







Associate Editor
With thread whirling you don’t have to worry about blending the thread between segments, which provides a better overall finish. Photo courtesy of INDEX.
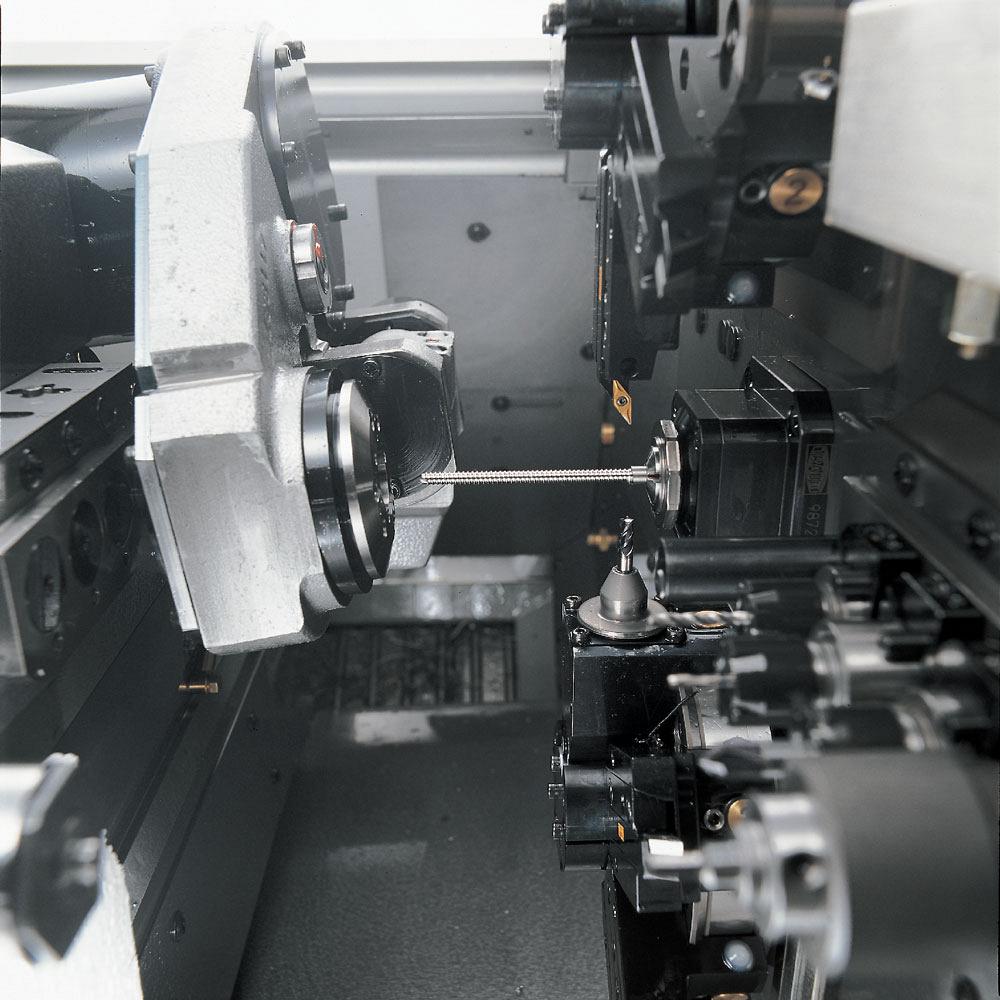
Thread whirling is a process uses an interrupted milling-style cut that takes stock bar diameter down to a completed thread in one pass. A dedicated attachment is designed specifically to hold the thread cutters, which have the thread form ground into them. In the machine, this attachment pivots so that the operator can adjust it to the appropriate lead angle for the thread specifications.
"It really is a faster process with high surface quality," said Thomas Mittmann, owner, Mittmann Inc., Rigaud, Que. "There is no burr formation as seen with milling and no wrinkle formation like found in thread rolling."
Thread whirling is a great option for shops that are looking to produce long, complex threads on a Swiss-style lathe, as it enables the machine to run the entire threaded section in one shot.
"In more traditional methods, we end up seeing really long cycle times to generate threads because the thread must be segmented to roughly 25 mm in length, and that takes a lot of passes," said Scott Laprade, applications and tech support, Genevieve Swiss Industries Inc., Westfield, Mass. "If the thread is longer than 25 mm, you have to bring the material out, begin the next segment, and do a number of passes, however many it takes. This can be extremely time-consuming, especially in high-production environments."
With thread whirling you don’t have to worry about blending the thread between segments, which provides a better overall finish. If the thread is long over a long distance, thread whirling is much faster than single pointing.
"If you take some of the medical parts and with particular forms, I’ve heard customers needing to do 71 or 130 passes to create this thread," said Patrick O’Neal, lead applications engineer, INDEX Corp., Noblesville, Ind.
O’Neal explained that shops that need to produce standard Whitworth threads or included-60-degree angle, single-point threads probably wouldn’t consider thread whirling, as it is not suited to these applications and the cost of the whirling insert may be prohibitive.
"For medical manufacturers, most implant screw orders are anywhere from 1,500 to 5,000 pieces per production run," said Melissa Singher, senior product and CT co-ordinator, NTK Cutting Tools, Wixom, Mich.
Thread whirling is designed for high-production jobs, particularly bone screws, which are designed with more complex forms, including deep threads, multiple leads, and unique thread pitch.
"Depending on the type of thread and the length of the thread, you could be looking at less than 60 seconds to produce something that might have normally taken a few minutes with other methods," said Laprade.

Thread whirling is designed to efficiently thread in high-production settings, particularly for bone screws, which are designed with more complex forms, including deep threads, multiple leads, and unique thread pitch. Photo courtesy of NTK Cutting Tools.
He added that some people don’t realize that thread whirling is very much like a milling cut. With upwards of nine to 12 cutters, these teeth are more evenly distributed across the workpiece, generally resulting in a better surface finish, faster speeds and feeds, and better tool life than single-point options.
"Single-point insert edge strength tends to be weaker, which is amplified by clearance angles required to form the thread," said Singher. "Whirling inserts have stronger edges because the clearance is achieved by rotating the spindle."
Because the spindle operates close to the guide bushing, or an extended bushing, whirling technology provides support and rigidity, which are especially beneficial on long-length components with small diameters. This rigidity also results in the finest surface finishes.
Thread whirling is a great option for high-volume production of complex screws. However, Mittmann noted that machine and thread whirling devices limit the diameter and thread size that can be whirled. So opting for thread whirling is highly dependent on application and part specifications.
When it comes to thread whirling, two options are available for manufacturers: a dedicated whirling machine or a Swiss-style lathe.
A dedicated whirling machine strictly produces threads, that’s it. An operator loads a large blank into it and the machine whirls a helix onto it, whether for a helical pump auger or a long, threaded part.
"The challenge with opting for a dedicated thread whirling machine is that parts may require other machining operations besides thread whirling," said Mittmann. "Can the machine also perform turning and milling (face and OD) operations? This can be limiting. But the size of the parts is also a criterion. Does the production volume justify a dedicated machine, which can do only thread whirling, or can it be done on an existing Swiss lathe by adding a thread whirling unit? These are important things to consider."
A Swiss-style lathe, particularly its guide bushings and sliding headstock, lends itself well to thread whirling and can produce threads effectively. O’Neal noted that a Swiss-type machine allows the operator to get right up to the guide bushing, maintaining rigidity for extremely long threads in one pass. If this were done on a conventional machine, the operator would have to pull out the part and do inspections where the passes were broken down, making the process extremely cumbersome.
"You can do some thread whirling on a 5-axis mill," said Laprade. "But it’s very application-specific, and really used only for generating a shorter thread, simply because the mill doesn’t have the support mechanism like the CNC Swiss does."
It is important to understand the capability of a Swiss CNC lathe, specifically whether the machine make and model can adapt a thread whirling spindle. Moving into thread whirling will require shops to work with tooling suppliers and manufacturers to customize the inserts to the specific thread form and complete the successful setup and programming on the Swiss CNC lathe.
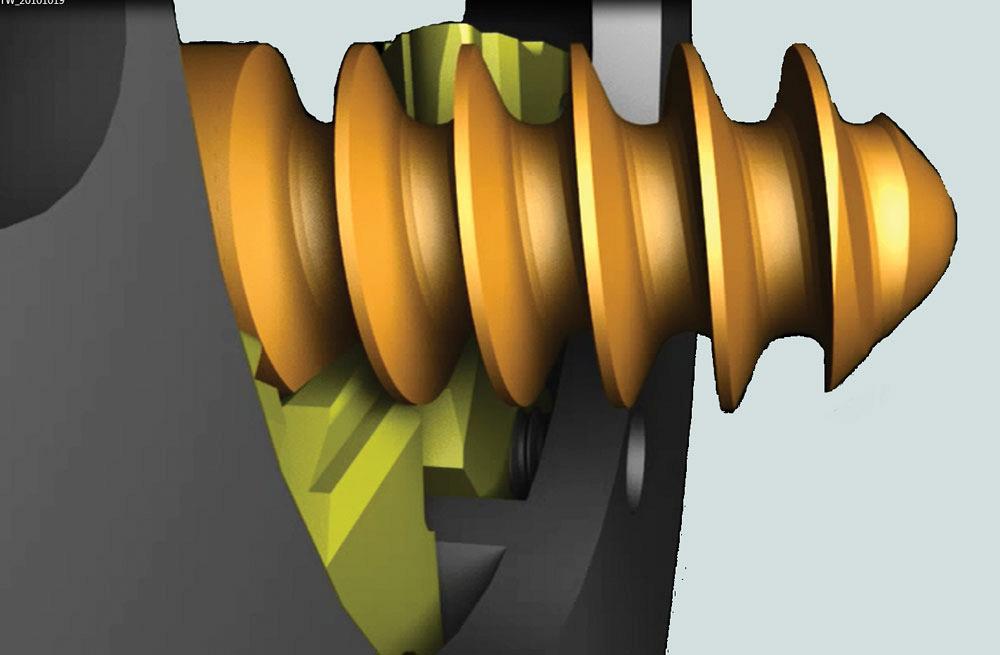
With upwards of nine to 12 cutters, the teeth are evenly distributed across the workpiece, resulting in better surface finish, faster speeds and feeds, and increased tool life than single-point options. Photo courtesy of NTK Cutting Tools.
"It is typical to collaborate with the tooling manufacturer’s engineering team for the initial setup and first runs to monitor early production and dial in the system to achieve consistent production runs," said Singher. "It’s also always a good idea to consider a back up TW cutter body and inserts."
"We have customers looking to thread as small as 1.5 to 2 mm in diameter and as big as 15 to 16 mm," said Laprade. "It’s a real range and very much dependent on the material type. I’ve got customers that whirl medical-grade PEEK plastics to aggressive aerospace alloys. I’ve also seen high-temperature alloys, all kinds of stainless, and titanium is very popular in the medical industry. The material type used will dictate speeds and feeds."
However, the main spindle speed depends on the number of inserts, whether that’s 4, 6, 9, or more. According to Singher, the main spindle speed will range from 8 to 30 RPM, while the whirling cutter would run between 1,000 and 4,000 RPM. The feed rate will be the same as the lead on the thread.
"The cutter body style must be matched with the machine and spindle model to be used for manufacturing the thread," said Singher. "The appropriate information will need to be supplied to design the inserts: detailed drawing of the part with thread dimensions, required tolerances, bar stock diameter, and material type. It is important to provide as much information about the specifications of the thread form to create the exact inserts and ensure success."
High-speed whirling was developed to deal with the unique challenges found in the medical industry, particularly with unconventional thread geometries.
"More and more we are seeing screws that have a straight major but then a tapered or radius minor," said O’Neal. "For these unconventional threads, manufacturers can design a special insert, a topping insert, that would create the thread major as it was creating the minor. That’s one of the big advantages of high-speed thread whirling."
High-speed thread whirling works by synchronizing the thread whirling unit to the C axis of the machine. This allows the spindle to turn just like it would on a conventional lathe. The turn tool is put in front of it to be able to maintain the thread major. Then the whirling unit makes this tapered, radial thread at the same time.
High-speed whirling also allows for multiple lead threads, whether that’s two or four different leads. O’Neal explained that with traditional methods, two or four leads can be produced, but once the front of the screw is fluted, which is a self-tapping feature mostly found on bone screws, the operator cannot go back over it with a double-leaded thread because the thread can’t be picked up due to the milling unit.
"With this technology both spindles are synchronized and we have the ability to come off of it," said O’Neal. "Because there are always burrs during the fluting process, the fluted area can be milled as the machine can actually pick up the multi-lead thread, deburr it, and then lead into the rest of the screw. High-speed thread whirling is reportedly up to 30 per cent faster because now an operator doesn’t have to go back and forth between the turn tool and the threading tool; we can just do it the entire length of the screw in one shot."
Associate Editor Lindsay Luminoso can be reached at lluminoso@canadianmetalworking.com.

Thread whirling is a fast process with high surface quality. There is no burr formation as seen with milling and no wrinkle formation like found in thread rolling. Photo courtesy of Mittmann.
Genevieve Swiss Industries, www.genswiss.com
INDEX Traub, us.index-traub.com
Mittmann, www.mittmann.com
NTK Cutting Tools, www.ntkcuttingtools.com




Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription
Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.




