







A PM dichotomy: Turning equipment needs more, gets less
Avoid unexpected downtime and expensive repairs

Equipment manufacturers typically provide maintenance checklists that can be used as the starting point for establishing an effective PM program. Photo courtesy of Elliott-Matsuura Canada Inc.
High production demands, ever-increasing spindle speeds, and around-the-clock operation make carving out time for preventive maintenance (PM) on turning machines a challenge. With today's priorities of reducing production time to stay competitive and responding to just-in-time orders, it's fair to question using valuable time for routine maintenance.
Why Schedule PM?
Short response: The time taken to accomplish PM procedures ultimately contributes to profitability. Long response: Despite time diverted from actual chipmaking, proper maintenance will increase overall productivity, reliability, and machine life; reduce or eliminate breakdowns; and result in fewer costly replacement parts and repairs.
Some shops do take PM seriously, driven by demands imposed by ISO or supplier contracts that specify machine maintenance procedures to ensure in-tolerance parts. Some larger companies dedicate a technician or team of maintenance engineers to keep machines running around the clock. Proper scheduling can avoid maintenance downtime during peak production.
The reality, however, is that PM is too frequently viewed as a burden, not a necessity.
"PM is not happening. In the old days shops would allow 15 to 20 minutes for the operator to clean and take care of the machine on a daily basis, and maybe half an hour or 45 minutes at the end of the week. This is not done anymore—at least not in most cases," said Yves Juvet, vice president of engineering and service at Elliott-Matsuura Canada Inc., Oakville, Ont.
Whatever the impetus, a structured PM program can nearly eliminate malfunctions that lead to unexpected downtime.
According to a study conducted by Elliott-Matsuura, an estimated savings of $35,000 in three years can be achieved when recommended PM procedures are followed for a multiaxis turning center/mill/turn center. These savings are based on operating the turning center 100 hours per week during that time frame with three days of downtime, one-half day every six months, for coolant replacement and cleaning. Manufacturer-recommended PM procedures call for two days of maintenance each year.
The study examined costs of downtime, replacement parts, and consumables and included repairs considered avoidable with proper PM, such as damaged way covers; scored guideways and damaged Turcite®; spindle bearing failure; premature replacement of consumable parts; and more frequent coolant replacement. Estimated costs without recommended PM were $51,000; costs of performing PM were $16,000.
Avoid Production Loss
"Without proper maintenance, sometimes an operator will get lucky and the machine will go on and on, but usually things will eventually go wrong," said Milton Ramirez, turning product technical specialist at Haas Automation Inc., Oxnard, Calif.
Problems that can occur without proper maintenance include:
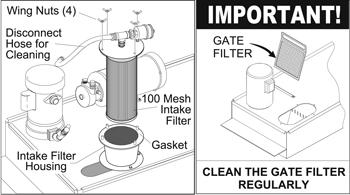
Illustrated instructions included in many equipment manuals guide operators and technicians in proper cleaning and maintenance procedures. Photo courtesy of Haas Automation.
- Failure of servomotor fans, cooling channels, and servo amplifiers if heat sinks are not clean.
- Spindle failure if a drain or breather ports are blocked.
- Damage to ball screws, bearings, guideways and linear guides if wipers are damaged or swarf builds up inside the machine and under the way covers.
- Failure of the plastic base and other components if the proper cutting fluid isn't used and the correct pH levels are not maintained.
- Clogged lines, injectors, and oil grooves from contaminated or incorrect lubricant can result in damaged ways or Turcite.
Look for Balance
Finding the sweet spot where just enough PM is performed for optimum machine performance but unnecessary steps are avoided takes planning and knowledge of shop operations. Begin with the daily, weekly, monthly, bimonthly, and annual maintenance points designated by the manufacturer. Then customize these points based on your actual production parameters.
Increase or reduce maintenance activities based on:
- Machine complexity, such as number of axes.
- Operating time.
- Material being machined and the type of chips generated.
- Type of cutting fluid.
- Level of lubrication system and line pressure monitoring.
- Spindle speed.
- Cleaning frequency.
- Optional equipment, such as central coolant system, coolant-filtering system, high-pressure-coolant delivery system, coolant tank, chips management system, chips flush system inside cutting area, mist collector, and loading/unloading system.
Turning machine OEMs set the example in their own plants. "We require that an operator do the minimum number of steps, such as removing chips, making sure the machine stays clean, and listening for noise or looking for strange machine behavior, to prevent problems," said Ramirez. "As long as they do that throughout the day—they do not necessarily have to set aside a specific time."
Machine Complexity Increases Importance of PM
"In the past a two-axis turning center had a little bit of maintenance—mainly lubrication," said Juvet. "Now the time to do proper maintenance is more than double. So, all technicians need to be trained accordingly."
Preventive maintenance gains importance as equipment becomes more complex. Technical advances add to the difficulty—as well as the ease of—proper PM. Difficulties arise when new machine capabilities increase the number of components requiring maintenance and ever-increasing speeds create new levels of wear.
Ease comes from built-in messages and actual directions that pop up on many machine controls.
"From the manufacturers there is an improvement because today's software and PC-based controls, and even CNCs, have a section for the maintenance and will stop the machine or give a warning when PM is due," said Juvet. He added, "On the new controls, there is even a picture and location as to where to go and what has to be done. That is a major improvement."
Ramirez credits customer feedback with some improvements that reduce PM time. "Recommendations come in from users and they are taken seriously. The things that are appealing to a large number of our customers we implement and do."
For instance, panels have been designed that will be easier to remove for access to components requiring maintenance. In another change, the most common solenoids that get troubleshot will be grouped in one box on the side of a Haas machine where the lubrication is located. Ramirez said that these changes will make monitoring easier and less of an intrusion on productivity.
Plan to Stay Productive
Equipment manufacturers advise you to invest in the time to train operators and technicians to know what needs to be done to keep machines running at optimal levels. Take advantage of maintenance training they offer, which is often included as part of a new equipment package.
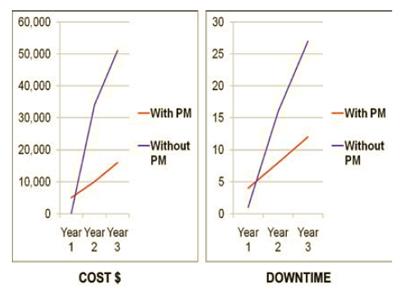
Over a three-year period, proper PM was estimated to cost $16,000 and require six days of downtime. Equipment failures that could have been prevented with proper PM were estimated to cost $51,000 and result in 27 days of unplanned downtime. Note: Downtime for the first-year warranty and issues such as switch,11fan, battery failures, and crashes were not considered in the study. Charts courtesy of Elliott-Matsuura.
Use check-off charts to record when PM actions have been completed. This type of recordkeeping alerts operators to what steps have been accomplished and what remains to be done to avoid duplication of effort or missed procedures.
Work with equipment manufacturers to develop a schedule of planned PM visits from their technicians to perform more involved and thorough equipment checks, replace worn components, and ensure the stability of your manufacturing process.
"Right now I think maintenance is even more important than it used to be as machines are much faster. Maintenance has become more complicated," said Juvet. "In a typical turning machine today we have all the live tooling, all the mechanics to take care of. These machines need to be looked after."
subscribe now


Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.
- Trending Articles