







{kind=link}
Technical Sales Representative

It’s almost inevitable that welding and metal fabrication operations will eventually outgrow the ventilation systems they started with. Many welding shops begin as small enterprises that expand with time, requiring the installation of new booths, additional work shifts, or new technologies such as laser cutting. Any of these can lead to an increase in dust and fumes, which can overwhelm smaller exhaust systems that might have been adequate at the beginning.
If your operation is producing noticeably dirty air, it may be time for a system upgrade. When it comes time to add to or upgrade your plant ventilation systems, there are a few basic steps to follow to ensure the best results for your facility.
The Challenge
Let’s examine these recommended steps through the experience of one fabrication shop in southern Ontario. The shop manufactures extensions for forklifts as its primary product, but also takes on smaller fabrication projects as well. It works primarily with carbon steel, which produces a fine, dense fume. It had grown to five welding stations running two shifts and had recently added two laser cutters.
Although the shop is located in an industrial area, a nearby residential community was growing and beginning to encroach on the location. The facility was venting smoke and fumes directly to the exterior with exhaust fans. The situation posed a concern to local residents, and potentially bordered on violation of local air quality regulations.
Inside the building, conditions were also smoky—not just in the fabricating area, but in the front business office as well. The fabricator used a system of makeup ventilation air, but an older system of hoods, ducts, and exhaust fans was unable to exhaust the dirty air fast enough to maintain proper indoor air quality.
In addition, a poorly designed system of source-capture arms intended to collect fumes from each workstation sat idle because the arms were inconvenient for workers to use. Beyond a workplace safety issue, the accumulating iron dust also threatened fine machinery components, including electrical panels.
It’s important to think holistically about a fume management protocol. The owner of the shop decided to take action to reduce emissions and improve worker health and safety. He called a consultant in his area to help devise a plan to solve his industrial ventilation problems. Together they developed a comprehensive air quality package. To ensure best results, they followed a few basic steps, which are important for all fast-growing metal shops working to improve their plant air quality.
Step 1: Consider All Fume Generation Sources
It may be tempting to blame excessive fumes on the most recent process equipment additions, such as the shop’s two new laser cutters, and ventilate only these new sources. However, isolating fume sources is difficult and will render only partial results. If a dust collector is warranted by any one part of the process, it is usually more cost-effective to tie other fume-generating sources into the same system.
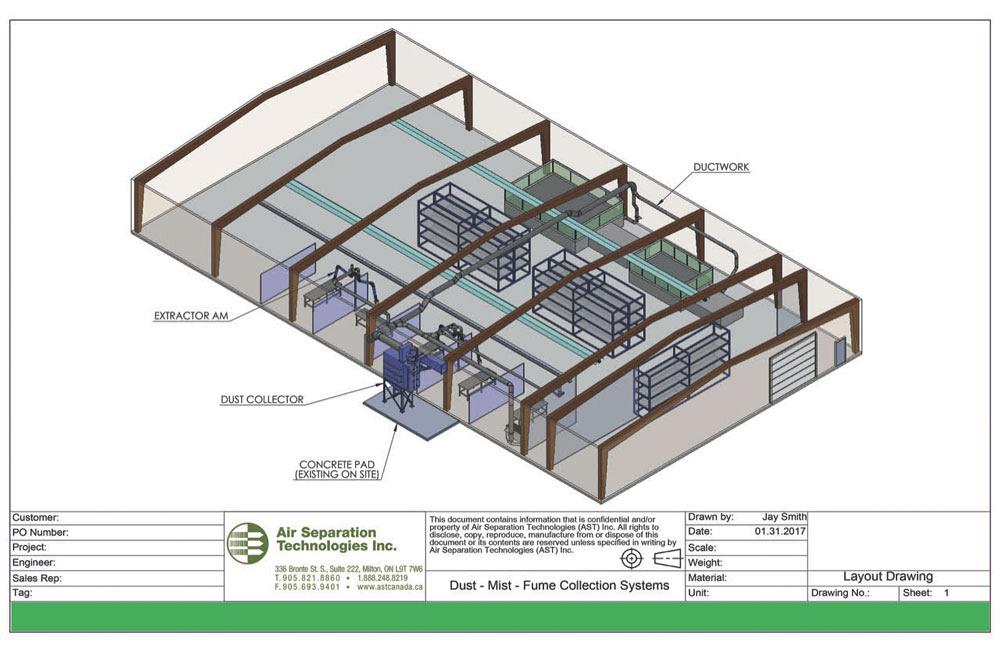
Air Separation Technologies engineers drew up a system design based on a 30-horsepower fan and a Donaldson Downflo® Evolution (DFE) dust collector. They provided this rendering of the proposed layout, including dust collector site, extraction arms, and ductwork, for the owner.
Step 2: Analyze Dust Hazards
Collecting contaminants from multiple sources is possible only if the metals being processed are non-reactive when combined. Aluminum and iron oxide form a combustible combination, for example, and their dust must be segregated to avoid combustion events.
The process owner is responsible for conducting a complete process hazard analysis (PHA), which also includes a dust hazard analysis (DHA) to determine the combustibility of the dusts produced by their processes. The DHA will inform your industrial ventilation consultant regarding best practices for system design and equipment selections.
In the case of the fabricator we are discussing, all of its fabrication processes involved only carbon steel, so the weld fume and laser dust were compatible, and fume from both processes could be collected by a single dust collector without concern for reactivity.
Step 3: Ensure Proper Capture Velocities
Establishing proper capture and conveyance velocities for a given contaminant is key to proper system design. Weld fume can be captured at velocities as low as 100 feet per minute (FPM) and conveyed through ducting at velocities as low as 2,500 to 3,000 FPM. The size and type of source-capture arms previously used at the subject facility dictated minimum airflows of 800 cubic feet per minute (CFM), but a velocity test of its existing system revealed a weak draw of only 200 CFM per arm. That is just 25 per cent of required capture airflow, which accounted for much of the fugitive dust challenging the shop’s air quality. The new system would need stronger airflow and collection capacity.
Step 4: Make the System User-friendly for Employees
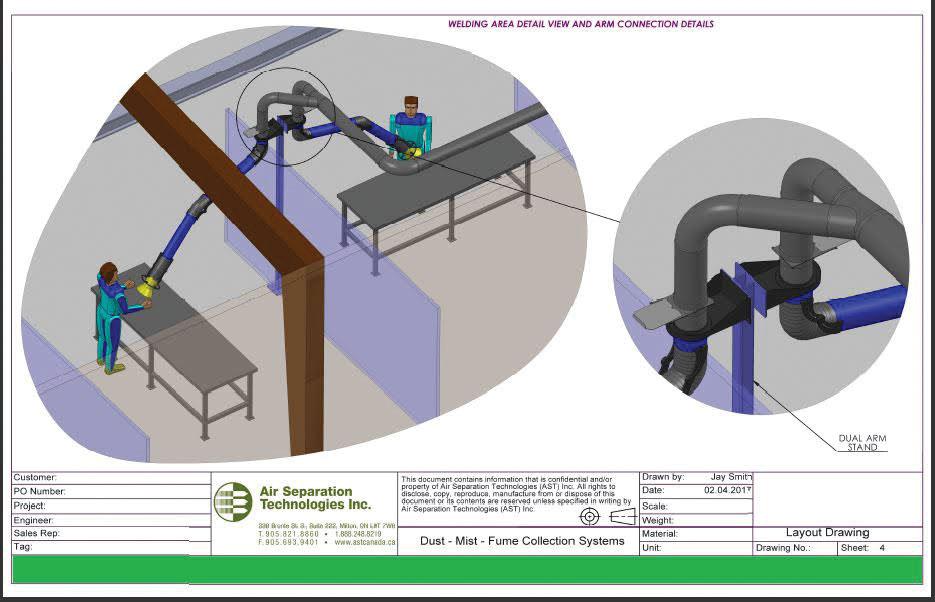
It is essential that employees actually use the system you install. For the fabricator in question, the consultant devised a system of flexible capture hoods configured to move up and down, rotate 360 degrees, and extend up to 12 feet in any direction. This manoeuvrability would permit workers to adjust the hoods as they moved around large parts or follow the work as it moved within the fabrication process.
Laser tables were then added to the system design, and engineers created drawings of the proposed system that included 3D renderings of the final ducting layout and the new dust collector and fan, which would be located at the plant exterior, as shown in the images here.
Step 5: Choose an Appropriate Dust Collector and Filters
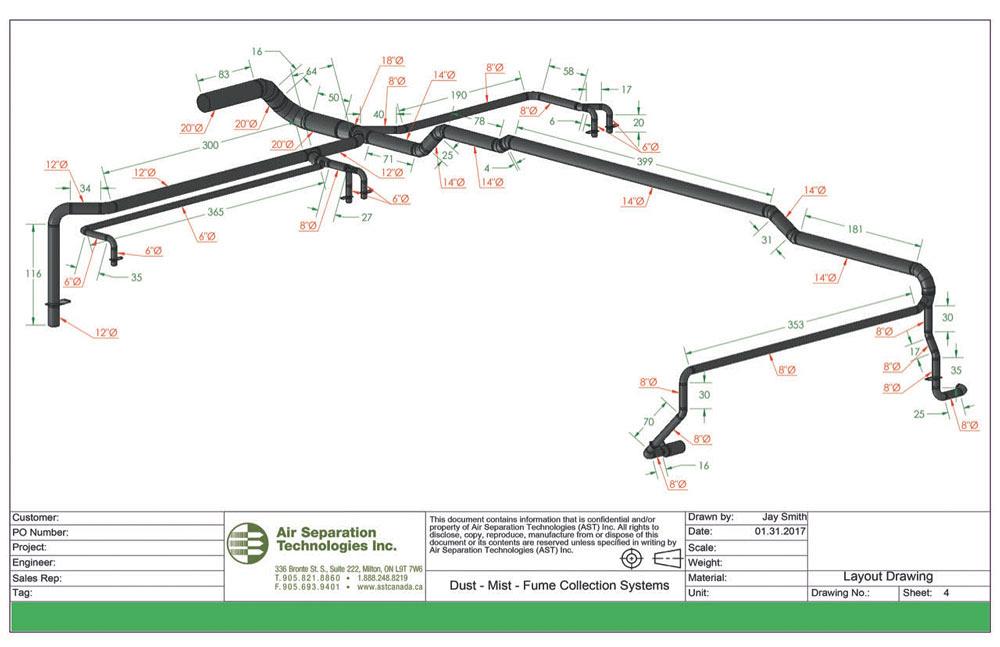
For weld fumes to move through a ventilation system, adequate static pressure needs to be maintained throughout the system. This is the consultant’s rendering of the necessary ductwork for the subject shop.
Equally as critical as hood and ducting design is the selection and sizing of the system’s dust collector and fan. Fine submicronic dusts such as welding and laser fume present a challenging situation for dust collectors and the filter media they use. It’s important to understand these challenges to ensure the collector selected will result in a system that provides excellent filtration efficiency, in combination with long filter life and low energy consumption. Common filter media are typically unable to meet this ambitious demand.
Understanding the challenge, the consultant recommended a cartridge-style dust collector, equipped with a filter that is flame-retardant and uses a nanofiber filtration technology that allows fine dust to collect on the surface, instead of at the depth, of the filter media, so it pulses off more easily with compressed air. This is a good choice when handling challenging, thermally generated dusts like weld and laser fume because of the filter’s ability to provide both high efficiency and long life.
Step 6: Ensure You Get System Support
Proper operation and maintenance of your dust collection system is also critical to its performance. Once the system was installed in the shop, the consultant reviewed the installation with the owner and trained the owner’s team on critical system features, including monitoring of pressure drop and fan performance.
Results
The new ventilation system made a dramatic difference in the quality of air both inside and outside the facility. The owner was surprised by the 150 pounds of dust collecting in the disposal container every three weeks—evidence of the volume of contaminants previously escaping into the environment. Workers understand the benefits and are enthusiastically employing the extended source-capture arms to collect more fumes at their source. One year after installation, the original filters were still functioning well.
Sooner or later, control of fumes and dust will be a challenge most metals shops face. When the problem warrants a dust collector, it pays to address the entire facility and obtain professional help designing a solution. Today’s ventilation needs go beyond what most “handymen” can provide. Teaming up with a qualified ventilation designer is important in getting a new system that will be cost-effective and serve the business for many years to come.
Tom Miller is regional sales director, Donaldson Company, 1400 W. 94th St. Bloomington, Minnesota, 55431, 913-236-6801, www.donaldson.com, and Jay Smith is technical sales representative, Air Separation Technologies, Air Separation Technologies Inc. 3435 Landmark Road, Burlington, Ont. L7M 1T4, 905-821-8860, www.astcanada.ca.



Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription
Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.




