







What’s involved with carbide drill hole quality?
Application and production variables change the answer and what it takes to improve hole characteristics

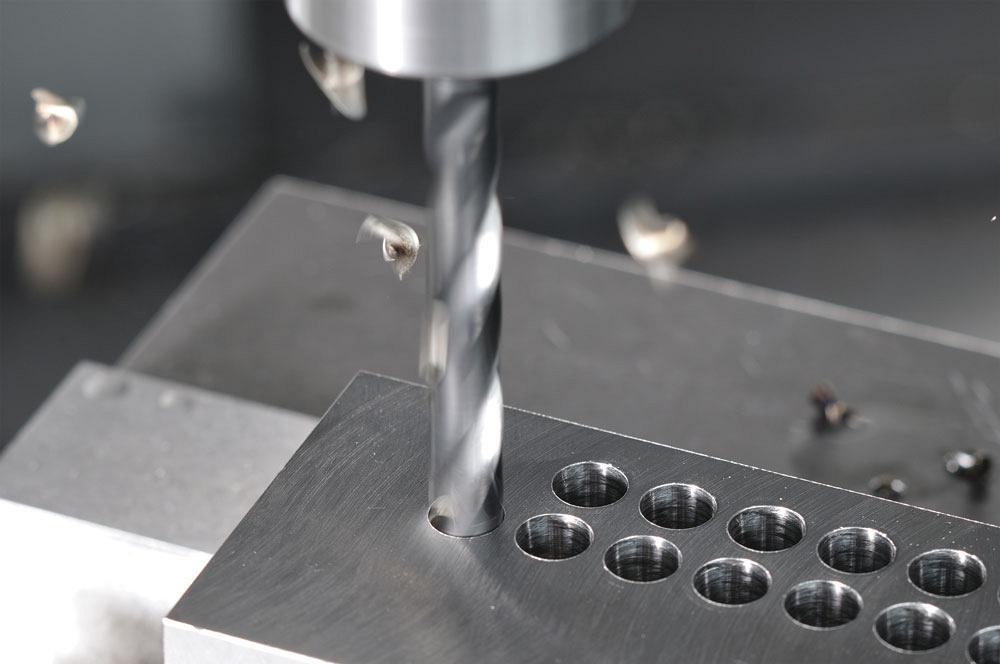
A hole in a camshaft which requires precision is completed by a drill from the EXOCARB® ADO long drill series. Photo courtesy of OSG Canada Ltd.
Defining quality for a hole produced by a carbide drill can be difficult because … it depends.
If a hole has a high tolerance or high surface finish requirement, a secondary process like boring or reaming typically finishes the hole and is responsible for the final specifications. In these cases, the main job of the drill may be to make as many holes as possible, as quickly as possible, with the key quality characteristic being location. But that isn’t always the case. In some applications, a little extra time and attention might help the carbide drill meet quality specifications in one operation.
Or, it might be determined that the quality of the drilled hole influences its ability to receive a quality secondary process. For example, if a hole has been drilled at an excessively high speed, the heat may have work-hardened the material, which can dramatically reduce the life of a tapping tool or even make the material too hard to tap.
It might make a difference if the carbide drill is creating two or 200 holes. If it’s 200, the quality focus may be primarily on the speed of completing the job. If the job calls for only two holes, a little more time and attention to the drilling process or using a tool designed to drill and ream in one operation might produce a hole with the quality specifications without an additional process.
According to Sam Matsumoto, application specialist at OSG Canada, the are three basic questions to ask when assessing the general quality of a hole produced by a carbide drill are:
- Does it meet hole diameter tolerance?
- Does it meet hole finish requirements?
- Is it concentric?
Customer requirements usually dictate acceptable answers to those qestions.
Understand Drills
A carbide drill might be the most common tool in the toolbox but it is also the least understood,” said Dan Habben, tooling engineer at Sumitomo Electric Carbide Inc. “I’ve counted up to as many as 12 different compound angles and geometries that all work in unison for a drill to perform properly. From the point angle to the web thinning for a self-centring drill, helix angles make a huge difference to the drilling process.
“For example, a low helix angle or straight-fluted drill is great for short chipping abrasive materials like cast iron and ductile iron. Medium helix angles, 25 to 30 degrees, are good for general-purpose drilling in a variety of tough materials because the angle helps with chip evacuation,” Habben said. “But aluminums and coppers tend to like high helix angles that provide an auguring effect which, again, helps with chip evacuation.” Choosing a drill with the right characteristics for a specific material and application will extend tool life and produce round, straight holes with smooth finishes.
Coatings also make a significant difference. “Typically, we have one multi-layer coating on a drill that works across the board. That coating contains titanium and chromium along with layers of titanium silicon. The silicon gives the coating a high lubricity so chips can slide off and you don’t get a built-up edge. Avoiding a built-up edge is a huge key to maintaining the tool’s shearing ability and avoiding marks on the hole walls,” continued Habben.
“Some new coatings combine with higher speeds to shear the material to produce a hole with a good finish. These coatings need to be able to handle the heat from the high speed.”
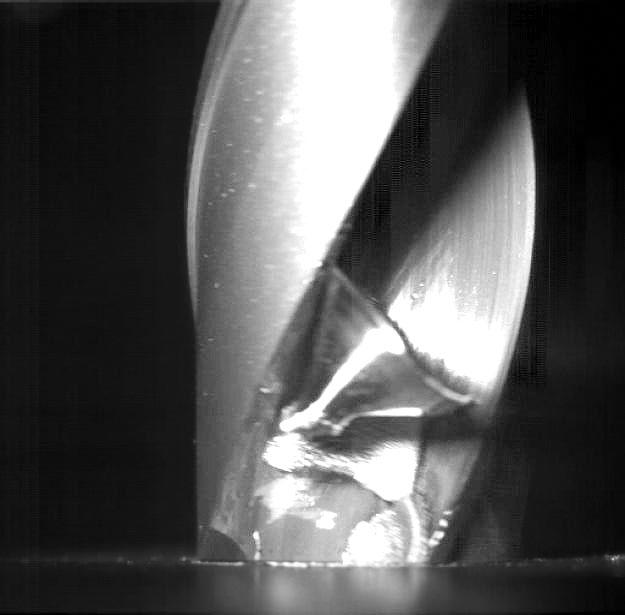
As many as a dozen compound angles and geometries need to work together for a carbide drill to perform properly. Photo courtesy of Sumitomo Electric Carbide Inc.
Control Drilling Details
Hole quality starts at the beginning of the process by using a drill with minimal runout and high-precision web thinning. Matsumoto said, “With excessive runout, hole accuracy, finish, and concentricity will be sacrificed. Proper web on the drill point is important to stabilizing the drill upon engagement with the work material to prevent the drill from drifting and wandering, which may cause the hole to be oversized or compromise hole straightness.”
Moving from a single-margin to a double-margin drill can assist when quality requirements include close tolerances and smooth finishes. “A double-margin drill has a margin on the leading and trailing edges along the helix. Those margins stabilize the drill by giving it four points of contact in the hole and provide a burnishing effect to leave a very nice finish,” said Habben. “The double-margin also acts as a guide to keep the drill going straight, especially in deep holes. It keeps the drill from drifting and wobbling so it can provide a round hole.”
Cory Cetkovic, Sphinx product manager at Big Kaiser, said that although double-margin drills produce good surfaces in short-chipping materials, a single-margin drill is recommended when the material produces long chips. “A single-margin drill is preferred for long-chipping materials such as aluminum or stainless. Using a double-margin drill in stainless would cause the chips to get between the contact points of the drill and the material.”
Controlling runout is another key to hole quality. Cetkovic said, “Runout can lead to an oversized hole and prevent the operator from optimizing the speed. It can cause the drill to create a larger and larger hole as it gains speed and whips around.”
Extra length on a drill can compromise rigidity and cause the tool to vibrate. Those vibrations, especially hard to see with small drills, can lead to a broken tool as well as leave a pattern on the interior hole surface.
Manage Coolant
Proper coolant management, which includes maintaining optimal coolant concentration, filtration, and pressure, is essential in all drilling applications.
Matsumoto said, “The proper coolant concentration increases lubricity while dissipating heat from the cutting edge of the drill. Filtration removes metal contaminants and other materials, which improves drilling performance and prevents issues such as coolant holes clogging in small-diameter drills.”
Tooling manufacturers have been experimenting with the shape of the delivery orifice for through-coolant tools. Habben said, “Different designs and shapes of through-coolant holes are fairly new in the marketplace. For example, there’s a kidney shape hole for drills for some of the new low-carbon steels, like 316L or 304L stainless, that become sticky and gummy during machining. The different shaped hole makes the coolant swirl in a different manner to help extract chips.
Preventing chips from getting between the drill and the wall of the material being processed is crucial to hole quality. The shape and colour of those chips can help an operator know if the drill is producing a high- or low-quality hole.
“Having a nice, conical chip that flows out of the flute very easily is important. Chips that are two or three curls or small pigtails can bind up in the flute and rub and scratch the sides of the hole. This friction will cause a rough finish. Little martini glass-shaped chips don’t cause friction. You don’t want it to look like the drill is ripping and tearing the material,” said Habben.
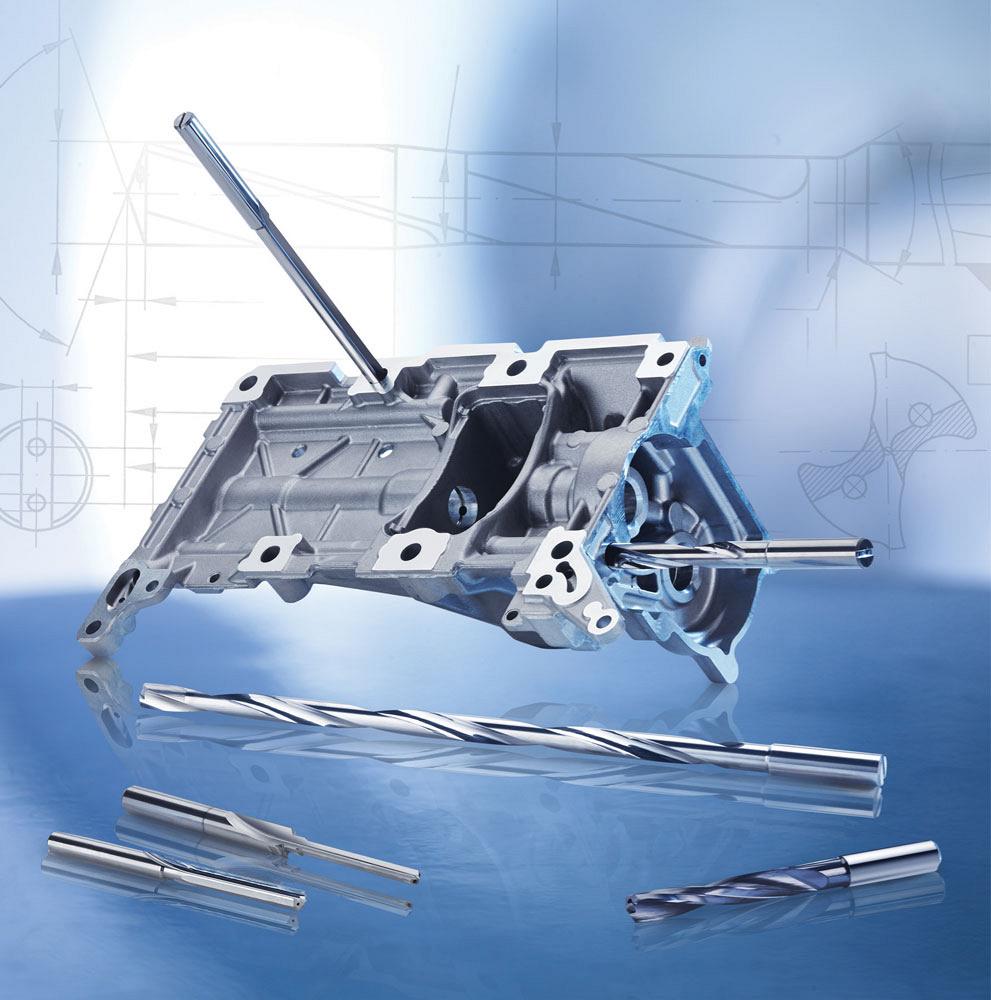
A Quadro Plus drill reamer produces deep holes in die cast aluminum and other non-ferrous materials with H7 to H9 hole tolerance and an operating speed of 1,000 surface feet per minute. Photo courtesy of Big Kaiser Precision Tooling Inc.
“The backs of the chips should look silver and shiny. Unlike milling where you want to see blue chips because that means the heat is going into the chip, blue chips when you drill mean that you are creating a lot of heat at the cutting edge. That heat will make the cutting edge wear faster.”
Associate Editor Sue Roberts can be reached at sroberts@canadianmetalworking.com.
Big Kaiser Precision Tooling Inc., www.bigkaiser.com
OSG Canada Ltd., www.osgtool.com
Sumitomo Electric Carbide Inc., www.sumicarbide.com

subscribe now


Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.





{kind=link}
{kind=link}