







Coolants 101
Metalworking fluids are much more than a necessary evil... they’re essential.

People in the machining industry tend to think of coolants and metalworking fluids as a necessary evil. Many manufacturing leaders, whether in a small job shop or in a huge multinational automotive-supply plant tend to think of coolant only when there is a problem (or perceived problem) with it within the facility.
What follows are some fundamentals that everyone in the machining world should understand and some helpful ideas on how to get the most out of your investment.
Why do we use coolants at all?
• They provide cooling to the workpiece and the tool
• They lubricate the work
• Provide chip control
• Apply rust inhibition to the surfaces
• Most importantly they extend tool life
First some basics: There are two primary groups of metalworking fluids – Non-water soluble (Neat Oils) and water soluble (or Miscible).
The very earliest types of cutting fluids used in machining were Neat (or Straight) Oils and for certain applications they still have a place in industry. The basic carrier of the fluid is typically a petroleum based oil with some lubricity and other additives in the mix but include no water.
Water soluble fluids come in three basic types – Soluble Oils which have high petroleum oil content but are designed to be diluted with water into an emulsion. Semi-Synthetics have a medium to low oil content and include water as well as performance additives. Synthetics have no oil and in addition to water only contain water soluble performance additives.
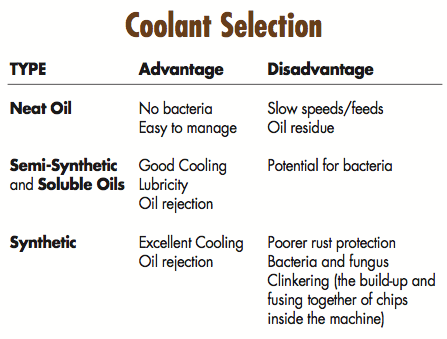
When selecting what type of coolant to use for a particular application, consideration must be given to coolant’s characteristics – specifically it’s Cooling Capacity, Lubricity, effect on Tool Life, Part and Machine Rust Inhibition, as well as its propensity for Bacteria Growth.
Below is a chart that compares basic characteristics of the different coolant types. Of course different brands and different formulations will fine tune these features for different applications – e.g. not all semi-synthetics behave exactly the same as all the others but in general terms, these are the pros and cons of each family of coolants.
Coolant selection:
The fact that we refer to these metalworking fluids primarily as Coolants indicates just how important the discussion of heat and heat removal is. As the tool moves across the workpiece, 60% of the heat is generated from the tool deforming/cutting the part and creating the chip. The balance of the heat comes from the friction between the tool and the chip as the chip slides away and from the tool sliding along the part just ahead of the cutting zone. Excessive heat can have the following effects on the machining process:
• Limits cycle times
• Gives a poor surface finish and inability to hold micro finish
• Built up edge on tool leads to premature tool wear
• Catastrophic tool failure (Welding)
• Premature oxidation of oil or early depletion of additives
• Fire and/or Smoke
Clearly, we want to decrease the temperature at the interface of the workpiece and the tooling and there are a number of ways to accomplish this:
• Increase heat capacity of the fluid medium (water has twice the heat capacity of oil)
• Increase the volume of fluid transiting the cutting zone (use high pressure coolant pumps)
• Increase penetration of fluid Into the cutting zone (through the tool coolant and high pressure) • Increase lubricity of fluid
Cost:
The subject of coolant cost is often a discussion point that purchasing agents and business owners alike tend to focus on.
There are two critical points to consider when looking at costs. In a typical high volume machining facility, the cost of coolant is only 1/10th the cost of the consumable tooling on an annualized basis. An improvement to the coolant that has a positive impact on tool life can have a significant impact on the bottom line.
Also, the cost of coolant cannot be compared based on price per litre alone. What matters is total consumption cost over a period of time. It is critical when comparing coolants that the RF (Refract Factor) of the concentrate is taken into consideration as well. Simply put, if your operation runs best at a certain refractometer reading, how much concentrate will it take to make up a tank at that concentration? A product with a low price per litre and a high factor may not be as economical as you think when it’s in the machine.
Another key consideration to coolant cost and consumption is how well it is maintained. Coolant that is contaminated with tramp oils and is allowed to grow bacteria and consequently has to be “dumped” before its time (due to bad odours) is wasteful.
Also, coolant tends to be dragged out with the chips being removed from the machine. A coolant recovery/recycling system that takes used coolant, removes excess oils and other contaminants and then returns it to the shop can save 20-30% on cost of annual coolant consumption.
Water quality:
Metalworking fluids need good quality water to perform at maximum effectiveness. Two factories with identical processes may have widely different experiences with the same coolant because their water quality is different.
Untreated tap water (whether city or well) will always contain some degree of contaminants and minerals. These can lead to scum, rancidity, foam and excess concentrate usage.
Another consideration is the hardness of the water. Hard water is just a fact of life in some jurisdictions and is predominantly the result of calcium and magnesium ions in the water. These can affect the stability of some water based coolant solutions.
Water softening is often used in communities with hard water for home use but should not be used in preparing water-based metalworking fluids as the water softeners use a sodium chloride salt to remove the hardness. The chlorides that are left in the water can lead to rust issues in the manufacturing process.
Water should be treated with either a de-ionizing (DI) or a reverse osmosis (RO) process to provide impurity free water. The RO type of system is often preferred as it tends to have lower operating costs.
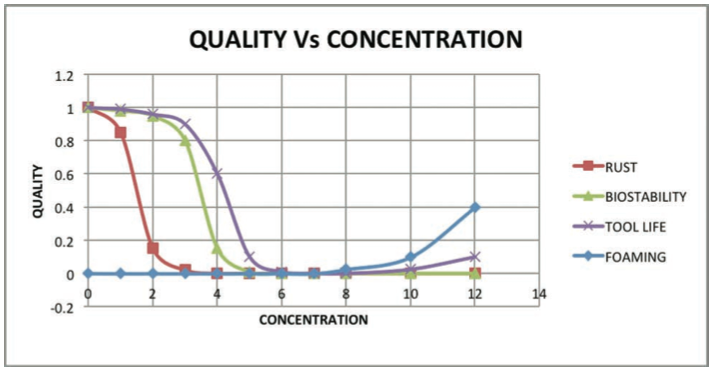
Concentration:
The ideal concentration to operate a system on is also not a simple single answer. Concentration affects a number of factors including the propensity for rust, bio-stability (the tendency to allow bacteria to grow), tool life, and the tendency for foaming.
So what does all this tell us? While there is no single perfect coolant, our experience tells us that for a high percentage of applications in general machining semi-synthetics are often the best choice as they offer a balance of features considering tool life, overall cost and can often lead to a single product in a plant or shop that machines a variety of different materials.
Concentration must also be maintained at an optimum level to get the most performance out of your tools, equipment and coolant. Water quality is critical to the performance of your metalworking fluids. Coolant cost must be considered on a total cost basis, annualizing the cost of the coolant (not the cost per litre), impact on tool costs and other maintenance costs of supporting your system.
About the Author
About the Publication

subscribe now


Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.




