







Product Manager
Tooling advancements for panel benders are expanding the reach of the technology. For instance, creating particularly narrow channels (for, perhaps, a very narrow door frame) was once a challenge on panel benders. Now, however, auxiliary tooling can be used to manage these precise details.
Given the speed of today’s fibre laser cutting systems, forming inevitably has become the bottleneck area in many shops. Regardless how skillful a press brake operator is, he can work only so fast.
Automated tool change systems and inline part measurement have come a long way in the past 10 years to simplify, speed up, and improve the accuracy of manually bent parts. However, the speed gained from fully automated systems – using either a robot connected to a press brake or a panel bender – provides both greater efficiencies and the potential to run lights-out.
The question becomes which option best suits your operations.
Panel Bender Speed
Shops that use panel benders are quite aware of the speed advantages they offer. Panel benders have a narrower application field than a press brake, but in that niche, they run parts more efficiently than a press brake can. Some simple trials have shown five parts can be produced on a panel bender for every one part produced by a press brake. On average, shops can expect to produce two or three parts for every one part produced by an automated press brake setup.
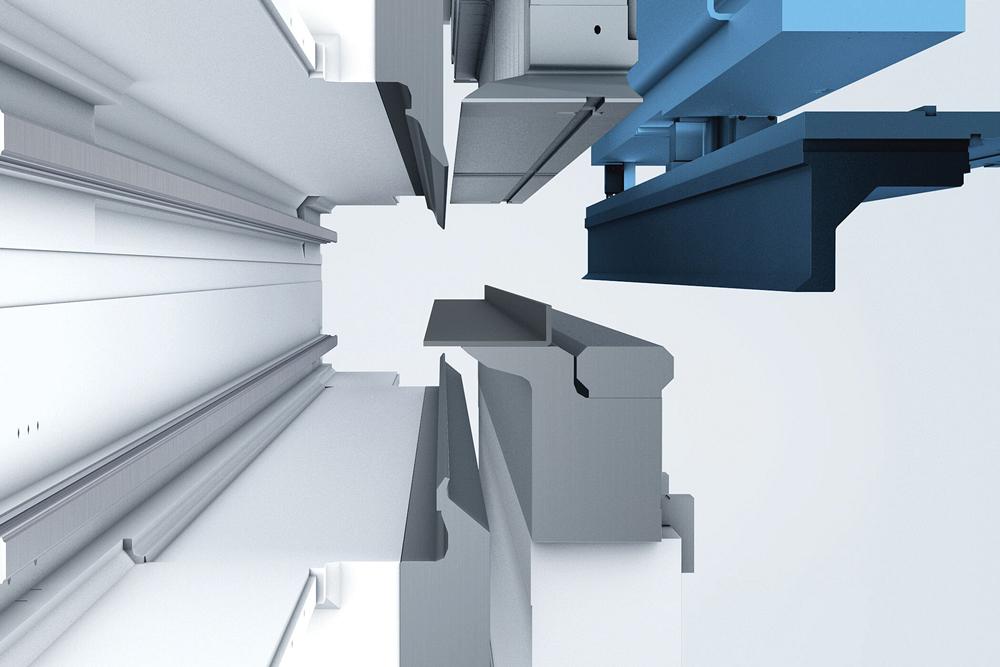
The speed of a panel bender hinges on how the technology works. The part remains stationary while the machine forms flanges both up and down. It then spins the part to run the same operation on each edge of the part. In contrast, a robot has to reposition a part for every single bend it produces on a press brake, inserting and removing the part from the machine.
The limitations of panel bending technology are connected to the nature of the process. Proper movement of the part requires that one side be flat against the table throughout the operation. The tooling movement also limits the depths of the bends possible.This means that panel benders tend to shine with any part shaped basically like a pan; this encompasses such products as HVAC parts, shelving, home appliance enclosures, tabletops, and other box-type forms, even door frames and skins. While panel benders aren’t limited to such products, the shapes associated with them are a key indicator if the majority of your parts will run effectively on this technology. Panel bending is of particular value when you have parts with more than four bends.. The more complicated the part, the greater the time savings gained from the technology.
With any investment in automation of this sort, it’s often the size of the piece that first encourages its adoption. For instance, when the number of workers required to manipulate a part is reduced from three to one, that’s a substantial benefit to the shop, and the payoff tends to be rapid.
Of course, the more parts that can be processed through one machine, the better. With panel benders, it’s possible to process parts as small as 6 by 6 in. with ease, and it’s likely that size restriction will continue to be reduced.
The programming speed for panel benders is also quite rapid. This, again, is related to the parameters of the tooling and movement of parts through the machine. With further programming developments and improving servomotor technologies, the speed of these machines continues to increase.
It’s inevitable that your press brake is going to be one of the most flexible tools on the shop floor. It can be set up to do any kind of geometry, any kind of setup that you can design, as long as it works in the realm of sheet metal.
Tooling advancements are also expanding the reach of the technology. For instance, creating particularly narrow channels (for, perhaps, a very narrow door frame) was once a challenge on panel benders. In the past it may have been necessary to finish a part with a very narrow bend on a brake. Now, however, auxiliary tooling can be used to manage these precise details.
Robotic Bending Bonuses
It’s inevitable that your press brake will be one of the most flexible tools on the shop floor. It can be set up to bend any geometry, any kind of setup that you can design, as long as it works in the realm of sheet metal.
As with panel bending, it’s the big parts that require lots of manipulation that a shop will generally choose to automate first because they take so much time to do. A press brake, compared to a panel bender, can manage deeper bends on larger parts.
It used to be that shops considered automation only if it was bending high volumes of parts. Even a couple years ago it was standard to look for volumes of 100 or 200 parts in a batch for a robotic bending application.
However, with software developments it’s now reasonable to run five, 10, or 20 pieces at a time, particularly if these parts will be produced repeatedly. Software is developing such that it’s now possible to program simple parts in less than 10 minutes and get them in production immediately. In many ways, robotic press brake applications are catching up to panel benders in this respect.
The key for finding the right fit for your robotic bending process is determining if you have several parts you can process on it that will be run repeatedly, regardless of the part run size.
Direct and Indirect Systems
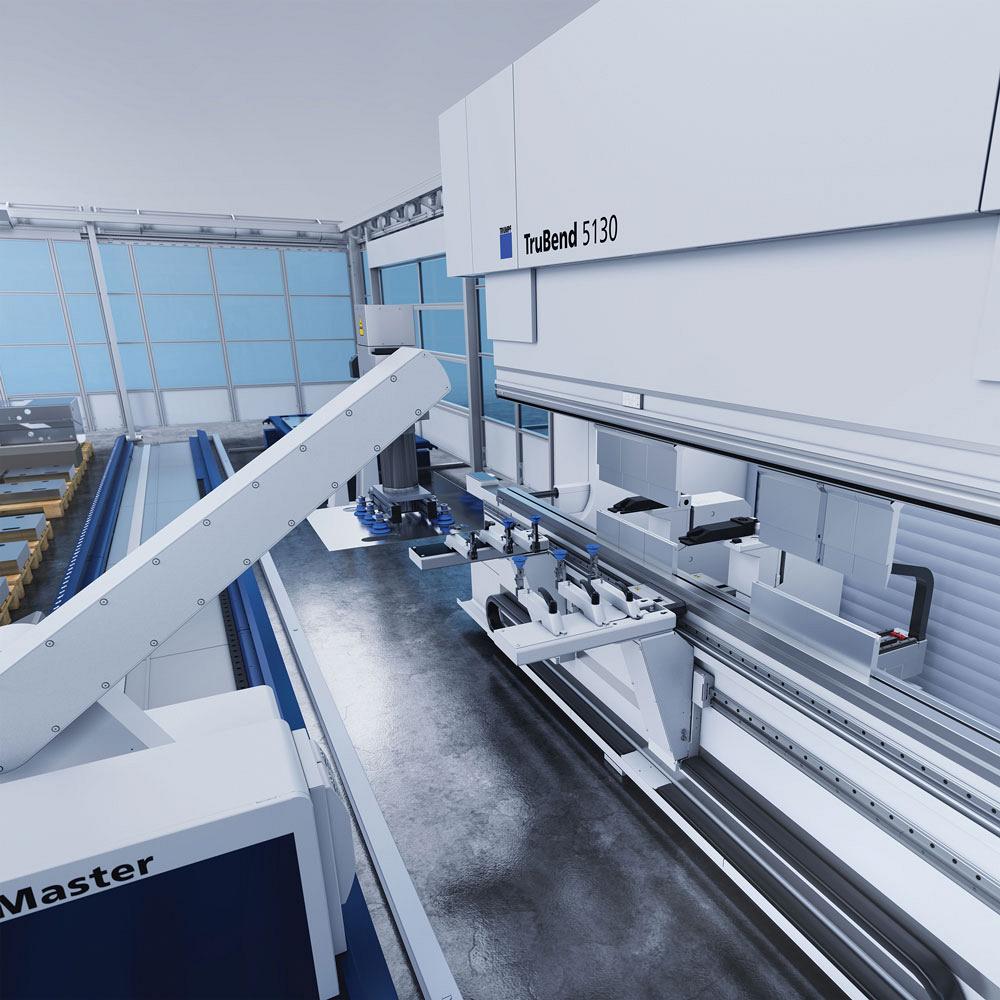
Quite often when shops think of any type of automated bending system, they think of it as a closed system in which parts automatically move from punching or laser cutting to the forming process, and from there to assembly or storage. This is called a direct line system.
A second option is an indirect line system, in which cut parts move to storage rather than directly to forming. Whether you choose a panel bender or automated press brake, cutting is always going to be two times or three times faster than your forming process. Having that storage buffer between the two processes allows the cutting system to continue to run at full capacity throughout the day without creating a bottleneck in the bending department.
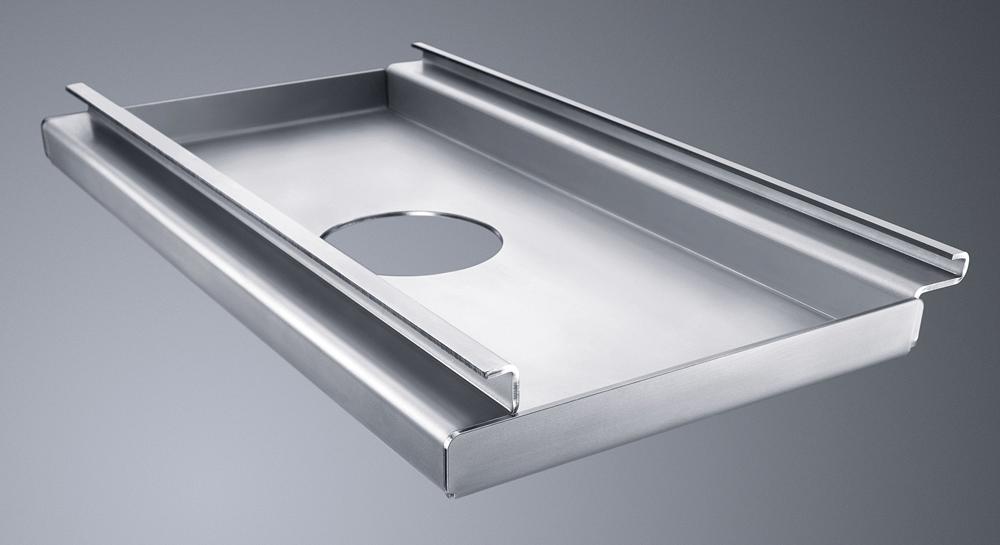
Panel benders tend to shine with any part shaped basically like a pan, like the part shown here.
Bending automation, whatever form it takes on your shop floor, will add efficiencies to your production. Make sure that the investment you choose is the best fit for your product mix.
Vincent Iozzo is product manager, TRUMPF North America, Farmington Industrial Park, Farmington, Conn. 06032, vincent.iozzo@trumpf.com. Images courtesy of TRUMPF, www.trumpf.com.



Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription
Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.




