser cutter with a compact tower for loading, unloading, and storage of raw material and finished parts.
“We purchased the laser in 2014,” said Caris. “For the work that we’re doing, this laser was a perfect fit at the time. Were we to buy a new machine now, of course, we would invest in a fibre laser for the additional speed, but our CO2 can keep up to our needs right now because, during busier times, we can run it unmanned overnight.”
Caris bought the laser knowing that his fabrication needs would grow alongside its capabilities.
“When we first bought the laser, it was more than we had work for, but now it’s running all the time,” he said. “We took the same approach when it was time to invest in new press brake technology.”

To support its cutting processes, the shop uses an LVD Orion 3015 Plus 4-kW CO2 laser cutter with a compact tower for loading, unloading, and storage of raw material and finished parts. Caris bought the laser knowing that his fabrication needs would grow alongside its capabilities.
One-off Production Fit
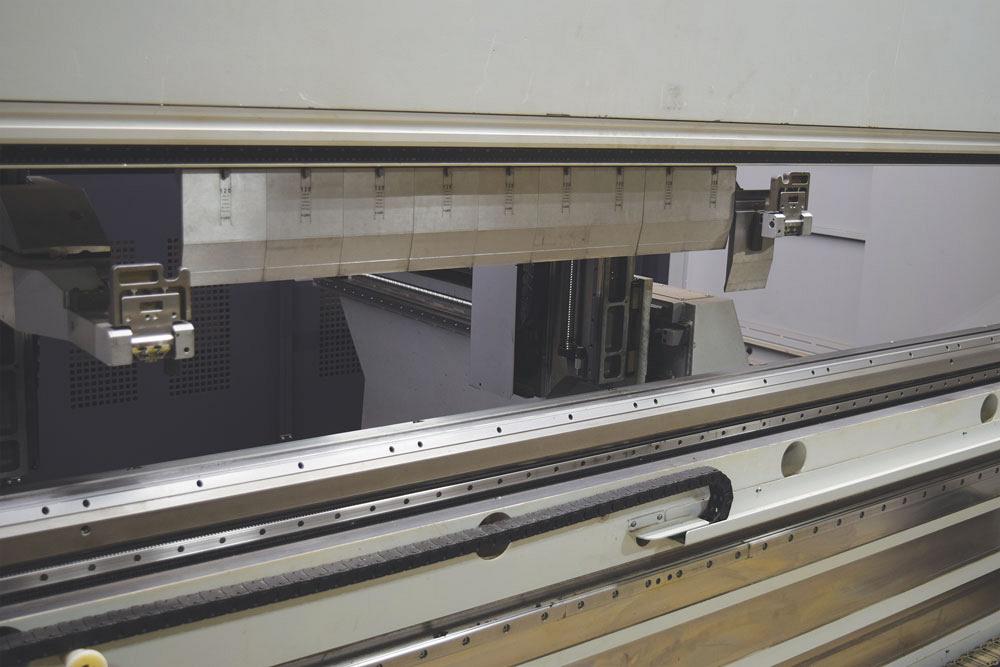
Caris purchased an LVD 220-ton by 4,080-mm ToolCell, which has an integrated automated tool-changing system. All tools are held in the machine and automatically changed as the job requires. The cell will hold two complete lengths of self-seating punches and five complete lengths of V dies. Caris Welding’s machine is also equipped with LVD’s Easy-Form® Laser in-process angle monitoring and correction technology, as well as servo-powered sheet followers for heavy or awkward sheets being used in the brake.
“Many of the jobs we do for customers are one-offs. That’s the sort of work we’re interested in, rather than production runs of individual parts, which is why the tool cell is really handy,” said Caris. “Some of it is complex bending, some is simple. We do a lot of full assemblies, which means a variety of parts for each finished product. We really do everything but painting.
“We looked at the tooling jobs for both our work and the custom work we do, and this just made sense,” he continued. “We did look at a more basic machine that would require loading the tooling manually, but you can’t really advance with that. We bought to grow, and we use it all the time. It allows us to do more parts and makes it possible to produce more precise parts. The skill set is a lot different. With the old machine you needed a guy who could do all the math on the brake, figuring it out by hand at the machine. Now you need someone who is skilled at the computer. Because we bought the laser and the cell from the same company, the interface is the same, which helps us a lot. The person we have programming the laser also manages the tool cell, so he has a good handle on both machines.”
Press Speed Gains
The shift to the cell has created efficiencies on the shop floor.
“We’ll get an order for parts for between 20 and 40 machines at a time and we’ll process them all at once,” Caris said. “We used to have to wait for the brake all the time to complete jobs. Now we can jump around on the jobs, and if we need spare parts here or there, we can integrate those in with whatever else we’re running on the laser and get them right to the brake. The Easy-Form Laser on the brake has made it easy to get parts right the first time. It checks your measurements very accurately. We bend a lot of safety panels, which are all 1/8- or 3/16-in. materials, and they’re all 4 ft. by 8 ft., so the sheet followers, or lifters we call them, on the machine help make the job faster and physically easier for our guys.”
Production Rethink
Having the tool cell has somewhat changed the approach Caris takes to setting up its production. Whereas before the programmer would simply nest parts as efficiently as possible on the laser, now the team basically works backward from the bend to make sure the setup is as efficient as possible.
“Customers send us bar code POs now, so all parts are bar-coded now too, and we know precisely where they are and what cutting and bending needs each has during a job. All jobs go to the brake first for it to calculate the R-factor and K-factor of the parts, and it then creates a file that goes to the laser,” said Caris. “Different tooling has different bend allowances, so it takes every program and groups parts in a way that makes sense for the efficient use of the brake, so we have as few tool changes as possible. This also makes it easier when we have rush parts. Our fabricating manager can determine where a rush job can fit in with other production items through this process. Having the sort of detailed information generated by both the laser and the tool cell gives you the option of changing up jobs as necessary.“

Caris purchased an LVD 220-ton by 4,080-mm ToolCell, which has an integrated automated tool-changing system. All tools are held in the machine and automatically changed as the job requires. The machine has servo-powered sheet followers for heavy or awkward sheets being used in the brake.
There’s no question that Caris Welding is a growth success story. The company now has 20 employees between in-house production and its installation road crew. Among that team is both fabrication and design engineering capabilities to assist in complicated jobs. And now the company has yet another tool to help it serve customer needs better.
“We have the machines to do more precise work,” said Caris. “We could do the work before, but it was a lot harder, more time-consuming, and the skill set was a lot harder.”
Editor Rob Colman can be reached at rcolman@canadianfabweld.com.
Caris Welding Ltd., www.cariswelding.com




Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription
Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.




