








{kind=link}
{kind=link}
Editor

“Exhaust systems in the automotive industry, however, can be a struggle,” Addition MT’s Abraham Hernandez. “Because of the push for lightweighting, exhaust manufacturers are looking for thinner wall materials, from 1.0 to 1.2mm, requiring bend applications of 90 degrees and deeper.” Images courtesy of Addition MT.
Tube bending is one process in metal fabrication that is still considered something of a black art because achieving the perfect bend, particularly on thin-walled parts, can be quite challenging. Regardless, some critical measurements need to be considered: the outside diameter(OD) of the tube, the wall thickness (WT), and the centerline radius (CLR) of each bend.
“In some applications, a lot of the challenges that arise in tube bending are not as much of a concern because, even though the work requires tight tolerances, the material being used is of high strength with a predictable bend profile,” said Abraham Hernandez, program engineer with Addition Manufacturing Technologies, Lebanon, Ohio, a diversified company that builds, among other products, tube bending machines and tooling. “Exhaust systems in the automotive industry, however, can be a struggle. Because of the push for lightweighting, exhaust manufacturers are looking for thinner wall materials, from 1.0 to 1.2mm, requiring bend applications of 90 degrees and deeper.”
Making quality bends in these more difficult applications requires proper care of your equipment. But it has also pushed machine manufacturers to create new systems that remove some of the challenges from the process.
Common Tube Bending Concerns
Manufacturers face several issues when bending tube:
Springback: Like any bending process, some springback can be expected after bending tube, which creates radial growth in the part. Although this is not particularly problematic as such, it needs to be taken into account in bend calculations.
Weld seam inconsistencies: Most tubes are produced with a longitudinal weld, and the quality of this weld can affect the tube’s roundness and the quality of your final bend. While there is little that can be done in the bending process to make up for a bad weld, it is important to understand the part the weld can play in any problems you see on the shop floor.
Ovality: This refers to a distortion of a tube’s cross section that can occur during the elongation that takes place during a bend. As the outside stretches, the inside radius will compress and, if too much ovality takes place, wrinkle. Your tooling setup can have a big impact on this particular problem.
Slippage: “With a tight radius, there is always potential for a lot of slippage and the potential to experience breakage on the exterior bend radius, especially when the radius is, say, 50 mm diameter and you are trying to pull the bend to 90 degrees,” said Hernandez. “That is very tight, and when you have a thin wall, you still have to apply a lot of force on the same plane as the bend, so the tensile strength of the material will affect how you process it.”
Tooling Considerations

Here we see an automotive component in the process of being bent in Addition’s eB 80 machine.
Tooling is one of the most critical parts of the bend process. The mandrel, which is what supports the inside of the tube, is particularly important. “Placement of the mandrel, bending speed, and acceleration all come together to create a bend that is accurate,” said Hernandez.
Two common types of mandrels are in use today, link and cable style.
“The main difference between the two is that with a link mandrel you can modify the pitch you have between the components depending on what you are trying to bend,” said Hernandez. “This is useful when you are trying to create a very tight radius. The link style requires you to play with the positioning of the mandrel, however, so for practical purposes, it is more efficient to use a cable-style mandrel for most jobs. Replacing a cable mandrel also takes only two or three minutes. A link mandrel could take up to 10 minutes.”
The wiper die, meanwhile, is the die that bends the tube into form. It is the positioning of the wiper die in combination with the mandrel that determines the success or failure of a bend.
For parts being made of relatively soft metals, like automotive exhausts, it is critical that the tooling be harder. “We have developed some coatings and hardening processes for our tooling to protect the aluminized material common in exhaust production today,” said Hernandez.
The company is also finding ways to simplify tooling changeovers with a patent-pending Quick Change Tooling System for its machines.
“Once you set up the tooling for a particular job, with this design it’s unnecessary to make any further changes,” said Hernandez. “A pneumatic system puts everything together so that when you’re making a changeover you are lifting from a single point to bring your next tool set in and put it in place. A typical changeover takes 25 to 30 minutes just to set up the tools, then 10 to 30 minutes to set up the right bends on the mandrel. A really skilled or experienced person could get that done in perhaps a half-hour, but our Quick Change Tool System makes it possible to get it done in 10 minutes.”
Tooling wear is something that is still essentially a visual check process.
“Machines come with guidance as to how to maintain them, but much of the wear on any piece of equipment is a function of how much it is used and how hard it is worked,” said Hernandez. “If you begin to see defects on the parts that weren’t present before, or breakage, that is a clear indication that your tooling needs to be looked at. We are looking at ways to create a predictive maintenance approach to this, but with each customer using a machine in a different manner, it is difficult to achieve.”
Lubrication
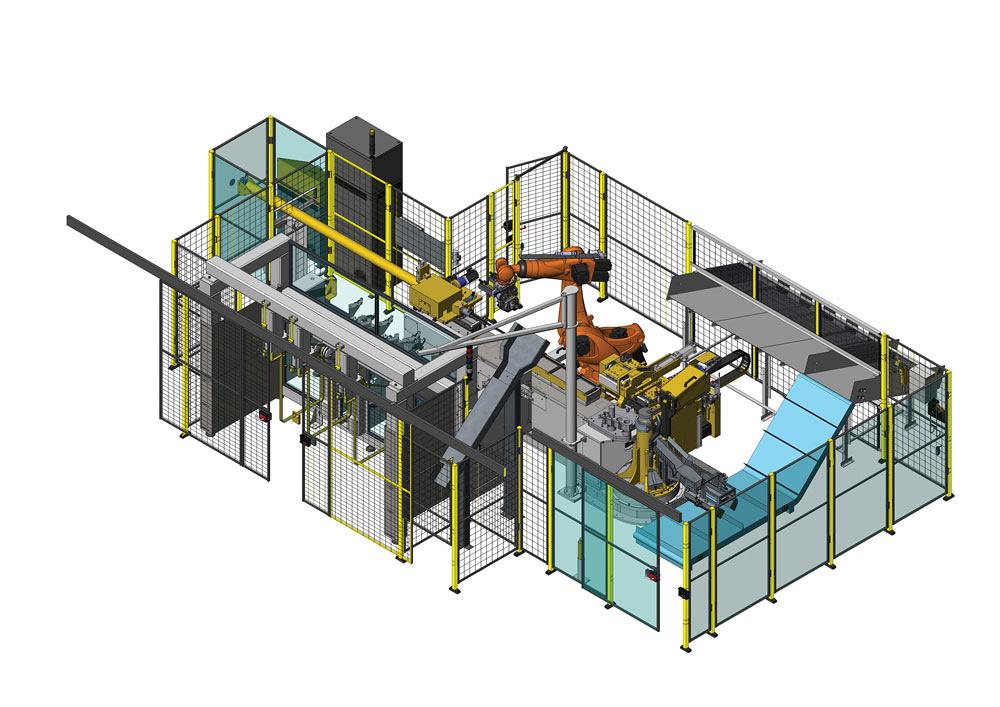
Addition has taken another step for the automotive industry, partnering with Kuka Robotics to produce an automated tube bending cell that it is now marketing to all of its automotive exhaust customers, the AMT 80 Automated Bending Cell.
Lubrication, along with the condition of bending consumables such as mandrel balls and wiper dies, are the key concerns in the bending process, according to Hernandez.
“Older machines need to be lubricated manually, and this step often gets forgotten in the rush to complete parts,” he said.
This is one concern modern technology has removed. All of Addition’s machines, for instance, have internal lubrication systems.
If you are lubricating an older machine, always ensure you are using a water-based lubricant. Oil-based products will cause problems with any post-bend welding.
Software and Beyond
Modern software has come a long way in simplifying most fabricating processes, and tube bending is no different in that respect.
“The speed of software has advanced significantly in the past 10 years, shortening cycle times by simplifying the way in which users can program bends that are getting progressively more complicated,” said Hernandez. “Again, this is particularly important for exhaust manufacturers. The automotive industry is constantly looking for new ways to shorten cycle times, and the tube bending industry is doing what it can to meet those demands.”
Addition has taken another step for the automotive industry, partnering with Kuka Robotics to produce an automated tube bending cell that it is now marketing to all of its automotive exhaust customers, the AMT 80 Automated Bending Cell.
“This the first machine we’ve created specifically for automotive exhausts that doesn’t involve people loading and unloading the machine,” said Hernandez. “Now the operator simply makes a few calibrations to prepare the machine to run. This particular machine was developed for one of our exhaust manufacturing customers, but it was adapted from a model that has been used in the aerospace industry for about six years. Using robotics, along with the patent-pending bend features we developed on this system, increases production by about 50 per cent per hour. The customer it was originally designed for now runs several of them in full production.”
Editor Robert Colman can be reached at rcolman@canadianfabweld.com.
Addition Manufacturing Technologies, www.additionmt.com




Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription
Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.




