







Lights out, grinder on
Advanced software makes it easier to program for lights-out grinding
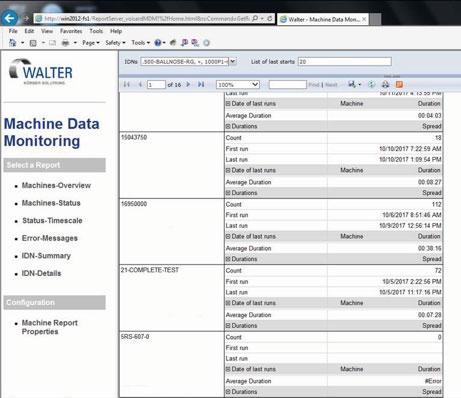
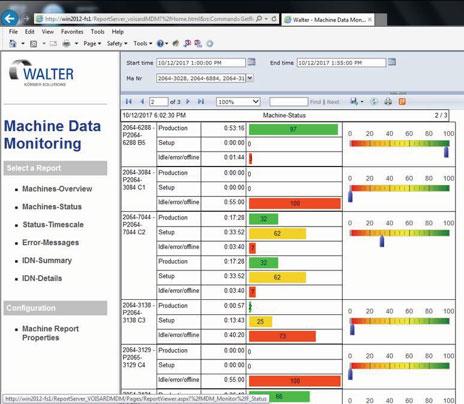
The tool IDN grinding summary allows for grinding program time studies to optimize production and pair a product to best equipped machine for its production. Photo courtesy of United Grinding North America Inc.
Creating a whirl of lights-out grinding activity is all about pre-production preparation, extreme attention to detail, and unfettered communications. Every movement needs to occur in a precise, predetermined sequence, have the results measured, and possess a tolerance variance within which automatic adjustments are acceptable. Grinding wheel wear needs to be continually monitored, and wheels need to have a system in place so they can clean themselves without shutting down the job. Resulting cuts need to be subjected to exact in-process measurement.
Meticulously programmed software needs to guide the wheels, monitor all aspects of the job, and communicate.
Notifications need to be sent to appropriate humans, wherever they may be, when anything falls out of spec or an unexpected event like a power failure interferes with production. That same software needs to alert the appropriate individuals when a job has been successfully completed.
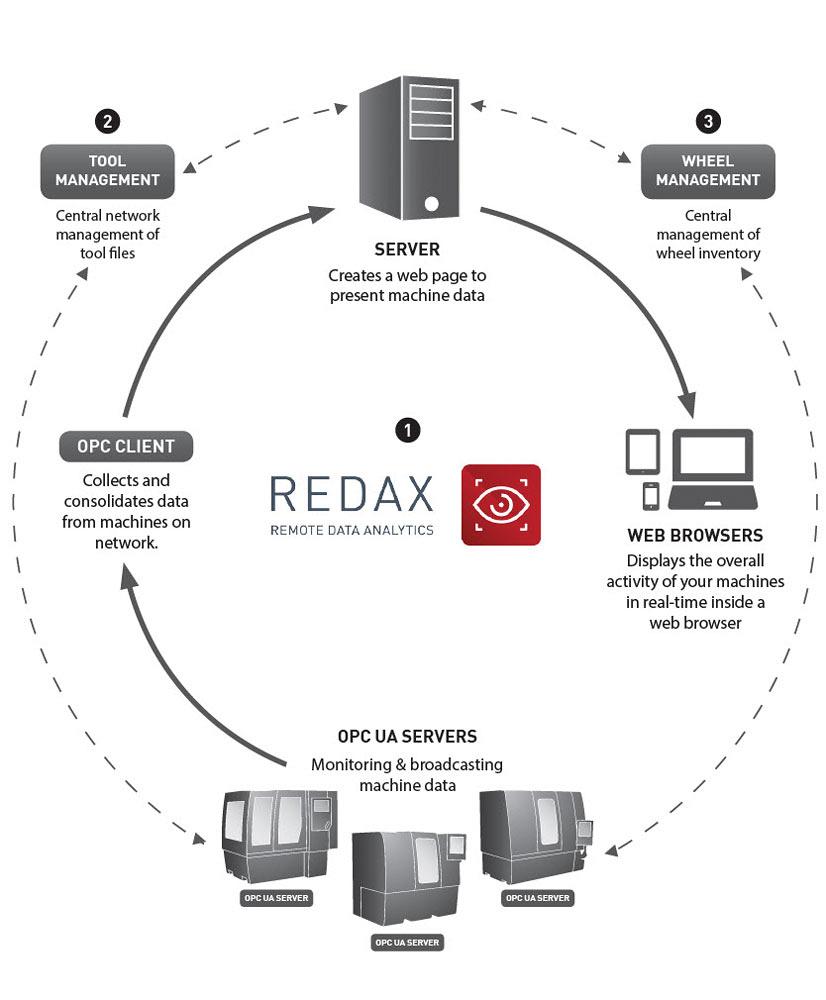
“Grinding machine owners are looking for the ability to remotely monitor machines for better intelligence on grinding performance and downtimes. Lights-out grinding requires that all machine and production information from the entire shop floor be collected, consolidated, and displayed,” said Thomson Mathew, software product manager at grinder OEM ANCA CNC Machines. “This information includes the status and activity of machines, which are critical to making informed decisions that impact production.”
Logging into a shop’s server operating with remote-capable software can let anyone with the proper credentials access live production information on a single machine or the entire shop floor action at any time without involving another person.
Protecting the Tolerance
Ron Grimes, tool group application manager for United Grinding North America Inc. , said that automatic tool inspection and corrections are particularly critical when a process is left unattended over a shift or a weekend. A slight, unnoticed deviation in the process or material buildup on the grinding wheel can redirect a batch of parts from delivery to the customer to rework or recycling.
Including acceptable parameters for each function is equally important so the software will recognize when to stop production and notify the appropriate people of an unacceptable condition and when an automatic adjustment is allowed. “Initial setup is critical. You have to build fail-safes into the process. Tolerance bands need to be set. If a measurement is within the tolerance band, which can be very small, the process continues.
If a small correction is required within that tolerance band, the tool IDN [interaction dynamics notation] can be automatically adjusted and production continues. If the variance is too high for in-process correction, the process will be stopped.
“An internal measuring system can find an OD diameter, core diameter, and rake angle of a flute using a touch probe.”
Adjusting During the Grind
The grinding wheel is the object that changes over a production run. This change will alter the critical geometries of the tool being manufactured if not controlled to minimize this deviation from the optimal shape. The grinding wheel starts at a known diameter, with defined angle and measurable corner radius. How quickly the wheel breaks down depends on programmable parameters such as grinding spindle speed, the feed rate of the machine axes, and the depth of cut. Software must allow for building safeguards into the production run to maximize the volumetric removal of material while keeping the wheel in optimal cutting condition.
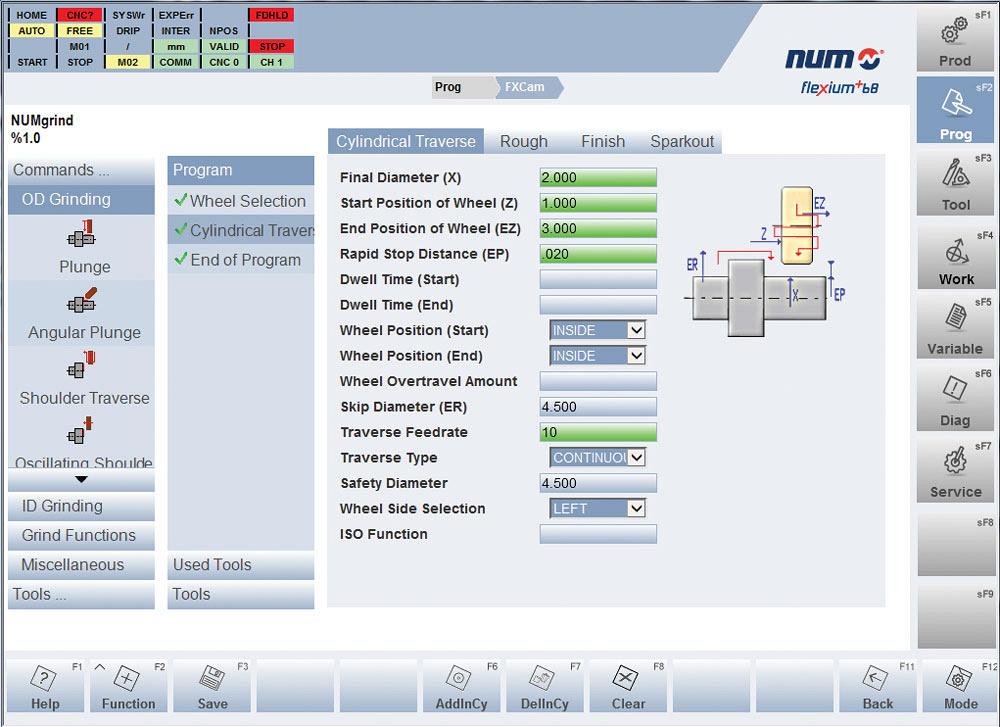
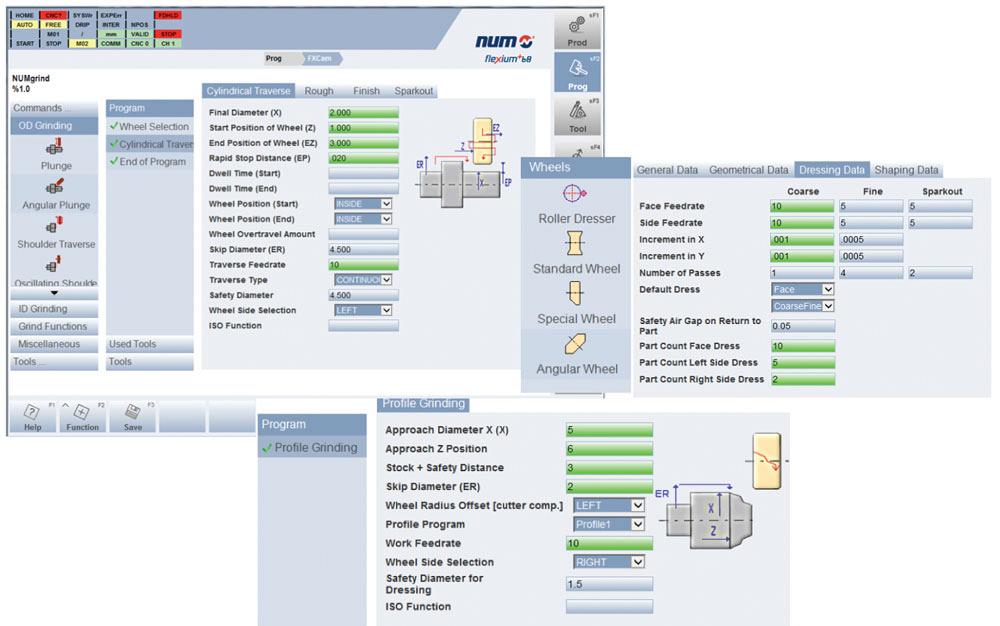
Pull-down menus within NUMgrind® software enable programmers to graphically select cycles with one mouse click and enter data to create a program without working with G-codes. Photo courtesy of NUM Corp.
“The software can direct the wheel to a conditioning system to clean itself after cutting a certain number of parts so it isn’t compounded with a lot of material that will adversely affect the cutting action,” said Grimes. “There are software functions that monitor the spindle load—the electronic resistance—to determine cleanliness of the wheel bond. We can program an adaptive control that continually monitors grinding spindle torque to prevent the grinding wheel from exceeding a torque threshold and causing a detrimental effect on the wheel and production.
“As the spindle load approaches this threshold, the grinding cycle is slowed down. The wheel won’t deteriorate and begin producing out-of-spec parts. The last 20 or 30 of a 100- to 1,000-piece batch may take longer to produce, but they will still be within print tolerance without operator assistance.
“Another software tool, our feed rate optimizer that optimizes the speed at which the machine can grind, is also an important tool at the operator’s disposal. Since the forces in place change as the wheel cuts further into the part, the real feed rate changes. The software calculates the path, continually changes the feed rate, and varies the grinding feed rate to produce the part as fast as possible, greatly reducing cycle time to enable the most product per hour.”
Simplifying the Complex
Algorithms for handling much of the complexity of developing programs for lights-out grinding have been built into the software programs. Steven Schilling, managing director for NUM Corp., which develops proprietary software for its controls, said it is important to make it easy to program a grinder whether or not an operator is involved during the actual production. And the software needs to easily interface with other shop software packages.
“Grinders are often programmed at the machine, so it is key that it includes an interface designed for shop floor programming. A conversational-type interface allows the operator to basically follow the graphic menus and enter the data into the fields without having to program G-code. “Functions related to features like in-process measurement and gauging will trip up production if specifications are not being met, so once it is programmed the process is really running without any kind of local attention. Once the grind cycle is created, the machine can be set to a repetitive mode and run the programmed number of parts unattended.
“The control itself has the ability to interface with a supervising system through the MTConnect® interface and share active part programs, number of parts created, spindle speeds, grinding power values, axis positions, and error messages--things like that--on the shop floor or remotely.”
Retrofitting Can Happen
Depending on the age of the machine and the capabilities of the software package, providing an older machine with the necessary upgrades to perform in a lights-out environment is often a good possibility.
“Retrofitting older machines to handle the newer software is possible to an extent, but we can run into older hardware computer systems that have limitations. We get to a certain point and we recommend a booster box, which is basically an offline computer that can run all the software calculations and send them to the machine,” said Grimes.
Mathew said that a basic requirement for using the software that will allow lights-out grinding is that the machine or machines are networked and on the same network as the activated Open Platform Communications Unified Architecture (OPC UA) server that allows the software programs to communicate with the equipment. “The software installs itself from a USB stick. For older machines, backdated to 15 years, a simple software update can make the options necessary for lights-out grinding available.”
Measuring and Communicating
Mathew said, “Lights-out grinding is made possible with support from in-process systems that measure and compensate for changes within a few microns in large batch quantities and internally calculate and display the process capability and performance of the machines.
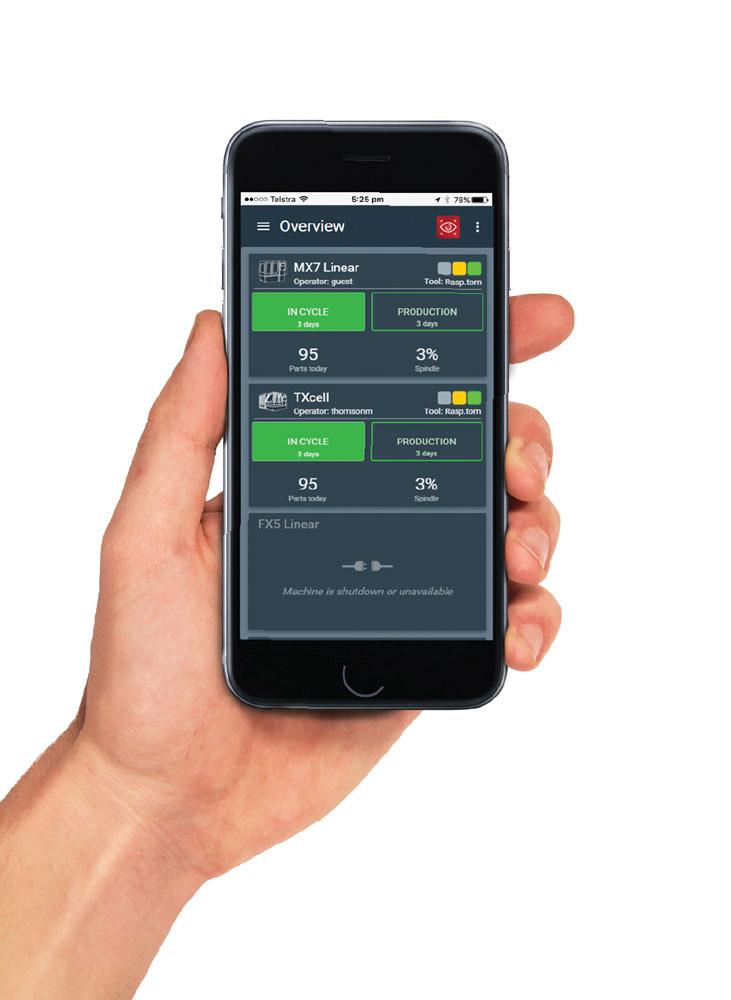
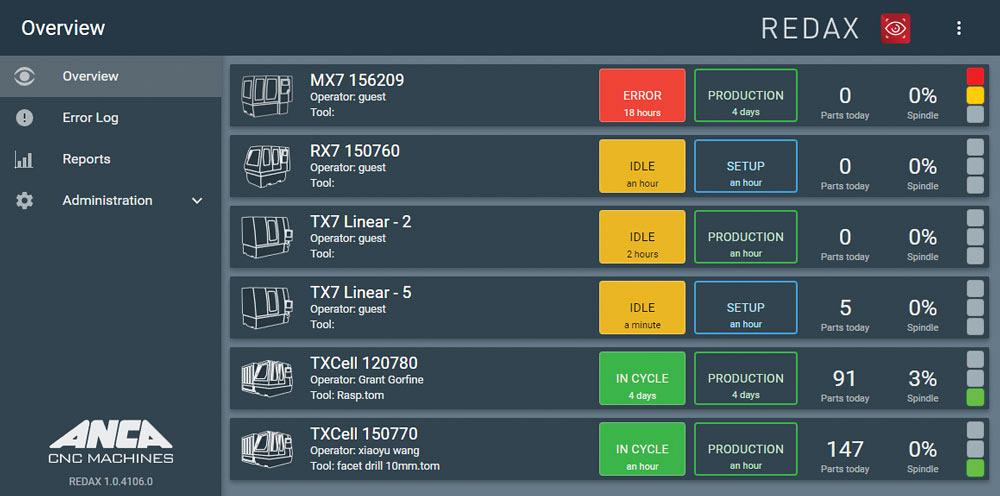
ANCA’S Management Suite software monitors machine and production in real time and delivers up-to-date information anywhere. Photo courtesy of ANCA CNC Machines.
“Remote operation means there is complete visibility of the machine status and activity that can be viewed from the office PC or anywhere in the world.”
ANCA CNC Machines, 248-926-4466, www.anca.com
NUM Corp., 630-505-7722, www.num.com
United Grinding North America Inc., 937-859-1975, www.grinding.com

{kind=link}
{kind=link}
{kind=link}
subscribe now


Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.
- Trending Articles
1
Automating additive manufacturing

2
CTMA launches another round of Career-Ready program

3
Collet chuck provides accuracy in small diameter cutting

4
Sandvik Coromant hosts workforce development event empowering young women in manufacturing

5
GF Machining Solutions names managing director and head of market region North and Central Americas
