







Editor
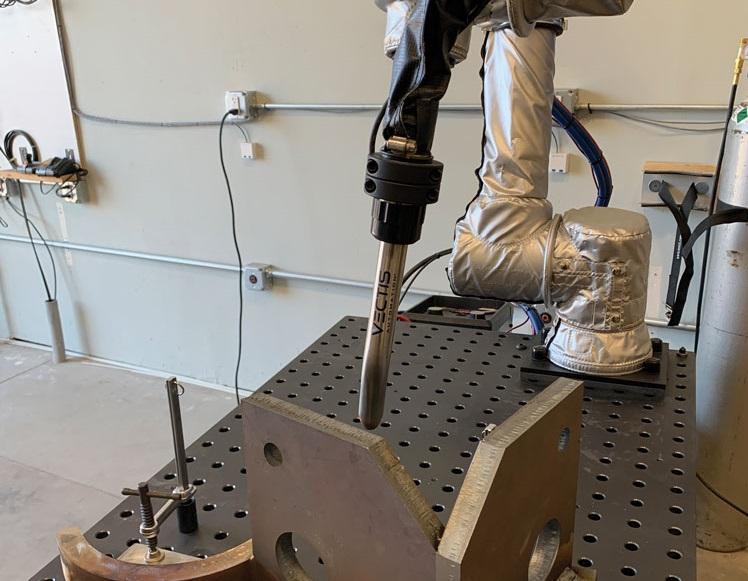
Vectis’ multipass program uses an offset method by which the operator teaches the initial pass and then applies an offset to that pass. The software then does all the calculations to plot out the path of each subsequent path. Vectis
The focus of most automation drives is to improve product throughput. While it may not always be the primary concern, a secondary benefit is that such a move allows employees to shift away from doing the dull, dirty, repetitive jobs so that they can use their skills on more value-added work and more difficult weldments—a benefit for both the welder and the business.
In the fabricating industry, the primary focus of cobot adoption has been on the completion of straightforward welds and picking and placing parts. But cobot applications are expanding into dull and dirty jobs that are more complex, while requiring very little setup time to make an impact.
Vectis Automation, for instance, gives users the option of using a heavy-duty, water-cooled welding configuration for its Cobot Welding Tool.
“The idea behind it is that it allows you to match the tool with the work you do,” said Josh Pawley, vice-president of business development and founding partner, Vectis Automation. “Our standard-duty air-cooled system is good for a lot of lighter jobs, anything from 16 gauge to 3/8 inch, depending on duty cycles. But a number of our customers were telling us that they were pushing beyond that, working with larger wire, larger parts, and heavier subassemblies, so we knew that we would need to come up with a heavy-duty option.
“The rule of thumb that we’ve come up with is to suggest to customers that the standard air-cooled unit is usually the right fit for 0.035 wire diameters,” he continued. “If you are using 0.045, 0.052, or 0.062, it is very easy to pull more than 300 amps, and that reaches the breaking point for air-cooled torches. For instance, if you are working 0.045-diameter wire with fairly heavy duty cycles, we are going to suggest the water-cooled system with a 400- or 500-amp welding machine. The incremental cost to go up to the heavy-duty package isn’t drastic, and it can do everything the smaller welder can do, so this is a good way to future-proof your investment.”
Like many cobot applications, the rubber hits the road with the software connected to it; if it remains hard to program, the value just isn’t there. This is where the value of Vectis’ heavy-duty package aims to come into its own: the programming of multipass welds and hardfacing applications.
“Teaching a single-pass weld, teaching point to point, plotting out a path, whether it’s linear or a circle or compound pass, is relatively straightforward,” said Pawley. “You teach the robot that, and it just repeats it in production. But for multipass welds, we wanted to develop a system that didn’t require you to reteach the pass each time. We have customers that are doing two-, five-, 20-, and 30-pass welds; to program each pass on that type of job would be counterproductive.”
Vectis’ program uses an offset method by which the operator teaches the initial pass and then applies an offset to that pass. The software then does all the calculations to plot out the path of each subsequent path.
“The software allows you to teach the offset simply by moving the cobot to where you want the next pass,” said Pawley. “Once you have those offsets saved, just like a welding library, you create an offset library. If I want to do a seven-pass fillet weld, I can pull up my seven-pass structure and just teach the new root pass and it will go ahead and complete the full seven-pass weld program.”
Similar software tools are used for hardfacing applications.
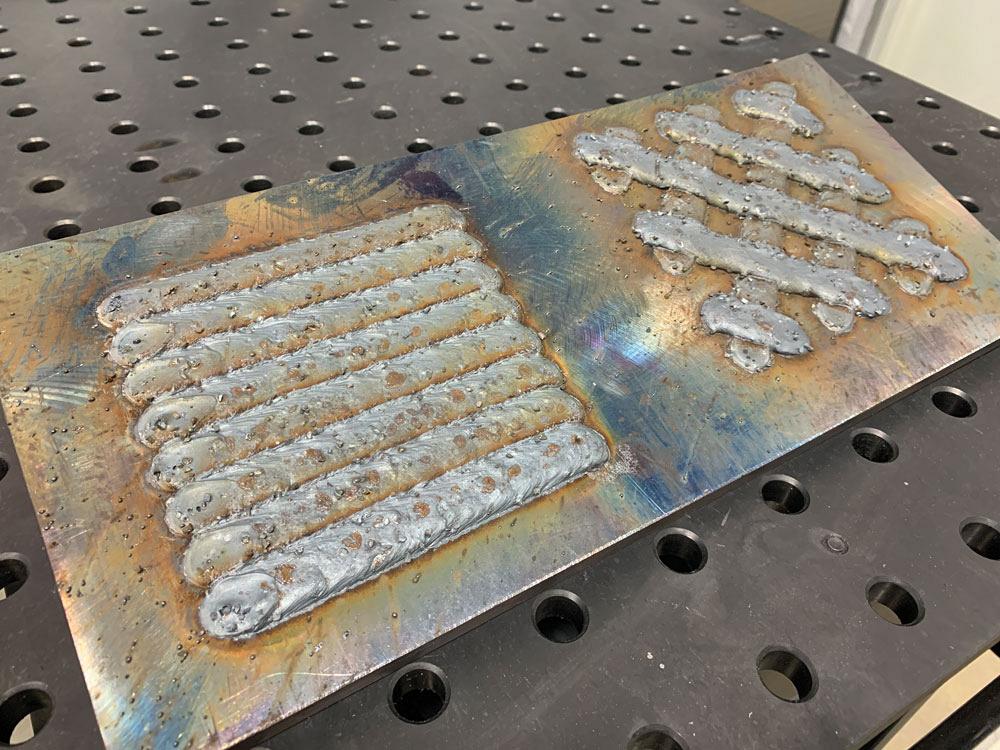
The challenge with hardfacing is that how it’s applied varies a great deal. There can be a steady buildup, a cross-hatch pattern, or single- or multilayer buildup. Vectis
“Hardfacing is an ideal application for a cobot,” said Pawley. “It fits all the categories that we talk about when discussing automation—managing the dull, dark, dirty, dangerous work.”
The challenge with hardfacing is that how it’s applied varies a great deal. There can be a steady buildup, a cross-hatch pattern, or single- or multilayer buildup. Vectis’ software team has created tools to help with this, the main one being its pattern software tool.
“This tool allows you to teach a group of instructions for welds and then copy-paste that in a certain direction on a part,” said Pawley. “For applications in cladding and hardfacing on a flat plane with multiple beads in a row, that is very effective. In other cases, our in-house welding software team may need to provide additional support to meet a shop’s specific hardfacing profile.”
Another example of dull, repetitive, and sometimes dirty work is material preparation.
ATI Industrial Automation has been involved in the engineering and production of robotic end effectors for more than 30 years. Its bread-and-butter business has been robotic tool changers and force torque sensors. It has been developing material-removal tools for quite some time, but only in the past four years has it put a strong emphasis on producing a variety of material-removal products to handle different materials and application types. The new ATI AOV-10 robotic orbital sander is one of the fruits of that R&D work.
The benefits of automating surface prep processes like removing mill scale or prepping a surface for paint are fairly obvious. In addition to the usual efficiencies, in this case it removes the risk of repetitive strain injuries for an operator.
Tim Burns, senior application engineer at ATI, noted that some shops shy away from automated material removal because they attempted it 10 years ago and it failed to deliver on its promise. However, the technology has since matured.
“The challenge with developing a tool like this is achieving consistency on the part,” said Burns. “Robots and cobots don’t have the human ability to look at a part and say, ‘Have I removed enough?’ We need to make sure inputs coming into our process are consistent so that our tools can produce similar results every time.”
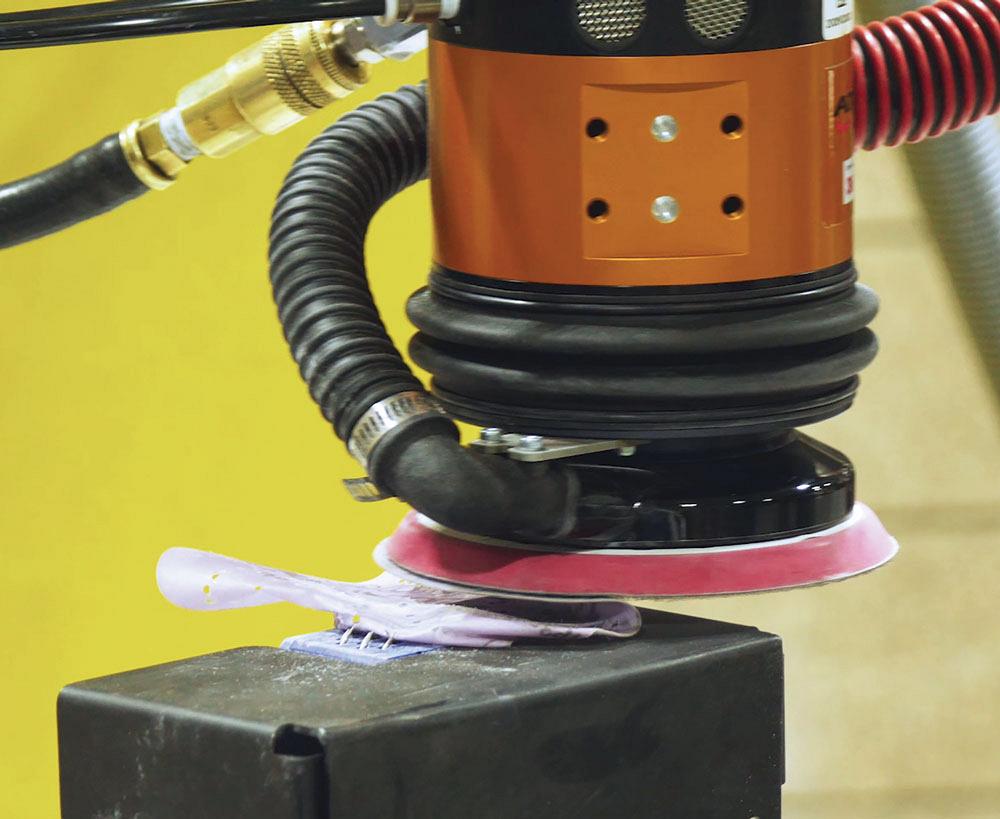
To achieve this, the AOV sander is equipped with “pneumatic compliance,” which ensures that a certain amount of force is applied on the part. That amount of force is calculated by considering the material being treated and the expected result of the work. The tool can recentre itself and adjust the amount of pressure to ensure consistent treatment.
“The system can also adjust on the fly to adapt to its position using a double-acting piston technology,” said Max Painley, robotics test engineer, ATI. “For instance, if you are finishing on a flat plane, the force of gravity is aiding you in pushing down on the part. Now if you have to finish the side of that part, that force of gravity isn’t there, so that piston applies forward pressure as you go around and even under a part to match the pressure necessary to remain consistent in its performance. This means you can do more work without refixturing a part.”

The challenge with developing a tool like this is achieving consistency on the part. To achieve this, the AOV sander is equipped with “pneumatic compliance,” which ensures that a certain amount of force is applied on a part. ATI
ATI values teamwork and develops partnerships with brands and organizations that are hoping to increase the adoption of robotic material removal. To simplify the integration process, the company created all-in-one end-effector kits for use with cobots from manufacturers like FANUC, Universal Robots, and others. ATI has also collaborated closely with 3M on a curated abrasive media starter kit included with the AOV-10 sander.
Managing disc removal is a critical part of making this tool operate effectively.
“You aren’t going to get the benefits of automation if someone has to be there to switch out discs, so we developed an automatic media changing system,” said Burns. “It removes the disc, double-checks that it has been removed, and then loads the next disc.”
The system also comes equipped with a vacuum system shroud that allows you to attach a vacuum to pull dust and debris away from the disc.
“Just removing that excess debris increases removal rates and makes your abrasives last longer,” said Burns. “Removal rates increased by more than 50 per cent using the vacuum, and much of that is just a factor of getting heat out of the system efficiently.”
The key for Burns is that this is an ideal place for shops to save time and labour costs.
“Trying to find people to do surface prep or finishing all day is going to be difficult in a tight labour market,” he said.
The way a robot processes a job tends to be different from how a person would do so; finishing processes are no exception.
“When programming with the AOV, we recommend using a steady, overlapping path [as shown here],” said Painley. “Using this approach rather than the random, oscillating motion typical of manual sanding ensures an even finish and maximizes media lifespan. Programming your path in the middle of the AOV’s compliance stroke will allow the tool to compensate for any high or low spots on the part while maintaining a constant sanding force.
“Cobots are famously easy to program, and using one with the AOV is no different,” he continued. “You should only need to program a small number of points to create a working path, and the AOV’s axial compliance compensates for a cobot’s larger imprecision compared to industrial robots. ATI also offers cobot-ready kits with everything you need to get started, including interface plates, air supply components, and software.”
Managing disc removal and replacement is a critical part of making an automated sanding tool operate effectively. Here we see the removal process on the AOV. ATI
Editor Robert Colman can be reached at rcolman@canadianfabweld.com.
ATI Industrial Automation, www.ati-ia.com
Vectis Automation, vectisautomation.com
Predictive maintenance is valuable for any machine on a shop floor, and cobots are no exception. Given that many are being used in applications that are dusty and dirty, ensuring that all systems are running optimally can save downtime and avoid the risk of production errors.
The most recent company to release a software package to track its cobot applications to support predictive maintenance is OnRobot, which launched its WebLytics software in November 2021. The software monitors both production and device diagnostics.
“For us the key was to make the software as easy as possible to use,” said Kristian Hulgard, general manager for the Americas at OnRobot. “Where we think we set ourselves apart from other software that monitor applications is that within an hour it can be monitoring everything in your application if it is an OnRobot product. We have set up templates for each tool that offer the most relevant data for you as a user, and you have the power to modify that if there is any specific data you want to look at.”
OnRobot’s products include finger, magnetic, and vacuum grippers; a screwdriver; a sander; and quick changers.
The software works by benchmarking certain data against industry standards.
“If you have a certain application running at certain speeds and payloads, we can benchmark that and say, ‘There may be something you can optimize here,’” Hulgard said. “And on a basic level, we can check that the tools are working as they should. We can see if a part has been gripped, the size and shape of the part, how much force is used to grip it. The feedback ensures it is done correctly.
“Safety stops and errors, meanwhile, all go back to the user as well, so if you find you have more stops on a certain shift, you can look at that and see if there is something wrong with the robot or perhaps your operator doesn’t prepare the infeed properly.”
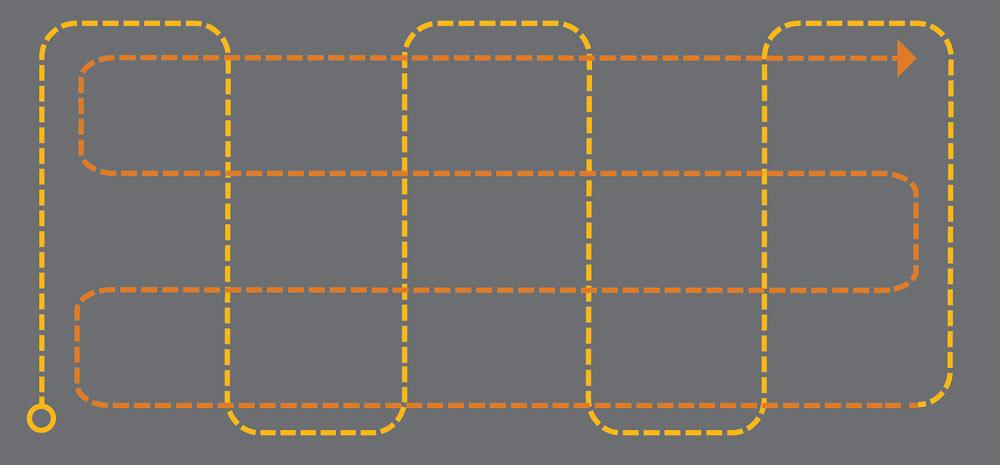
"When programming with the AOV, we recommend using a steady, overlapping path," said Painley.
It’s also a useful way to see if you are using a tool in the correct way on the shop floor.
“Being cobots, they are often used in shops next to employees without safeguarding, and in shops that are not used to automation. Being able to review data may show that the tool isn’t being used in the right way or in the right place in a shop.”
Early feedback from beta customers suggests that the predictive maintenance information is very important for users.
OnRobot, onrobot.com




Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription
Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.




