







Editor

Finding a way to automate welding operations was difficult for NRC Industries. Usually a company will find a few small assemblies to run a small welding cell and build from that expertise. But NRC went big immediately, automating the welding of its car carrier decks. Images: NRC Industries
NRC Industries has focused on the continuous improvement of its operations and products since it was founded by Norbert Pigeon in 1975. At the time, Pigeon offered general welding along with agricultural machinery repair services, until a relative inquired about a small wrecker body to be custom made. Over the course of a decade, Pigeon focused on the future of hydraulic machinery, especially tow trucks, developing his first patent for a hydraulic underlift system that would make car towing much easier and safer. This innovation helped spark Pigeon’s ambition to create a line of towing and recovery equipment.
The company now employs more than 160 people at a 152,000-sq.-ft. facility in Saint-Paul-d’Abbotsford, Que., and there’s an expansion facility in the works. The company has three principal lines of truck-mounted towing and recovery equipment, but these come with the option of a variety of product configurations and are made to customer specifications.
NRC faces the same challenge every shop does today—maintaining production levels while unable to find new staff. The company has managed to do more with less by investing in newer press brake technology in recent years (including an LVD tool cell) but finding a way to automate welding operations remained difficult. After all, its products comprise large truck-mounted subframes and superstructures, there is no low-hanging fruit in terms of small assemblies the company could start their welding automation journey with. Usually that’s the route companies take—find a few small assemblies that can fit in a small welding cell and gradually build from the expertise learned perfecting the flow of those parts.
Instead, the company went big.
“This project was in the air for many years,” noted Normand Caron, director of engineering at the company. “Both the founder Norbert Pigeon and his son Sylvain are always interested in investing in equipment that will help improve the company. They knew that robotic welding would be valuable for NRC. But the real push came from the labour shortage we were experiencing. It put a priority on this project.”
Quebec hosts a number of technology transfer centres at CEGEPs throughout the province. NRC engaged with one of these to help determine how best to approach automating some of its welding processes. The National Research Council Canada (CNRC) was also involved, as it has a service that helps companies find the best projects for advanced automation.
The company decided to automate the welding of its car carrier decks, of which it produces about 500 per year.
“For us, that is a high-volume product,” said Caron. “It was a big project to tackle at the beginning, but we were confident that it would be done correctly and would work to give us the bang for our buck we required.”
The weld cell has one servo track that includes two column-mounted robots along its 83-ft. length to handle all welds, both top and bottom, of the car carrier deck. The setup includes two rotating beams, one for each of the robots.
Of course, there were many challenges for this to work while also operating to the company’s standards.

The weld cell has one servo track that includes two column-mounted robots along its 83-ft. length to handle all welds, both top and bottom, of the car carrier deck.
“For NRC, it’s very important to provide custom, configurable products to our customers,” said Caron. “What this means, however, is that in production each carrier is slightly different from the last. So we had to find a way to mass produce this with slight differences in every construction.”
The advantage NRC has over some companies is its strong engineering department, which has already done a lot of advanced work in its software to create parameters allowing this configurability in the software.
“All the drawings are done automatically, production bills are generated automatically, so we just took it that step further to be able to program the robotic welder off-line,” said Caron. “Because we already have all the drawings available to export to the welding program, it works very well.” KBEWorks is the Quebec-developed suite of software tools the company uses for its design automation, drafting, quoting, and product management. It uses Delfoi for the off-line robotic weld programming.
The company chose Yaskawa Motoman for its robots, specifically two AR2010 slim 6-axis, extended-reach arc welding robots. The robots can handle a payload of 12 kg, have a horizontal reach of 2,010 mm, and a vertical reach of 3,649 mm. The arm is designed to give easy access to parts in confined places, and the slim robot profile permits close robot placement for high-density weld cells.
But like any choice of this sort, it was as much about relationships as it was about the technology.
“Sylvain knew other installations that used them and saw how well they worked and the quality they offered,” said Caron. “Also, the local representative, Wayne Spooner, was very responsive, answering all the questions we had. We also went directly through Yaskawa in Canada instead of an integrator. They really supported our development. We built our own fixturing and tooling here and they really supported us through that. And because it was Yaskawa Canada, although the installation was put on hold because of COVID, it was easier to source parts and materials because we weren’t depending on equipment coming from the U.S. or overseas.”
Installation of the system started in the summer of 2021, around the construction holidays and required a number of months to complete.
“Because we want to program everything off-line, we had to calibrate everything from the virtual system to real life. It took a few months to do that,” said Caron. “Then setting the weld parameters required work as well. After the Christmas holidays we started running certain models that we make regularly without modifications. At that point, we had validated those standard products and could run them. Then we started doing programming for other models. Since June of this year, we’ve been managing these through automated off-line programming. Our knowledge has been growing with the help of Yaskawa.”
The types of issues NRC had to tackle during the process were ensuring there was no burnback on any of the welds and that the size of the welds were suitable for the material being used. The welding and engineering teams worked closely together throughout the process to make sure everything was set just right.
“The team at NRC is like a family, so when we made this investment, it was clear to everyone why it was important for the future of the company and keeping everyone employed for years to come,” said Caron. “The buy-in from the team was excellent from the start.”
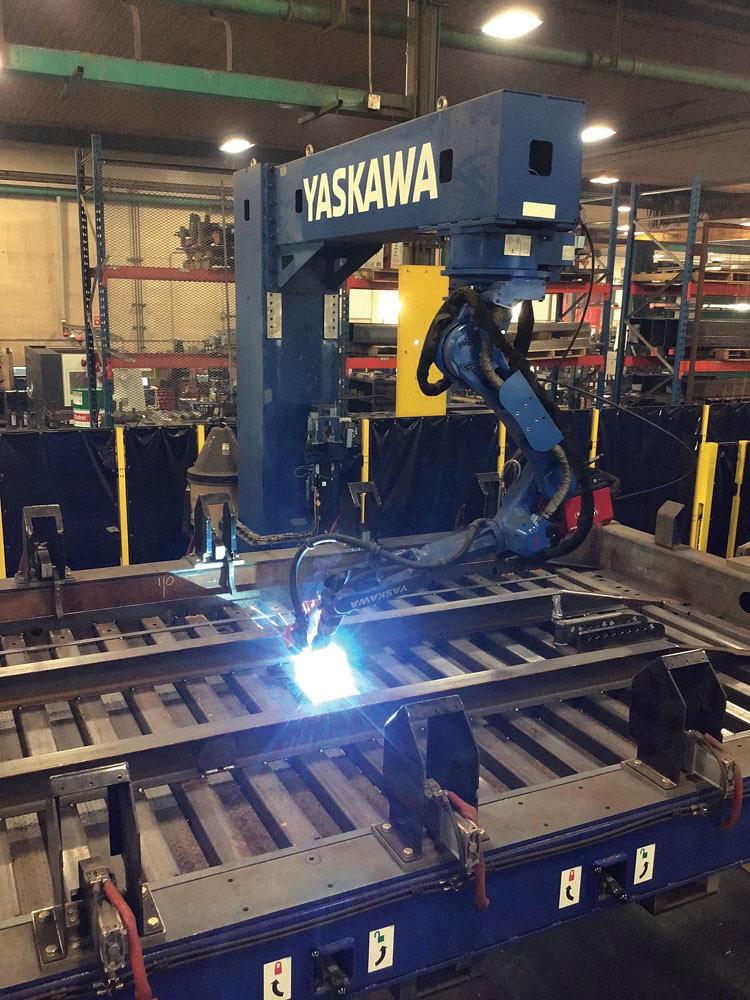
The company chose Yaskawa Motoman for its robots, specifically two AR2010 slim 6-axis, extended-reach arc welding robots. The robots can handle a payload of 12 kg, have a horizontal reach of 2,010 mm, and a vertical reach of 3,649 mm.
The company also hired someone to ensure that the safety and security of the setup was as it needed to be.
“This included particularly ensuring that each assembly would be properly clamped so that it could be turned safely,” said Caron.
Caron says it is too early to put a number on how much time is being saved using the robotic assembly, but he could confirm that, with the team’s welders tacking the assembly into place and then installing it on the robot, the shop is already producing more using the same team it employed before the robotic welding cell was installed.
“We are now welding 60 per cent of production on the robot,” said Caron. “Eventually, we will be able to get to 90 per cent on the robot. I think it is likely that we will be able to double our production by using the robot.”
It also has created a work environment that is less physically demanding on its welding team.
“They were welding these long seams, which can be a physical strain,” said Caron. “Now, they only need to tack weld those parts as well as support the engineering team in ensuring our parameters are correct for any programming being done.”
Caron sees great benefits in having this weld cell, not only for the production efficiencies, but also for the company’s public image.
“Investments like this make the company an attractive place for people looking for work,” he said. “People can see that we are investing in the future. And this will certainly not be our last investment in technologies like this. Between investing in new technology and attracting the right sort of new talent, we hope to continue our growth trajectory.”
Looking for more on NRC Industries? We spoke with them back in 2021... check it out!
Editor Robert Colman can be reached at rcolman@canadianfabweld.com.
NRC Industries, www.nrc-industries.com
Yaskawa Motoman, www.motoman.com




Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription
Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.




