







Associate Editor
3D printing prototypes significantly reduces lead times versus steel castings.
Additive manufacturing (AM) is a layered manufacturing process in which layers upon layers of material are stacked upon one another and fused together to make a singular object. Today objects can be additively manufactured using polymers, metals, ceramics, and even composites, depending on the technology. With so many different additive technologies available, it’s often challenging to determine which one is the best option.
When it comes to the metal AM market, it is generally divided along the lines of size. Small, intricate parts generally are made using metal powder. However, in the metal powder realm, while you get high resolution to create very fine details, it’s a slow process to put down the powder material layer by layer.
When a fabricator wants to produce a large part, anything larger than 1 by 1 by 1 ft., rather than taking weeks to print the part using a powder bed system, it makes sense to look for a higher-deposition-rate process. Wire arc, laser deposition (or laser hot wire), electron beam plus wire, and friction stir welding recently have been developed as an additive process for manufacturers looking to efficiently and economically produce large components.
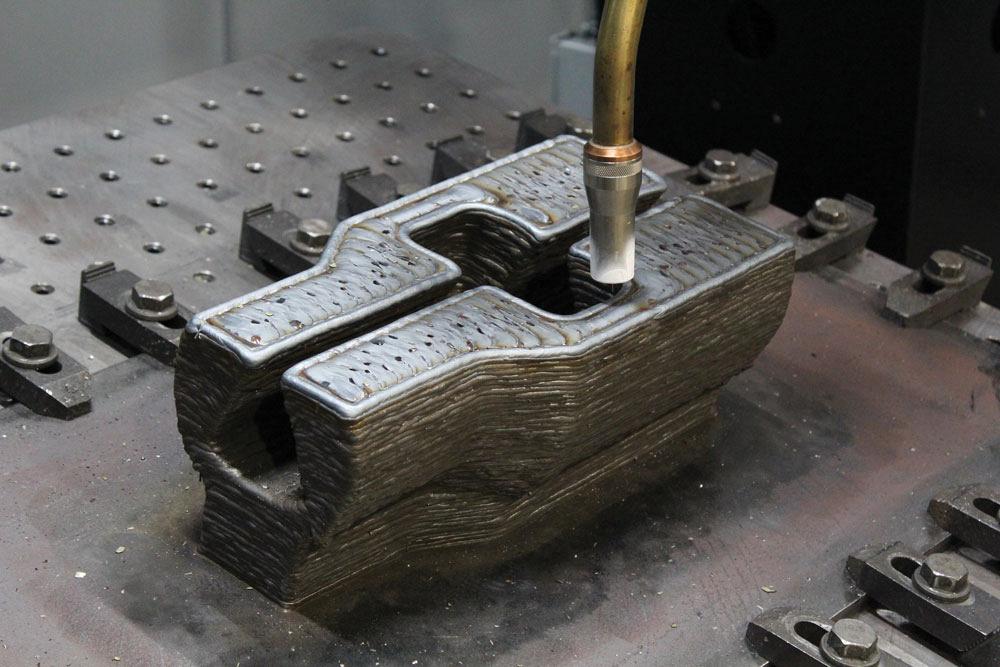
For context, selective laser melting (SLM) and electron beam melting (EBM) powder systems have a 0.4 lb./hr. deposition rate, while laser powder direct energy deposition (DED) has a deposition rate of 5 lbs./hr. Wire arc additive manufacturing (WAAM) offers a deposition rate upwards of 20 lbs./hr. Instead of the traditional powder bed configuration, WAAM uses the gas metal arc welding (GMAW) process to create layers out of metal wire to grow a part.
Large components can be produced using powder, but it’s all about what makes sense both from an efficiency and economic standpoint. It also depends on the application and product specifications.
"A wire arc additive process is open and very scalable," said D. Mark Douglass, business development manager, Lincoln Electric, Cleveland, Ohio. "For general printing, it is done in an open atmosphere using local shielding gas. It doesn’t rely on a chamber to hold the gases. This open-atmosphere environment allows for manufacturers to integrate flexible automation that provides a level of freedom in the shapes that can be printed. The limits to the size of the part that can be built are based on the size and scale of the system."
Although open architecture is a benefit of the WAAM system, sometimes a closed infrastructure or enclosure is needed. Douglass pointed out that some alloys, like titanium, are difficult to additively manufacture and the small, localized shielding gas just won’t work. Instead, a chamber or bag is needed to create a localized inert atmosphere. The chamber or bag option introduces additional costs and can be challenging to implement. However, with most standard industrial metals such as carbon and stainless steels, this is not necessary.
"Choosing WAAM really depends on the application," said Douglass. "It can be a cost-effective and beneficial option for many existing designs. For example, if a customer is producing a large part where he is purchasing a large billet of material where 80 per cent will be scrapped, additive may be a good option because WAAM is able to make the part very close to the final dimensions. There is far less machining required."
Another reason to choose WAAM is to eliminate time constraints. Douglass gives the example of casting, in which part production requires an expensive mould and the process can take months to make a part.
"If a customer is only looking for a prototype or producing a small quantity, WAAM may be able to produce the part in a fraction of the time with a smaller overhead cost," he said. "Using WAAM for some applications can provide multiple advantages, whether that’s overall cost, reducing lead times, or just maximizing efficiency."

With Lincoln Electric’s WAAM system, the part can be put on a positioner that rotates and tilts so gravity isn’t working against you during the additive process and support structures are not needed.
Every additive process will have some advantages and disadvantages. WAAM has some significant minimum size restrictions. For example, for cooling channels, some AM processes can make 1-mm-diameter channels. However, someone who opts for WAAM will generally be doing so because they are producing a large part, and therefore may not need these tiny features, so the process does have some design considerations that need to be taken into account.
"Our system offers complex coordinated motion between the robot and the positioners," said Douglass. "To do that effectively requires slicing software that is able to take the 3D model, slice it into layers, create an efficient path planning strategy, and generate the machine program. It’s not enough to just rely on experience; the engineer needs to understand how the hardware and the controls work together. It’s important to make sure that the deposits are placed in the exact spot to meet part dimensions."
Douglass also noted that a few questions require answering before diving into any system. Can the part be corrected if the system starts to build outside of the specifications? Can the system self-correct to adjust for any issues? Can adjustments be made on-the-fly? Can you control the microstructure of heat-treatable alloys? The user must be comfortable with all these aspects, especially because scrapping large components because of manufacturing errors can be extremely costly. There are so many considerations that need to go into ensuring the processes is effective.
"So it’s one thing to slice it and plan what you’re going to do; it’s another thing to execute. Marrying these two areas is not trivial. You could have software specialists available that are suited for the software side but are not familiar with welding. Then you’ve got welders who are not familiar with the software. Finding a system that can merge these two areas is essential. That’s where our WAAM really shines."
Another advantage of this system is that it can slice the component on different planes. Many AM systems tend to slice in parallel sheets.
"But what if you wanted to create something that has complex curvature or sharp overhang?" posed Douglass. "Doing that in the software and then getting that co-ordinated motion between the robot and the positioner can be a challenge but enables parts to be produced without support structures."
Although WAAM has its advantages, it’s important to understand if and how a shop can take advantage of all the technology provides and think through how it can be use with existing parts and projects. The wire feedstock is invariably less expensive than its equivalent alloy in powder form, but there are some trade-offs. Typically, the resolution is not as high and the surface roughness is greater than with powder deposition, so parts generally cannot be produced with the same level of detail. That’s why part application plays such an integral role in its efficacy.
"We had a project with a company a couple of years ago with Oak Ridge National Laboratory, where a propeller for a ship with a hollowed-out blade was created," said Douglass. "This design saved on weight, which provided torque advantages as the blade spun in the water. If you’re casting or machining an entire propeller from a block, you can’t create hollow structures."
In the same way, adjustments can be made to designs with conformal cooling channels seen in injection moulding or castings. The advantage of using AM is that these cooling channels no longer need to be straight or circular, as they don’t need to be drilled in. Perhaps the design could benefit from an oval shape or a non-straight channel, which is now doable.
"It’s another tool in the toolbox, but at the same time there’s just so much advancement in additive and we are really seeing that with technologies designed for large parts," said Douglass. "One of the biggest benefits that is particularly timely is supply chain issues, where it is difficult to get material and stock in a timely fashion. If you have an acceptable CAD file and have the wire stock and base plate material to work off, the part can be made in weeks rather than months using WAAM."

Carbon fiber composite lay-up mold with 3D printed facesheet.
AM makes sense in a number of industries, but there are some very specific industrial applications for which WAAM is a great option.
Tool and Die Industry. When it comes to producing expensive tooling, WAAM can be used to eliminate pricey moulds as well as reduce production time. Douglass identified the aerospace sector, particularly aerospace tooling, as a growth opportunity.
"In the tool and die industry, AM technology can be used for die casting, stamping, or hot forming parts requiring a quick turnaround," he said. "It also is capable of multimaterial deposits to optimize material property placement based on the performance needed for certain features."
Mining and Earthmoving Equipment. In recent years manufacturers of equipment such as excavators, backhoes, bulldozers, mining trucks, and cranes have faced considerable cost and delivery challenges.
"Mining and earthmoving equipment manufacturers often utilize large steel castings, which often have very long lead times and can be very expensive to procure," said Douglass. "It may make sense to use WAAM to produce these heavy components." Aerospace and Defence. With many aging vehicles and systems, finding or even producing spare parts can be a challenge, particularly if moulds have been lost or the original company that made the parts is no longer in business.
"By reverse engineering the parts, we can use WAAM to produce one-offs without investing heavily in new moulds or large-scale production," said Douglass.
Associate Editor Lindsay Luminoso can be reached at lluminoso@canadianfabweld.com.
Lincoln Electric, www.lincolnelectric.com




Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription
Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.




