







Cut waterjet cutting cost
Managing and reusing abrasives is good for operators, the planet, and the bottom line

Waterjets combined with abrasive can cut through nearly any material, for a cost.
Operation costs of a waterjet table can be somewhat abrasive. According to a study by Hypertherm, manufacturers report that the garnet or aluminum oxide abrasive can account for up to 55 per cent of the cost of keeping the table cutting. That includes the initial abrasive purchase and sending the used abrasive to a landfill.
John Caron, marketing manager at Hypertherm, talked with Canadian Fabricating & Welding about two new products that form a waterjet abrasive management system developed to reduce those operating costs. The EcoSift™ can recapture 50 per cent or more of used abrasive for further use, and the PowerDredge™ abrasive removal system automates the clean-out process. The two products were introduced during the FABTECH® 2017 exposition recently held in Chicago.
CFW: What directed the focus to waterjet abrasives?
John Caron: We started with some basic market research and discovered that in addition to abrasives being over half of waterjet operating costs, abrasive management was listed as one of the manufacturers’ “pain points” in general. They wanted to reduce their operating costs and find a way to deal more effectively and efficiently with the abrasive they are using.
CFW: What happens when an abrasive goes through the recycling process?
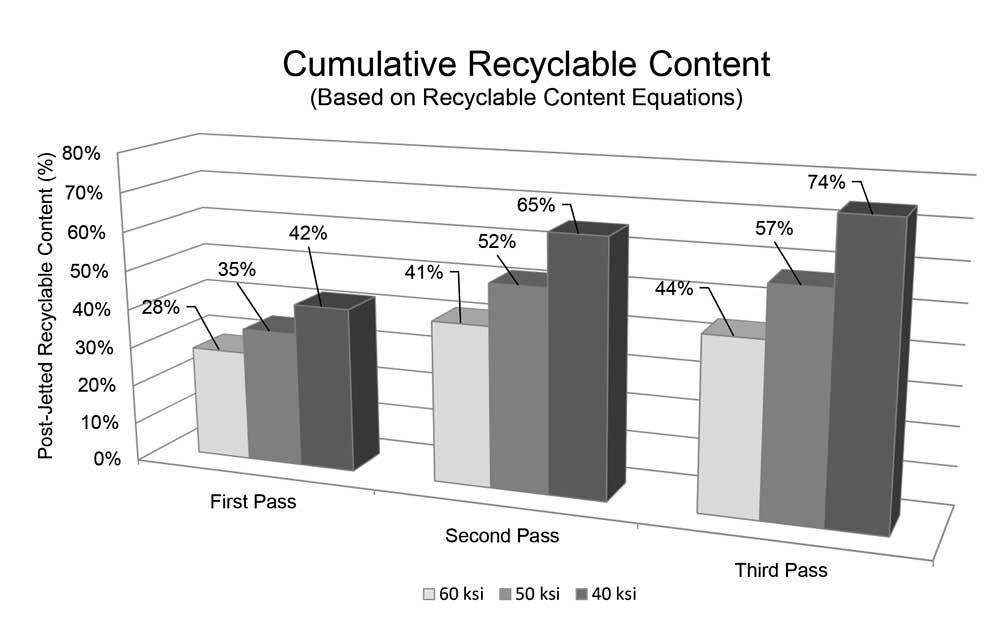
Caron: The first time through, depending on the operating pressure, about 33 to 40 per cent of the abrasive is recaptured. Particles that become too small are of no cutting value, but roughly half of them are large enough to be used again.
Then you can recapture the recaptured particles. The second time through there is a savings of an additional 30 per cent of the particles reused after the first time around. After that, a third will reclaim even more. Total recovery rate after three passes has been between 45.5 and 75.8 per cent.
CFW: Is there a performance difference between virgin and recycled garnet?
Caron: When the garnet is fed through the waterjet head, essentially going from 0 to 60,000 PSI, the garnet fractures. It actually breaks up, which creates sharp edges that assist the cutting process. The overall size of the particles shifts down a bit, but the smaller size is offset by the fact that the edges are sharper. There is very little change in the actual cutting process.
When we tested cutting with recycled abrasive we found no discernable difference in the surface finishes, which is a good measurement of the cut quality. Data on cut speeds was virtually the same.

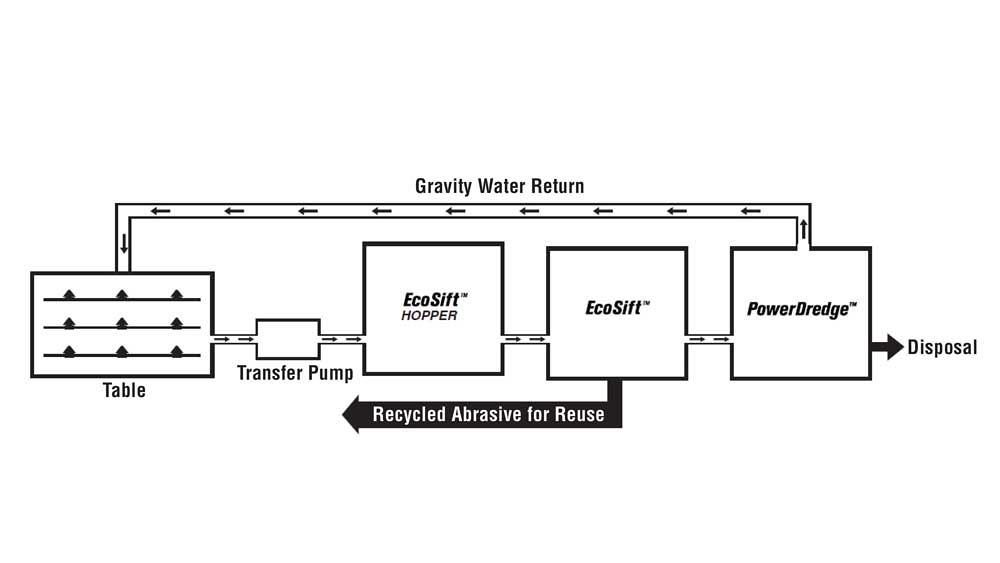
The EcoSift and PowerDredge work together as a waterjet abrasive management system to reduce time spent cleaning out waterjet table tanks and recapture useable garnet for further use.
CFW: How does the EcoSift work?
Caron: A transfer pump removes the used garnet and water from the table’s tank and feeds it into a holding tank to create a slurry. It’s then transferred to the top of the recycling unit. A primary screen separates the small, spent particles from the big particles that still have some cutting life. The small or damaged particles are directed to a waste hopper, typically a PowerDredge, for disposal. The re-useable particles are heated so they quickly dry and separate.
CFW: How long does the process take?
Caron: Approximately 120 pounds of abrasive can be processed every hour. Typically, that recycled abrasive will be collected in a 2,200-lb.; bag once the bag is full, the abrasive is put back to work.
CFW: How does the PowerDredge work?
Caron: The PowerDredge removes the spent abrasive from the cutting table.
A series of nozzles are installed on the bottom of the tank and attached to a diaphragm pump. The pump “vacuums” the abrasive and water but leaves larger pieces of debris like remnants from the cut material. The water/abrasive slurry is filtered through a strainer. The spent abrasive collects in a 2,200-lb. bag that until the bag is full and ready for disposal. Only the particles too small to cut effectively make it to the disposal bag.
Most of the water siphons through the bag and flows back to the table for reuse.
CFW: These systems sound environmentally friendly.
Caron: The manufacturers we talked with were all interested in reducing their operational costs, and many of them are also very interested how these units can help reduce their impact on the environment. By recycling the abrasive, they get more production out of their abrasive investment and their processes use less, which is good for the environment. They create less abrasive waste, so less goes to a landfill, which reduces disposal costs.
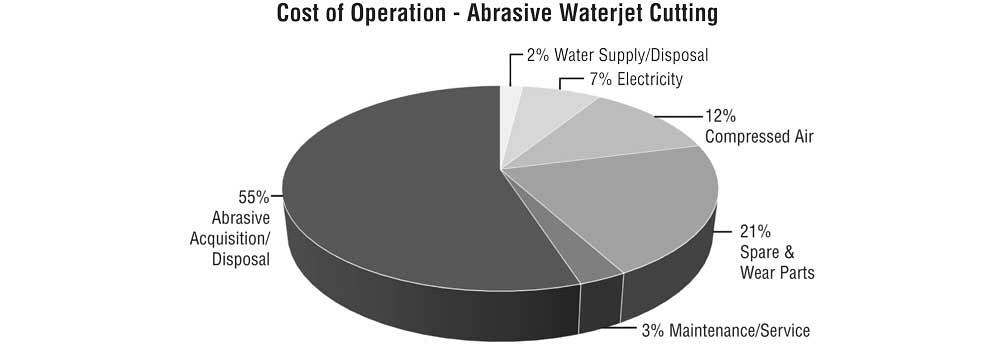
The cost of abrasive accounts for over half of waterjet cutting operations costs.
CFW: When is it logical for a shop to consider adding this equipment?
Caron: Manufacturers who use about a truckload of abrasives, which is 44,000 lbs., each month can recoup their investment in about two years. After that they will gain about $40,000 a year in extra profits. So, it can make sense for a shop with multiple tables.
We’ve developed an ROI calculator where a manufacturer can put in how much abrasive is being used, water costs, sewer costs, electrical costs—all the pertinent information needed to determine operating costs when using the abrasive management system--so they can determine the number of months until payback.
Hypertherm, 651-294-8621, www.hypertherm.com
{kind=link}
About the Author
About the Publication

subscribe now


Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.
- Trending Articles
1
FMA Annual Meeting: Ingenuity still key with tech innovations

2
Torch made for welding thin, conductive sheet metal

3
Compact swing chamber shot blast machine features robotic workpiece handling

4
Welding jacket designed for protection, comfort

5
Gang punching press system accommodates different parts quickly
