







Associate Editor
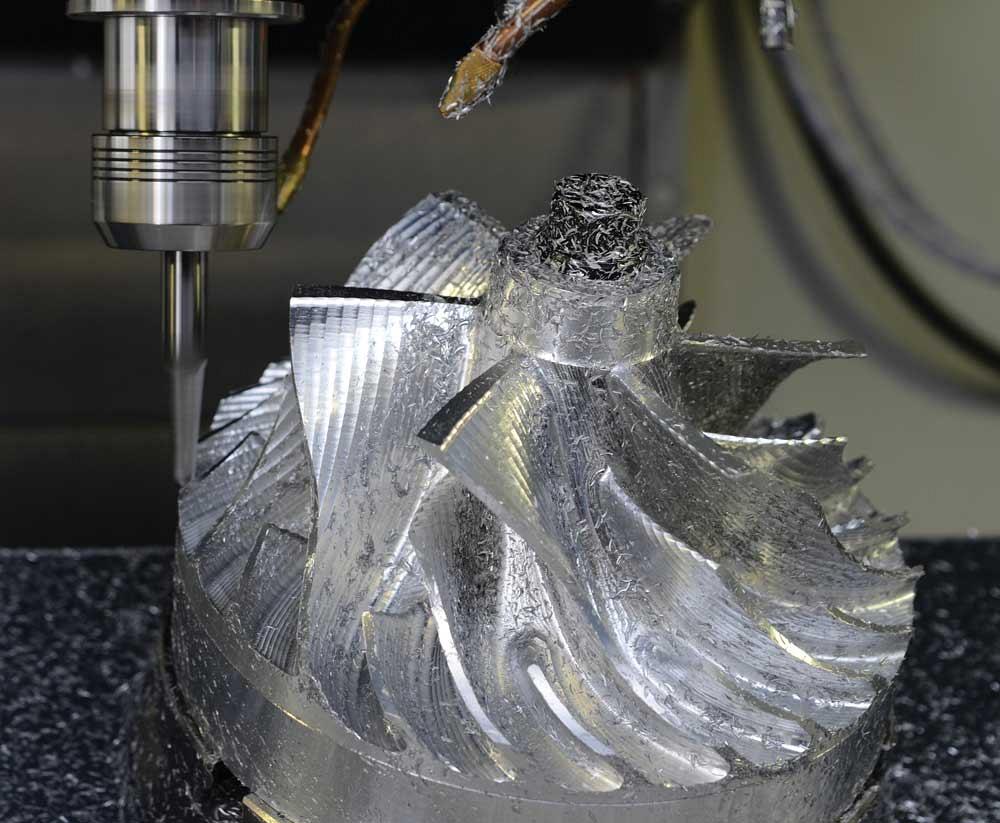
Complex splitter blades on a turbine are roughed out. Photo courtesy of CNC Software Inc.
For metalworking shops looking to incorporate state-of-the-art milling, these are exciting times. With their ability to machine complex parts, the newest milling machines are attractive to companies looking for ways to set themselves apart in the global marketplace. These machines are faster than ever before and can hit even the tightest of tolerances.
“That’s where the niche is for Canadian manufacturers: hitting very tight tolerances,” said Terry Beckwith, milling product manager for Elliott Matsuura Canada Inc.The ability to achieve tight tolerances isn’t strictly predicated on the machine, however.
“You can buy a high-speed, extremely accurate machine, but if you buy inexpensive, low-quality tooling or fixtures, you won’t be able to hold the tight tolerances you are looking for,” Beckwith explained. “It’s really about the whole ensemble.”
And even on high-speed machines decked out with advanced technology and high dynamic milling capabilities, other factors come into play.
“The machine has the capability to hold one-tenth or two-tenths tolerance, but that is only true if ambient temperature and placement are factored into the equation,” said Beckwith about one popular high-grade linear motor machine. If that machine is installed in a shop that does not have air-conditioning and the temperature swings drastically, it might perform out of spec, negatively affecting accuracy and finish. And if the machine is not placed on its own slab—a slab thick enough for the machine size—performance can suffer.
Also, when producing complex components on a new machine, operators cannot assume that the new equipment will perform the same as another machine with a similar range of motion.
“With new technology and the way it is built, you can’t take an old process and slide it over to the new machine,” said Beckwith. “To get the full benefit of the new technology, you have to embrace reprocessing the part.”
So while the machine is one of the biggest factors in producing high-accuracy parts, manyother factors come into play. And to leverage the milling centre’s full power, metalworking companies must not underestimate the importance of the tooling, workholding equipment, and software they use.
As the market trends into more aerospace and medical machining with tight-tolerance parts, Jeremy Corneil, milling product manager at Iscar Canada, notes that he sees a lot of new materials like nickel-based alloys, titanium, and stainless steels. To cut these difficult-to-machine materials, tooling companies are developing new rare-earth element based grades, edge preps, and geometries. With such tight-tolerance parts, there also is a need for finish and semi-finish profile tooling.
“With tighter tolerances and more complex parts, there is also an increase in need for solid carbide tooling in the market,” said Corneil. “Tooling for high-speed machining with increased numbers of effective flutes, highfeed solid carbide cutters in smaller diameters, and through-tool coolant for more difficult-to-machine materials are now available.”
With indexable tooling, there is a push to increase the rigidity of the pocket of the tool to optimize high-speed, high-accuracy cutting. Photo courtesy of Iscar
While cutting tools are advancing to meet high-accuracy milling demands, Corneil recommends reviewing the entire process before putting cutting tool to metal. Understanding the machine’s capabilities, the material, surface finish requirements, tolerances, the complexity of the part profile, and gauge length will help to determine the best process to produce the part.
“Once we run the part, we can make some alterations to speeds, feeds, geometry, edgeprep, and coating to accommodate issues that may arise in production,” said Corneil. “Wefocus a lot on optimizing processes.”
To optimize cutting tool and machining capabilities, rigid and robust toolholders are a must. Corneil explained that the current trend in the market is toward dual contact tapers. With indexable tooling, manufacturers are pushing to increase the rigidity of the pocket of the tool.
“To accommodate this, for example, the insert is held in the pocket with a dovetaildesign,” he added.
The ability to make complex parts that once were impossible brings about its own set ofchallenges.
“We are able to emulate complex processes in fewer setups,” said Corneil. “However, the tooling we are working with has limited clearance issues due to the fixturing and shape of the part. We are dealing with tapered tooling and longer gauge-length tools, which have a whole different set of challenges to work through.”
That’s where modular toolholders come into play—allowing for extended gauge lengths.Shrink adaptation, high-accuracy chucks, balance tooling, and anti-vibration technology are becoming commonplace as more and more companies are expanding into high-accuracy milling of complex parts.
“It’s all about ensuring rigidity and stable machining, especially in light of extendedgauge lengths to allow for a balanced cut at a higher RPM,” Corneil added. “We are seeing a move to quick-change, screw-on milling heads to reduce downtime and pin-point, pushthrough coolant sent to each cutting edge for better cooling and increased chip evacuation. We also see tool geometry that helps reduce vibration through various pitch and helix flute configurations.”
With the push into high-accuracy, 5-axis machining, shops need to ensure their workpieces are securely fixtured.
“If you want a high-accuracy final product, you must have a high-accuracy vise or workholding component,” explained Tyler Mardaus, design engineer at Kurt Manufacturing.

A high-accuracy final product requires a high-accuracy vise or workholding component. Photo courtesy of Kurt Manufacturing.
Mardaus said he considers the capability of the machine, size of the machine table, and size of the workpiece when determining the proper workholding system for a customer. Being able to gain access to additional sides is one of the benefits of 5-axis machining, but improper clamping and workholding can limit the machine’s ability to do what it was designed to do. Reducing the clamping area can be problematic because high-speed, high-accuracy milling requires robust, stable workholding systems to produce quality parts.
“A lot of the challenge comes with understanding the customer’s needs and determiningthat they have the machining and shop capabilities to actually produce what they are hoping to achieve,” said Brian Rich, project engineer at Kurt Manufacturing.
Process repeatability is critical. For example, he stresses using a torque wrench when clamping the workpiece to ensure that shop operators are repeatedly going to the same forces and torque, eliminating variable results when different operators set up the fixture.
Deflection is another critical factor. As Mardaus explains, workholding with moredeflection can cause features to move in and out of tolerance. The amount of clamp forceapplied varies from load to load, which is particularly significant in a production environment. This can leave the part positioned in different spots.
“The biggest machine and best cutting tools won’t get you anywhere if you cannot hold the workpiece in the correct spot with repeatability,” said Mardaus. “To see those gains and investment in more advanced machines, you really have to have workholding that will keep that part clamped with minimal deflection to counteract the cutting forces.”
With multi-axis, high-speed machines, some of the biggest advancements have been in software. Computer-aided manufacturing (CAM) software has evolved over the last few years to consider the new machining advancements.
“That’s where they come together,” said Ben Mund, senior market analyst at CNC Software Inc. “We need to make sure the software can power the machines and create the proper toolpaths to take advantage of emerging trends like new shaped tooling with broad cutting surfaces.”
According to Mund, it’s a game of constant improvement. Metalworking shops need to consider three main components of multi-axis toolpaths: how the tool is getting on and off the part, the angle of the tool when it connects, and the motion of the tool on the part. And for the best finish, you typically want to cut with the largest possible tool radius with the smallest possible stepover.
“With 5-axis machining, you have to push the boundaries,” Mund explained. “A lot of it comes down to delivering the speed and accuracy you need while ensuring safety. The fasteryou go and the more complicated the motion,[the higher the] risk of crashing. Therefore,verification is also important. This way, NC programmers can be confident in the processbefore they touch tool to metal.”
Add-on packages can address specific requirements when producing complicated components such as turbine blades or products with specialized internal machining. For example, a turbine comprises different splitter sizes, with floor cutting between those splitters, and that calls for specific allowances.

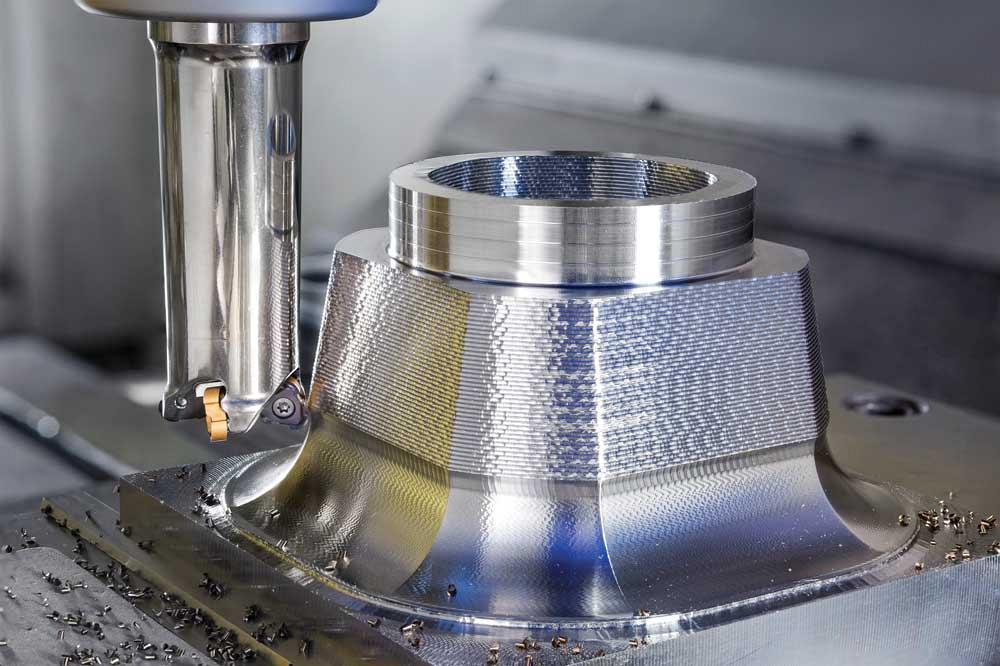
This dynamic toolpath is evacuating identical chips while adjusting to a non-straight cut. The blue color of the chips is a good indicator of heat evacuation. Photo courtesy of CNC Software Inc.
“It’s so important to understand the value of a programmer’s time, simplify the process, and package it up so that they can get to making chips as quickly as possible,” he added. “We look at what features a basic turbine blade needs to have and deliver the toolpaths while simplifying the process on the programming side.”
Traditional multi-axis toolpaths are designed for machines generally cutting with a ball endmill. However, with new shaped cutting tools, new approaches are possible, such as cutting complex surfaces, with different parts of the tool.
“That’s where complex geometries come into play,” explained Mund. “There is a lot of aggressive development in this area, especially with tooling companies, to make these complex shapes. The results can be remarkable. You can have better finishes much faster than you could doing the same exact part with a traditional multi-axis toolpath with a ball endmill.”
As machines become faster and tooling becomes more complex, software companies are constantly coming up with new techniques and motion.
“In the last five to 10 years, there has been heavy development in toolpaths that are not based on the shape of the geometry but the amount of material coming at the tool. Forexample, with Dynamic Motion cutting, the toolpath is constantly shifting, basing the motion on the ideal cutting conditions for the tool, getting an identical chip from the tool, and helping maximize extracting heat. It’s using the tool to its fullest, and it constantly adjusts to optimize engagement,” Mund said.
“You can cut much faster because you can cut more deeply in Z, while taking lighter, constantly adjusting cuts in X and Y, which lets you use the entire cutting surface of the tool,” he added. “You can take 50 to 75 per cent off the cutting time and put less stress on the tool.”
Mund noted that it can be hard for users to take the time to dig deep into their softwareor hardware to make sure that they’re fully taking advantage of what they already owns. This is understandable in a high-pressure, time-based environment like a shop, but they may miss out on powerful software efficiencies and machine capabilities.
“Exploring and using those efficiencies and capabilities can dramatically save time and boost efficiency,” said Mund. “If a shop already owns software and hardware and isn’t using them to their fullest, it’s leaving money on the table.”
Associate Editor Lindsay Luminoso can be reached at lluminoso@canadianmetalworking.com.
CNC Software Inc., www.mastercam.com
Elliott Matsuura, www.elliottmachinery.com
Iscar Canada, www.iscar.ca
Kurt Manufacturing, www.kurt.com




Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription
Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.




