







Editor

Amada’s Dan Belz has a very simple equation for when a fabricator should consider a laser welding system: “If between 40 and 80 per cent of the work you are doing is being touched by a welder, then you need to take a serious look at laser welding technology,” he said. Here we see the FLW ENSIS laser welder in action. Image courtesy of Amada.
Although laser welding has been around for several years, it seems only now that it’s about to reach a critical market stage where its adoption is going to accelerate here in North America.
“There seems to have been a wait-and-see attitude in the market, as if people weren’t certain that the technology had proven itself in the market,” said Masoud Harooni, product manager, laser welding, at TRUMPF North America. “Yet, how many parts in the cars we drive are made using laser welding every day?”
“In the past few years, the number of different types of vehicles powered by a wider variety of propulsion systems has grown,” said Mike Sharpe, FANUC Robotics Ltd.’s laser business development manager. “In the industry there are many different manufacturers with a mix of models, but their suppliers are serving an even broader market. That wider variety of product means more value-added work to be done. Lasers are an enabler to that.”
Hesitancy among job shops is understandable, of course – making a large investment in a technology that changes the shop’s approach to both its welding and its design processes can be daunting, particularly if the shop usually works from the designs of its customers.
But once customers understand the value added by using laser welding, they can adapt fairly quickly. Dan Belz, Amada’s FLW product manager, has witnessed how a job shop helped to change a customer’s perspective.
“Once they saw the quality of the parts they were receiving using laser welding, the customer basically gave the shop carte blanche to design the part however it would work best on the laser welding machine,” Belz said. “They basically said, ‘This is what the part has to do; design it how you can do it best for laser welding.’”
Cleanly Finished Jobs
The benefits of laser welding are fairly obvious when you see a part straight out of the machine. Using conduction welding, a laser welding system with a filler material takes two parts and essentially melts the material, joining two surfaces together. Common in automotive body assemblies that require high quality and smooth weld joints, such parts can be difficult to weld by hand. But with the right fixture, a laser weld on such a part takes little time and creates a cleaner, more precise finished product.
Heavy industry applications, meanwhile, benefit from the use of a deep-penetration (keyhole) welding technique, which might be compared to gas metal arc welding. The heat penetrates completely through the leading edge of the molten weld metal. As the heat source progresses, the molten metal fills in behind it to form the weld bead. With this technology shops can achieve a stronger weld (load per weld bead area). And because the heat input into the workpiece is much lower than with GMAW, the weld is less susceptible to issues such as cracking. Lower heat also means lower distortion on the part.
There are cases that there will be a gap in the joints and it is possible to bridge it using wire feed system on the machine. This system will introduce more material into the joint which will help to melt and bridge the gap.

“Using sheet metal fixtures, our customer was able to reduce production time on a part from four hours down to 18 minutes,” said TRUMPF’s Masoud Harooni. “We see many of our customers bringing creative fixturing solutions back to us too after they start thinking differently.” Here we see an example of fixturing in action in a weld cell. Image courtesy of TRUMPF.
Sharpe encourages people to think of laser welding simply as “another method, another energy source to do jobs that may have been done manually before, or as a tool that can augment or replace current processes.” The unique thing about it is simply how much more quickly it can finish certain jobs.
But the proof is in the pudding, as they say.
“We finished an install in January at a company that welds strictly mild steel,” said Belz. “This shop makes three different sizes of covers, between 1 by 2 ft. and 4 by 4 ft. They have designed a universal fixture for this work and weld about 350 covers every week. It was taking them four days, two welders on a first and second shift every day, to weld these. Now it’s taking them one day, two shifts, and two operators to weld them. Meanwhile, post-weld, previously they were touching every single one of these parts, sanding off spatter, grinding welds that needed it, and touching up holes. Now, 335 or more of those 350 parts are going straight to the paint booth, completely bypassing finishing. Now the paint booth has become their bottleneck.”
A second customer of Belz’, an OEM, has been going through the process of designing a new product around laser welding. The company is taking time to tweak and perfect the design for better fitment, but once it does, the machine will be busy pushing out large production runs. Although the front end redesign may be more complicated, long-term time savings benefits will be substantial.
Support For Smooth Production
It’s important that fabricators not get the idea that laser welding is as simple to adopt as flat-bed laser cutting.
TRUMPF offers training courses on the technology, primarily focused on fixturing and operation, but it also helps customers with design ideas transition smoothly to production.
Fixturing is seen as a hurdle to many considering this technology, but as Harooni explains, “Most of the fixtures we help customers design and use are very easy to build. Since the distortion is much less compared to traditional welding, fixtures can be made from sheet metal, which is lighter and less expensive compared to machined solid metal fixtures.”
Once a fixture is created, the repeatability creates its own advantages.
And once a fabricator is used to how the fixturing works both Harooni and Belz said they have seen clients become more creative. Belz cited one customer’s adjustable fixture as a good example. Harooni’s example is not dissimilarly remarkable.
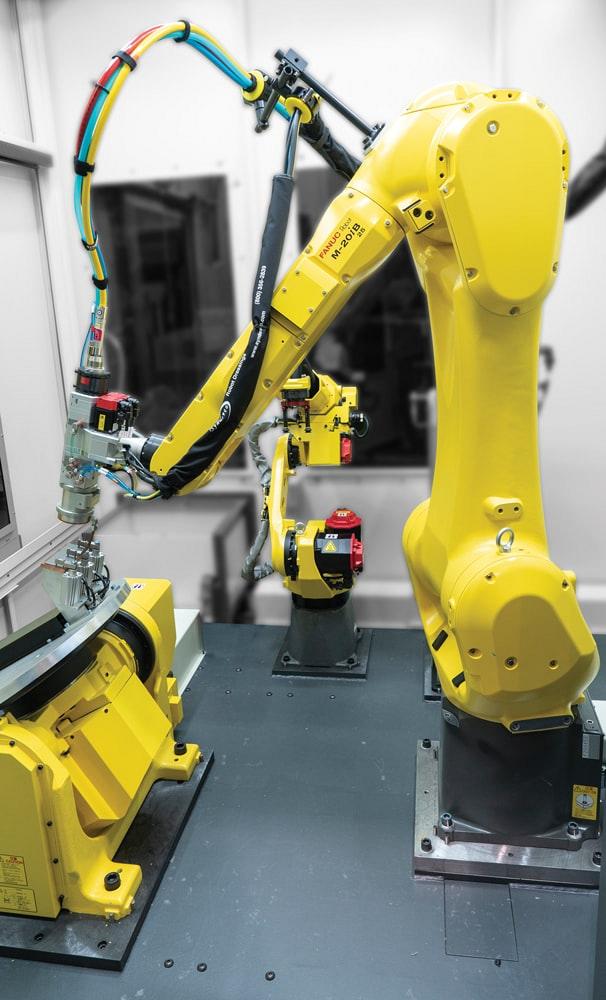
FANUC Robotics’ Mike Sharpe encourages people to think of laser welding simply as “another method, another energy source to do jobs that may have been done manually before, or as a tool that can augment or replace current processes.” The unique thing about it is simply how much more quickly it can finish certain jobs. Image courtesy of FANUC Robotics.
“Using sheet metal fixtures, our customer was able to reduce production time on a part from four hours down to 18 minutes,” said Harooni. “We see many of our customers bringing creative fixturing solutions back to us too after they start thinking differently.”
The other mindset that has to change once a fabricator starts along the road to laser welding is the “more bends, fewer weld seams” truism. Once a part is fixtured for a very fast welding process, extra bends sometimes can be counterproductive.
“In many cases, your sheet utilization goes down if you are cutting a part for the higher number of bends,” said Harooni. “Now, if you are building a box, say, it may make more sense for two end pieces to be stand-alone rectangular pieces that can be welded at a rate of 120 IPM onto a simpler bend profile. The point is, using laser welding changes the optimal design of many parts, and this will benefit the sheet utilization in cutting since each part has a rectangular shape.”
Belz has a very simple equation for when a fabricator should consider a laser welding system: “If between 40 and 80 per cent of the work you are doing is being touched by a welder, then you need to take a serious look at laser welding technology,” he said.
Production Tool Upgrades
Each manufacturer is constantly upgrading its product line to make laser welding easier for its customer. For instance, TRUMPF now has its TruTops Weld offline programming system, which allows shops to program parts for welding in a laser weld cell while other parts are running, so there’s no need to go through the process of teaching the robot using a pendant and losing valuable run time on the weld cell.
“The most important part of this program is actually our TeachLine sensor, which is integrated into the program,” said Harooni. “Normally when you take a software program and introduce it to the real world, the setup needs to be tweaked. However, this sensor technology detects the exact position of the component on the machine and adapts the program automatically. Again, this reduces re-teaching time.”
Amada, meanwhile, has its FLW-ENSIS machine, which has been upgraded with a new wire feed system that includes a wire straightener and a push/pull motor so it’s possible to mimic what a manual operator might do when MIG welding.
“The liner system for the wire has also been upgraded,” said Belz. “This combination, alongside our rotating lens, which allows you to bridge gaps in material more easily, gives you a lot more options when choosing how to tackle a seam.
“We’ve got customers that may be welding an inch bracket onto another piece of formed material and the fit might not be precisely right. But rather than fiddling with their fixturing, they are just dropping wire to fill it because they know it will give them the result they need. The wire feed helps to make the process more forgiving. We’ve spent so much time promoting fitment and fixturing, but customers understand what they need and when they need it, so those who are educated in the process now make choices based on their needs.” This is another example of customers who now understand the technology turning around and sharing their knowledge with the machine builders.

The benefits of laser welding are fairly obvious when you see a part straight out of the machine. The speed and precision of the weld, coupled with a reduction or complete elimination of post-processing, creates substantial time and labour savings. Images courtesy of Amada.
FANUC has broad experience on both the robotics and laser side of the business. At FABTECH Atlanta 2018, the company demonstrated what it called its FF3000 fibre laser welding system, which had a robot loading coupons into the machine, welding two pieces of material together, then laser marking the part too. The system demonstrates ease of use through direct control from the robot teach pendant, allowing the laser and robots to act as one, simplifying the application and maximizing uptime.
“We have a fibre laser selector technology that allows us to have multiple output fibres from one laser source, which could allow us to weld and cut in one assembly, for instance, which is expensive but suits the needs of some facilities,” said Sharpe. But Sharpe sees FANUC’s particular strength in its controls technology, which is well-known by many in the industry.
“The motion of the robot and the laser functions are all combined on the same control bus, which makes setup easy, and makes it possible to gather extensive diagnostics simply,” he said. Diagnostics in a FANUC machine means access to the company’s Zero Down Time (ZDT) systems management technology, which can let an operator know when some part of an assembly needs maintenance or replacement. “That will check certain trends and can let you know when your cover slide is getting dirty, for instance, or if you’re getting too much scattered light or the back reflection is too great on your laser. The point is to avoid unplanned maintenance, and this helps you do it.”
Everything, including the optics, is controlled directly from the teach pendant, which again means the user is likely to recognize the controls.
Like other companies, FANUC has developed a technology that makes it possible to better control the fibre laser on the part to bridge wider gaps in the material. This is known as a robot-controlled beam wobbler. The manufacturer developed its model with LaserMech.
“Our technology makes it possible to steer the beam in about a 50-mm pattern at the work surface,” said Sharpe. “Because both the robot motion and the laser are controlled by the same controller, you can get a very quick response to do very specific functions, including weaving, C clips, zigzags, and straight-line stitches on a seam. I can also scribe on low power mode, which is built into all of our lasers for marking parts. Weaving the beam, meanwhile, involves actually moving the robot while the beam is moving. That is what allows us to bridge gaps in welding materials, and allows us a wider process latitude because the movement is tightly controlled using servomotors. The precision of all the constituent elements means it’s possible to get very fine path positioning.”
Sharpe raised an important point when he mentioned controls, motion, and data collection. He sees the strength of his company in its ability to combine knowledge in lasers, motion, data collection, and artificial intelligence. While that may be true, it’s also true that the combined application of all of these things at different levels of a fabricating operation is changing the nature of the shop floor. The challenge for many is adjusting their approach to suit the new technologies that are now at hand for them to use. Those who have adopted fibre laser welding seem to be benefiting from their new investments. It’s just a slightly different mindset.
Belz sees the change happening quickly.
“We seem to have reached a tipping point. We’ve seen our sales double this year from the previous year. I expect the same to happen next year.”
While he still believes there is much education that needs to take place on the ground, Harooni is also convinced that adoption of the technology will speed up, and not just at OEMs.
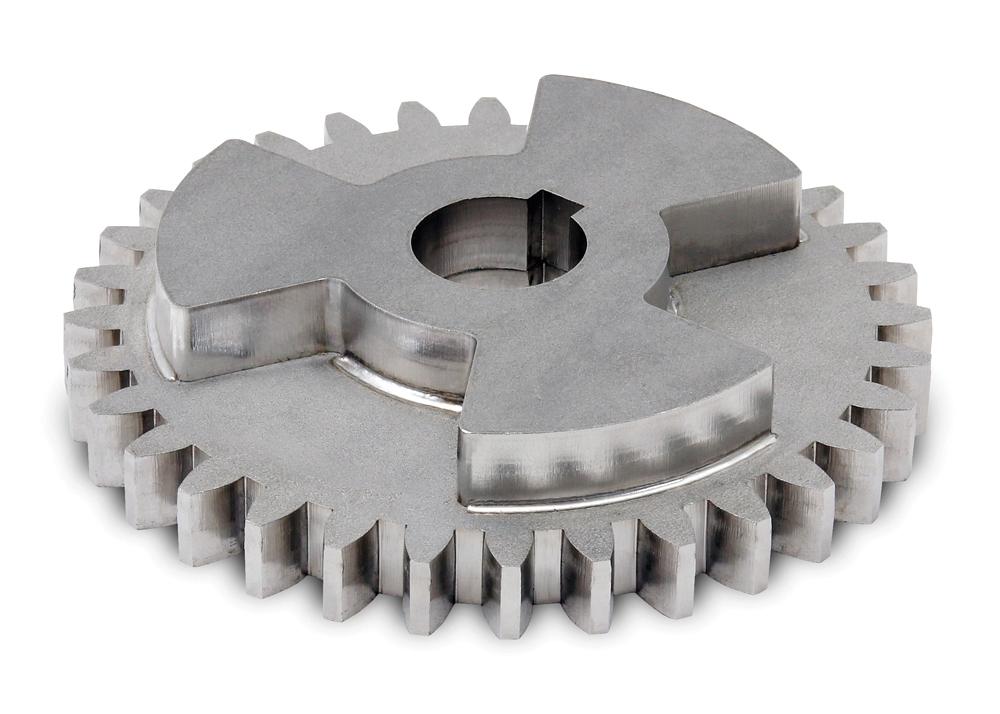
The benefits of laser welding are fairly obvious when you see a part straight out of the machine. The speed and precision of the weld, coupled with a reduction or complete elimination of post-processing, creates substantial time and labour savings. Images courtesy of Amada.
“Aside from OEMs, increasing orders show that job shops are eagerly using this technology to produce parts with higher quality and lower costs,” he said.
Editor Robert Colman can be reached at rcolman@canadianfabweld.com.
Amada Inc., www.amada.com
FANUC America Inc., www.fanucamerica.com
TRUMPF Inc., us.trumpf.com




Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription
Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.




