







Tiny moulds, large possibilities
Interest in micromoulding is leading manufacturers down new paths
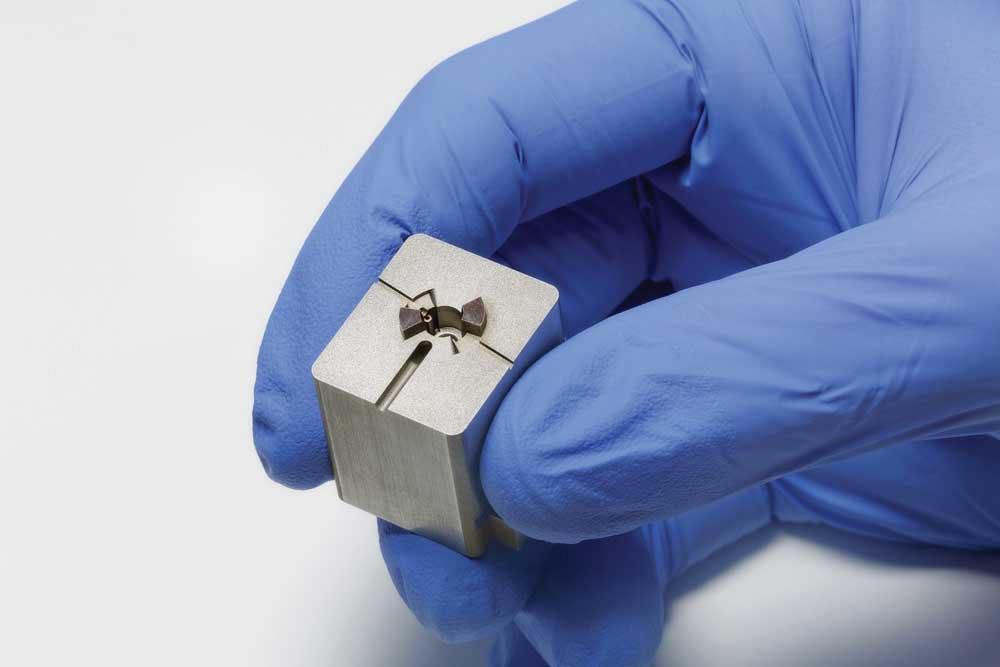
Micromoulding involves making tiny parts, such as this steel mould insert, with specialized tools and processes. Photo courtesy of MTD Micro Molding.
A relatively new and difficult process, micromoulding is rapidly growing in popularity, driven by the ever-increasing demand for smaller and smaller medical parts and electronic components.
Dennis Tully, president of MTD Micro Molding in Charlton, Mass., performs micromoulding at his shop, making tiny plastic parts via an injection moulding process. Founded in 1972 by his father, MTD initially was a traditional tool and die shop, but started getting into micromoulding around 2001 at a customer’s suggestion. Today MTD has 32 employees, and the majority of its revenues come from micromoulds.
Tully describes micromoulding as a specialized craft that not everyone can master.
“The skill set necessary for micro is quite a bit different than macro, not only on the tooling side, but on the moulding side,” said Tully.
Micromoulding involves making extremely tiny parts with extremely tiny tools and moulds. But just how tiny is tiny?
Although there is no standard definition of micromoulded components, an industry-accepted definition of such components typically includes one or more of the following attributes:
- Fractions of a plastic pellet or weighing fractions of a gram.
- Wall thickness of less than 0.005 in.
- Tolerances of 0.0001 to 0.0002 in.
- Geometry seen only by use of a microscope.
These diminutive dimensions make micromoulding ideal for crafting very small medical parts and devices that are implanted in humans.
Big Market for Tiny Parts
Of all the markets for micromoulded parts, medical is probably the most prominent, said Brian Pfluger, electrical discharge machining (EDM) product line manager at Makino.
Indeed, most of MTD’s work goes to large medical OEM customers.
Products made by Tully’s company include hernia mesh screws, neural implants, surgical clips, suturing devices, catheter tips, and hard and soft bone anchors.

How tiny is tiny? Micromoulding involves making extremely tiny parts with extremely tiny tools and moulds. Photo courtesy of MTD Micro Molding.
Mark Rackley, president and CEO of Stack Plastics in Menlo Park, Calif., has been doing micromoulding for roughly a decade, primarily to make medical parts.
Creating proper tooling is the vital first step in the process, said Rackley.
“In micromoulding, tooling is really key. The parts are so small and the gates are so small,” he said.
It’s the same at MTD.
“The EDM creates the [tool]. To start a project, we have to build the tool that goes into the moulding equipment. That process of building the tool is always done with EDM,” said Tully.
To this end, MTD uses wire, sinker, and micro EDMs from machine manufacturers AgieCharmilles (now called GF Machining Solutions], Sarix, and Mitsubishi.
Pfluger said that Makino’s UPN-01 wire EDM is suitable for this step.
“The UPN-01 is designed for small micropieces. It can go down to 15-micron-diameter wire. It has the ability to run really small wires, which gives us greater accuracy and smaller inside corner radii capability. Its design means the wires run horizontally. We do that to gain greater threader reliability,” said Pfluger.
This wire EDM from Makino can thread start holes as small as 30 μm in diameter and achieve submicron-level accuracy. It features the company’s universal Hyper i control system.
Once the tooling is ready, it’s time to move on to injection moulding.
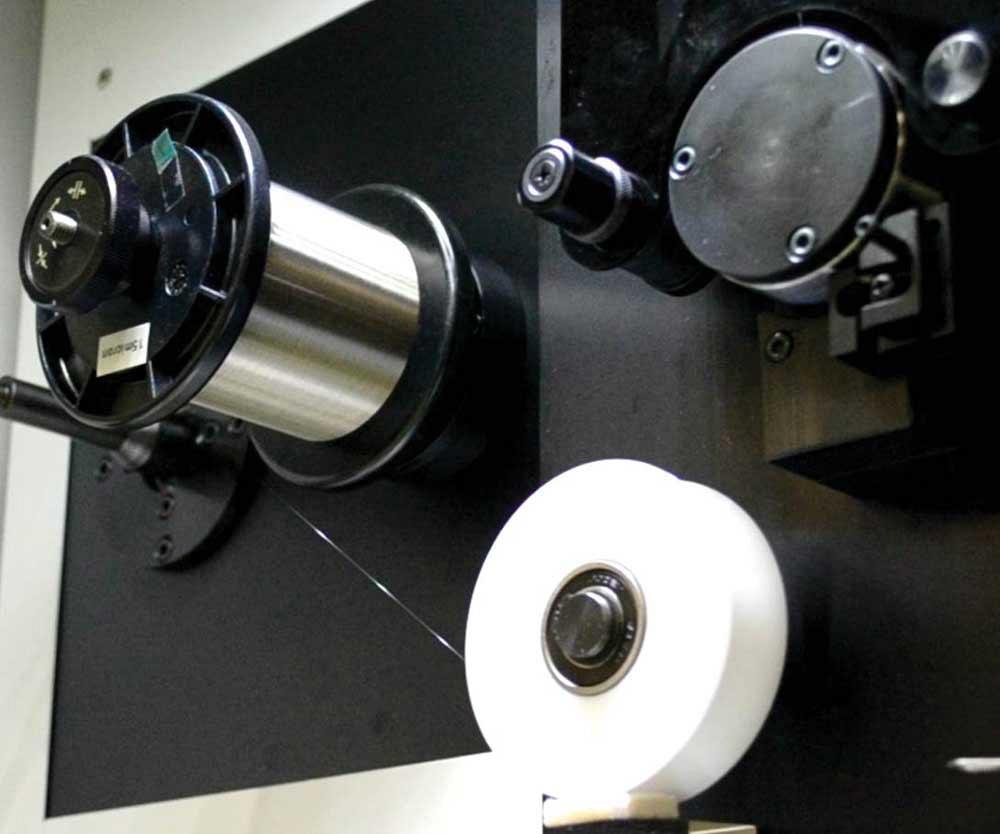
Micromoulding is a rapidly growing manufacturing sector, driven by the demand for smaller and smaller medical parts and electronic components. Photo courtesy of Makino.
At MTD, an older Sodick moulding machine is used primarily for this task, explained Tully.
“We’re still using the second machine that we purchased for micromoulding. Its capability isn’t as great as a machine we can buy today, but it’s still capable of doing a number of projects,” he said.
MTD’s Sodick machine is a hybrid, with a screw-over-plunger design.
“The screw [melts material and meters it to] the plunger, which delivers molten material to the mould. This technology works extremely well on a variety of materials. It works really well for lots of different geometries that we’ve been challenged with,” said Tully.
Sodick moulding machines have a two-stage plunger injection process, which provides good shot-to-shot accuracy and repeatability. These micromoulding injection machines also offer uniform melt conditions and a high-precision clamping system.
For its part, Stack Plastics primarily uses injection moulding machines from Toshiba, although it also has machines from Japan Steel Works (JSW) and fellow Japanese manufacturer Nissei.
Injection Then Inspection
Once the injection moulding process is complete, MTD puts the part through a thorough inspection.
“In the moulding cell we have a robot that will take the product from the mould and then go through a series of inspections with camera systems built into the moulding cell that will verify important characteristics,” explained Tully.
In addition to tiny sizes, other micromoulding challenges are tight tolerances, complex geometries, and difficult-to-cut materials.
“Another big challenge with micromoulding is not only does the machine have to produce smaller feature sizes because the parts are now smaller, but the machine also has to produce to a higher surface finish. Because with these micro details, there’s no such thing as manual polishing,” Pfluger said.

Small-diameter wires, often as small as 15 microns, give mouldmakers better accuracy and smaller inside corner radii capability. Photo courtesy of Makino.
Parts handling also is a lot more challenging with tiny parts.
“You can’t use a counting scale to count out 5,000 micromoulded parts. They’re just too small. You’ve got to count them by hand. That means laying them out or counting them as they come off the press,” said Rackley.
As for the materials used in micromoulding, they include high-flowing polyethylenes and high-temperature-resistant materials. Polyether ether ketone (PEEK) is used very often in the medical industry.
“Everything we do here is in the thermoplastic family. We’re doing harder materials like PET [polyethylene terephthalate]. Also, we’ve done some work with PEEK in the micro realm. There are some high-flow PEEKs that work pretty well. LCP [liquid crystal polymer] is also a really good material for micro because it has such good flow characteristics,” said Rackley.
Thermoplastics are polymers that become pliable when heated then solidify when cooled. According to a white paper MTD produced, thermoplastics are suitable for micromoulding thin-walled microcomponents.
In the 10 years Stack Plastics has been doing micromoulding, Rackley said the technology hasn’t changed much, though there have been improvements to the equipment involved.
“EDMs are getting better. The wires are getting better, [and] you can use smaller wires to get better cuts,” he said.
Future Tech
One technology that could potentially have a major impact in micromoulding circles is 3-D printing.
“I think that [3-D printing] is an industry that has shown enormous improvement. I think it is a candidate for at least development work. I don’t think they’re quite there yet, but they’re really close to being able to produce parts that could be used in a production environment for limited-volume capabilities,” said Tully. “I don’t know if they could get to the scale that they could compete with a moulding process. I guess it’s possible. I’m sure they’re continuing to try to push and get there.”
“You can do a lot more with geometry with a printer than you can with moulding,” said Rackley. “Eventually when the technology gets good enough so they have [improved] resolution, they’ll be able to print parts.”

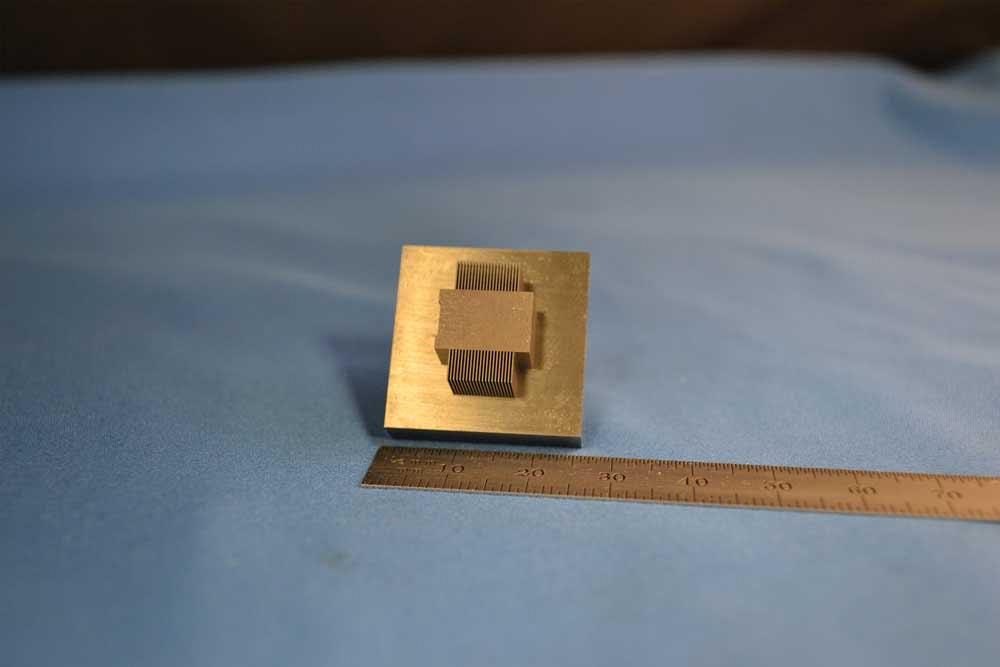
MTD has 32 employees, and the majority of its revenues come from micromoulds. Photo courtesy of MTD Micro Molding.
Rackley described micromoulding as a very challenging process.
“You have to be dedicated and smart to figure out ways to do it,” he said.
For all that, pundits expect the micromoulding sector to continue expanding.
“I think it will definitely grow. Medical and electronics are by far leading that trend, based on the miniaturization of anything electronic and anything that would be surgically implanted in the body. The smaller the better. Its popularity will expand. But with that comes higher-level machines and higher-level engineering as well. That might be a barrier for some users to venture into micromoulding,” said Pfluger.
Contributing writer Nate Hendley can be reached at nhendley@sympatico.ca.
Makino, www.makino.com
MTD Micro Molding, www.mtdmicromolding.com
Stack Plastics, www.stackplastics.com

{kind=link}
About the Author
About the Publication

subscribe now


Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.
- Trending Articles
1
Identifying the hallmarks of a modern CNC

2
Tooling for spot facing and counterboring is completely customizable

3
CTMA launches another round of Career-Ready program

4
Collet chuck provides accuracy in small diameter cutting

5
Sandvik Coromant hosts workforce development event empowering young women in manufacturing
