







Mold steel - P20 or not P20?
The venerable mold steel isn’t the only choice for successful injection mold materials...but it’s a stable, solid foundation for a good mold.
Ask any mold maker most anywhere what’s the most commonly used mold steel and he or she will probably say, “P20” without hesitation. P20 is almost synonymous with injection mold steels, and with good reason.
What is P20? The popular material is compositional ly very similar to the aerospace 41XX “chromoly” steel. Carbon content is typically a full 0.40 percent, so it’s not surprising that P20 is an oil-hardening steel, quenching after a thorough soak at 830C. P20 is also versatile and easy to work with: it anneals at 780C and can be tempered at very low temperatures with still air cooling.
It’s possible, for example, to temper a moderate section to 51HRc with temperatures as low as 100C, and importantly, P20 can be stress-relived just before final machining at a reasonable 480C with still air cooling. All of these temperatures and cooling conditions are achievable from widely available sources with excellent control, allowing heavy, high-speed roughing of cavities, for example, with the ability to stress-relive before the final, gentler finish cuts.
While 50-plus HRc hardness is available from the base steel, P20 can be case hardened to the high 50’s HRc and readily nitrided to 60HRc if hard- ness plus corrosion resistance is needed. Case depths of up to half a millimeter are possible. Chromium plating is another option, although a modest tempering soak is recommended to prevent hydrogen embrittlement.
There are two major advantages to using P20 from a heat-treating perspective. The first is that heat treaters are familiar with the mate- rial and can draw on lots of experience in recommending a profile to suit a specific job. The other is that P20 can be commonly machined in the pre-hardened and tempered condition, then readily treated post-machining if necessary.
The use of pre-hardened grades, however, adds pressure on the mold maker. Deep cavities require thick section blocks which, if poorly heat-treated, will have a pronounced “case and core” effect. If the machining process strips off the outer layer, residual stresses will distort the block, requiring one or more stress relieving treatments. Through hardness can be improved with specialty P20 grades....ask your tool steel supplier and/or heat treater for recommendations.
Like most tool steel applications, material selection is about tradeoffs between desired properties. Steels with a high sulfur content for example, are well known for excellent machinability, but polish poorly. “Improved” P20 with significant nickel content helps improve homogeneity while retaining good polishability.
Good polishability is a hallmark of P20 steels, but for surfaces requiring very close-tolerance mirror finishes, modified P20 chemistries are available for specialized jobs such as lens molds. Textured finishes also require consistent hardness across the surface to avoid issues with texture depth, haze and gloss. Acid etched finishes are especially susceptible to composition issues, as the acid eats preferentially at metal grain boundaries... inhomogeneous steels can pit noticeably when etched.
Alloying elements are one way to improve consistency, but the way the block was cast is also crucial. Advanced production techniques like vacuum remelting and powder metallurgy can make cleaner, more consistent steel, but naturally at a higher cost.
For all but short run, low cost molds however, cheap steel isn’t a sensible place to control costs. Machining, for example can be the largest component of the mold cost, and inconsistent hardness can wear tools and slow both feeds and speeds.
Mold repair can also be a consideration. The heat affected zone of almost all repaired tools will be significantly harder than the base metal...with implications for the surface texture. Pre and post-heating during the welding process is essential to reduce the hardness mismatch and also to stop the cracking that frequently occurs with hurried on-the-fly repairs. Mold welding is a specialty craft that should only be done by experts familiar with mold and tool steels.
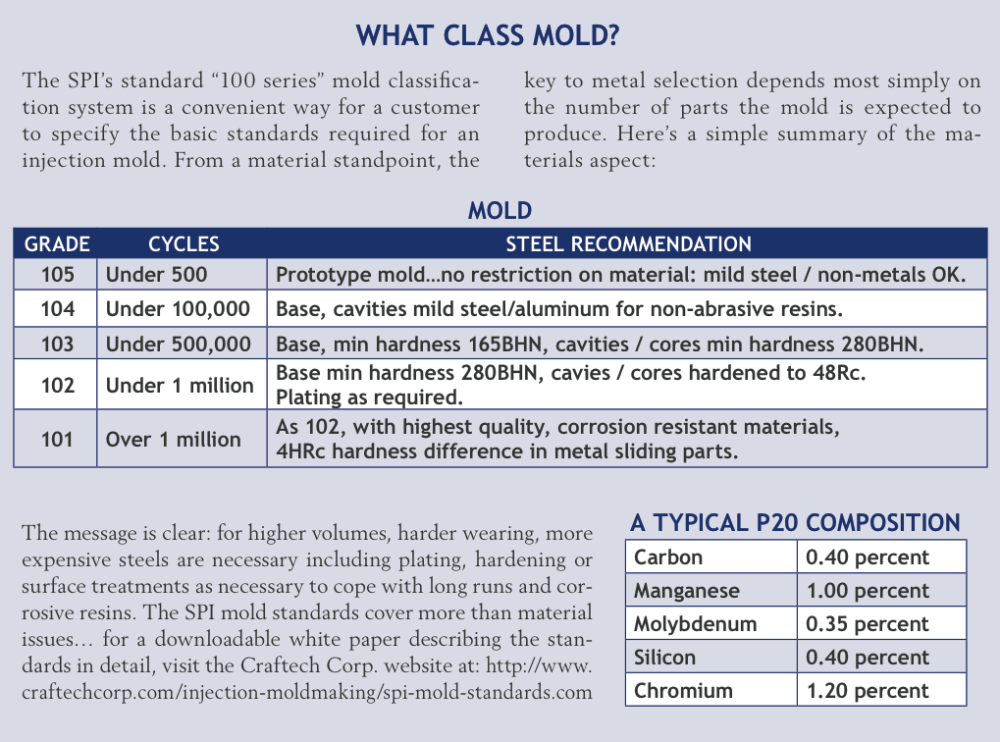
What specification?
With multiple chemistries from many suppliers, it’s difficult to define “P20” in today’s environment. Improved grades with fine control of composition plus extra elements like nickel can be ordered for specific applications. The size of the mold, needed hardness, desired surface finish, presence of abrasive resin fillers or corrosive gas formation from PVC for example, all require careful selection of the steel grade.
Some non-P20 grades will work well in mold applications, but bring unique properties that may or may not be useful. A va- nadium steel, for example, may have excellent red hardness, not important in an injection mold, but may also hold a good polish and resist wear in a tough application.
There is no single “best” mold steel and as a result, P20 formulations have evolved into a family that varies by supplier and even by geographical region. A Chinese mold built with “P20” may have a significantly different steel composition than a Japanese, European or Canadian mold.
Dealing with a trusted vendor with strong traceability and quality assurance systems in-house is a good way to eliminate surprises. In the end, P20 remains a popular choice for injection mold making because of it’s all around balance of properties, ready availability, reasonable cost and perhaps most importantly, the comfort factor that comes with years of shop floor experience.
With ever larger molds representing greater risk with each project, few tool owners will take a chance on an unproven mate- rial, unless the performance benefits are substantial, or there’s no other choice for the application. P20 will be around for a long time to come.
About the Author
About the Publication

subscribe now


Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.




