







Editor
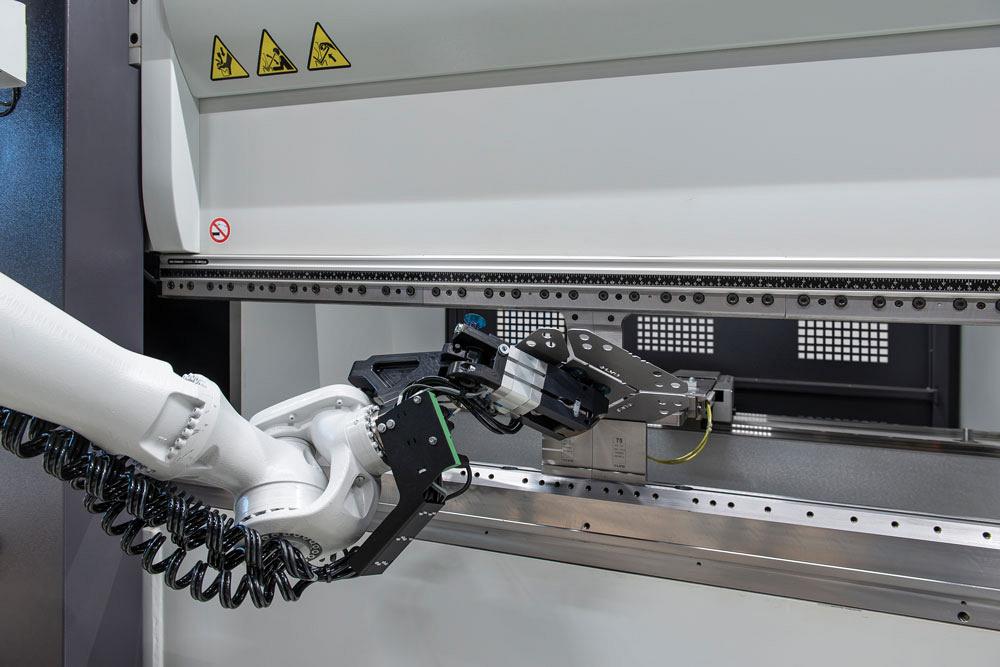
Image courtesy of LVD.
Robotic press brake bending cells are not new to shop floors, but the software driving them continues to become more and more sophisticated, making the cells’ value and ease of use in a shop that much greater. The need for the technology has never been as great either.
“Shop managers and owners want robotic setups because it’s harder and harder to find press brake operators,” said John Wolf, press brake product sales manager at LVD Strippit, Akron, N.Y. “And even when you find operators, the challenge is keeping them interested.”
The challenge for companies marketing today’s robotic bend cells is that those who have been in the industry long enough think of automated bending as a time-intensive process.
“A lot of people continue to believe that unless you have a single run of thousands of parts, it’s going to be too laborious to program,” said Derrick Flores, product manager, bending robotics, Amada America, Buena Park, Calif. “But today, as long as you know you’ll be running a part at least a few times in a year, making limited runs of as few as 10 parts can make sense. The labour savings are there.”
Stepping up With Efficient Programming
Part of the challenge with older bend cells was that it was necessary to program the bends for the press brake and the movement of the robot separately. Essentially this meant you had to walk the robot through the bend sequence, ensuring that no collisions would occur in the sequence and its unloading.
In addition, in the past, if there were an error in programming the movement of a part using the robotic arm, it might have been necessary to start from scratch with the program from the point at which a collision occurred.
“The software still relied on an experienced operator who understood how a robot moves, what the axes were, and how to program that robot,” said Marcel Fiedler, product manager for bending and automation at Bystronic Inc., Hoffman Estates, Ill. “All that programming could already be done offline, but it still required robotics knowledge.”
Current programming software developed over the past few years eliminates many of these complications.
“In our Dyna-Cell, for instance, we talk about going from ‘art to part’ in less than 20 minutes,” said Wolf. “We input a drawing and the software takes roughly 10 minutes to do the bend sequence and seven or eight minutes to run through the robotic sequence. At that point, it’s ready to bend parts.”
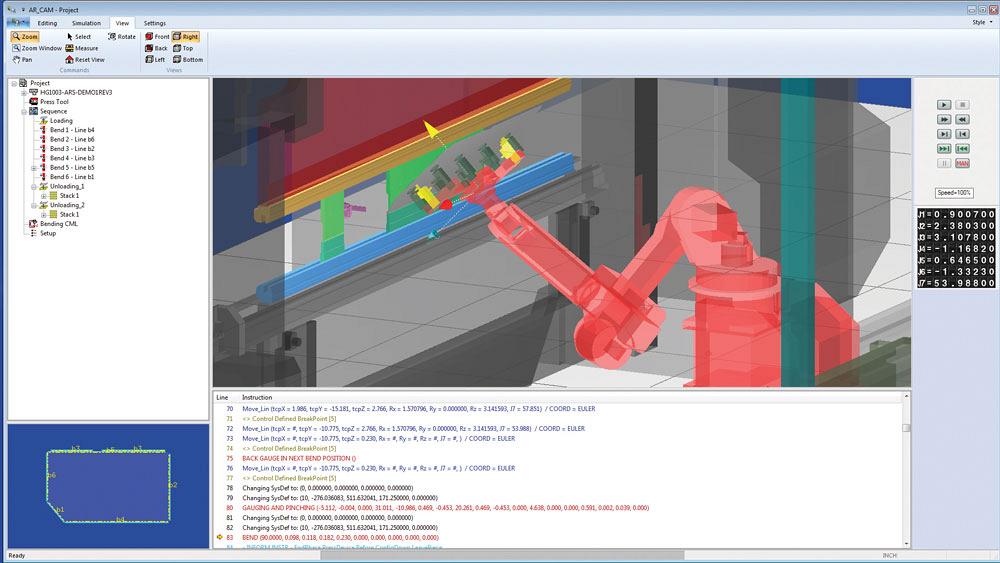
Developments in programming software have stripped away the technological issues older bending cells used to have. Image courtesy of Amada.
Amada has a mature selection of bending cells and associated programming software that has stripped away the aforementioned technological issues. But even its software continues to evolve. Flores said that with the newest iteration of Amada’s programming software (set for broad release later this year) customers who are using the current version of the company’s software will reduce cycle times by a further 20 per cent.
“The newer software not only runs the part through the robotic sequence, it also pulls information from a shop’s tooling crib to determine what tool is best for the job,” he said. “It’s one less decision an operator has to make and input in the program.”
Fiedler noted that it used to take 30 to 40 minutes to program a four-bend part. Now the robotic sequencing takes around five minutes.
“The feedback from customers was that they wanted programming to be simple enough for a beginner but flexible enough for someone with more experience to adjust things as they wish,” he explained. “In the past the idea was that software would drive the robot. Now we think in terms of driving the part through a process and having the robot following it.”
As Fiedler explained, like so many other systems, the information you provide the software program will determine how rapidly you can program Bystronic’s bending cell.
“We make a bend program exactly as we would for a manual brake,” he said. “After that we send it to the robot manager software. That takes the bending sequence, tools we’re using, and how we’re going to gauge the part and determines the handling process. All of it starts with either a DXF drawing or 3D model. Customers are moving to 3D models, which makes it easier to process parts. 3D models already have basic info such as bend deductions, what the angle is going to be. There is no defined format for DXF drawings so lots of information can be missing. 3D models are much more reliable because that information is necessary to render the model.”
One upshot that Wolf has observed is that customers find they need fewer setups than they believed they’d need.
“There was a habit for a long time of saying, ‘This will work better with this die’ or ‘This will work better with this punch,’” he explained. “What shops are realizing is that those choices may have been working better with older technology, with a machine that didn’t have a good bend allowance table built into your software, or with a software that couldn’t determine that a set of parts could be run on one set of tooling instead of seven. We’ve had some customers send us 15 different parts and we’ve found that 10 of those parts could be done on one set of tooling. When we tell the customer that, they just look at us in surprise. When you have precise cutting on your laser, and a precise measuring system on your press brake, this is what is possible.”
Another benefit of some of the automated measures is increased safety.
“Whenever we run a program, there’s a full collision check,” said Fiedler. “While no person will be in a cell while it is running, it’s still essential to ensure that no critical damage can be made to any machines. Having a system that automatically checks for this adds another level of security for the operator.”

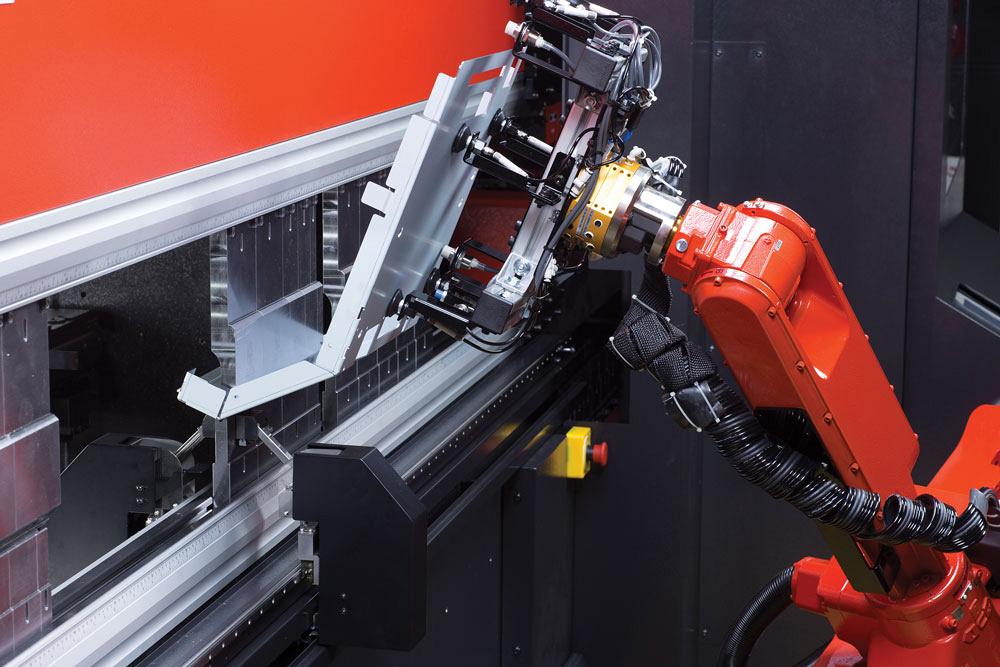
A big part of ensuring you get the most value possible from a bending cell is maximizing the breadth of parts you can produce on it. This 7-axis robot has a lifting capacity of up to 270 kg and autonomously changes grippers and bending tools. Image courtesy of Bystronic.
Expanded Opportunities
If programming time is reduced substantially, the number of parts in a run that a shop can bend profitably on that machine is reduced too. But there still needs to be careful consideration of what is expected of the robotic setup.
“It still has to be repeatable work,” said Flores. “You definitely want to stay away from prototyping. If you are going to see a product only one time and never again, there’s no point in programming it unless there are thousands of units in that single run. Doing just 50 parts of a product you won’t see again doesn’t make sense.”
If a shop has several parts that it produces for clients regularly, regardless of how large each run is, then a robotic cell begins to make sense.
“Once you have programmed a part, that program can easily be called up again,” said Flores. “The savings are built into that repeatability. If you can run 80 per cent of your bending projects in a cell, the savings become quite obvious.”
Flores noted that one of the biggest errors that shops make is thinking an investment in a bending cell is similar to an investment in a stand-alone machine.
“I hear people say, ‘Why would I buy this when I can buy three stand-alone brakes?’” he said. “When people say that, they are forgetting the labour required to run those three machines. That’s where the savings justify the costs. Currently people think in terms of ‘one person, one machine.’ But when you introduce automation like this, you can have an operator running a stand-alone press brake while also monitoring the bend cell. That one person is now responsible for the equivalent of three or four manual brakes.”
Flores said he believes this is just the first step in bend cell evolution, though.
“What I would really like to see is a three-to-one model where one operator maintains three pieces of bending automation,” Flores said. “I believe we’ll see that in the future.”
The flexibility of cells also means that part kitting directly from the bend cell could become more common, thereby simplifying both bending and assembly.

Beyond choosing the right-sized tool, a shop also must consider how parts are going to be removed from the cell. Will they be kitted in assemblies, placed on a conveyor (as on LVD’s Ulti-Form shown here), removed through a chute, or stacked on pallets? Image courtesy of LVD.
“Today it’s much easier to kit parts,” said Flores. “We’re seeing some clients doing short runs of grouped parts for kitting now, and I expect we’ll see more clients going to that model. This makes the most sense when dealing with smaller parts, of course, due to the space required to stage raw materials and placement of finished parts.”
Rightsizing Your Cell
A big part of ensuring you get the most value possible from a bending cell is maximizing the breadth of parts you can produce on it.
“Amada uses part size windows to help customers determine the best cell for a shop,” said Flores. “For instance, if most of your parts are 12 in. by 12 in., you’re likely going to be happy with our smaller configuration. The next size up can accommodate parts as large as 39 in. by 32 in. and as small as 6 in. by 6 in., so there is some overlap there. However, these parameters are just guidance. Each installation is a case-by-case situation where we determine the right fit for a shop.” Amada’s breadth and depth of automated bend systems include an even larger option for processing large parts that would typically require two operators to handle safely. As much as throughput is usually the first consideration for a shop, safety concerns also factor in for specific needs.
Beyond choosing the right-sized tool, a shop also has to consider how parts are going to be removed from the cell. Will they be kitted in assemblies, placed on a conveyor, removed through a chute, or stacked on pallets?
“Decisions like this will affect the length and width requirements of the cell,” noted Fiedler. “Available space on your shop floor may require creative thinking around how this will work.”
For LVD’s Wolf, the key is to keep parts moving.
“With our Dyna-Cell and our new Ulti-Form, which uses an automated tool changing press brake to automatically change tooling between jobs, we are trying to streamline operations for the shop, increasing throughput, and keeping lot sizes down in order to avoid excess inventory,” he said. “I think that’s where the kitting of parts will really benefit a lot of users.”
Clear Efficiency Wins
Determining how a robotic bend cell is going to fit into your shop can be challenging, but it’s clear that the hunger for the technology is there.
"When you introduce automation like this, you can have an operator running a stand-alone press brake while also monitoring the bend cell," said Amada's Derrick Flores. That one person is now responsible for the equivalent of three or four manual brakes." Image courtesy of Amada.
“As many as 70 per cent of our demonstrations now include robotic automation,” said Fiedler. “I think COVID accelerated the interest in the technology for a lot of companies because it’s the only way they are going to ensure that they can run lights-out overnight.” And the efficiencies are there. As all of the sources noted, an automated press brake never takes a break, so whatever you feed it will keep running.
“We believed that the cell itself would be at least 80 per cent efficient unattended,” said Wolf of LVD’s Dyna-Cell. “We asked our first dozen customers to map that for us and we actually saw efficiency levels between 93 and 97 per cent. What we didn’t take into account is that even the best operator isn’t in front of his machine a full eight hours a day. In comparison, as long as material is in the cell, and as long as you have the right measuring system on the machine to check every angle, there’s no reason for that cell to stop.”
Amada America Inc., www.amada.com
Bystronic, www.bystronicusa.com
LVD Strippit, www.lvdgroup.com




Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription
Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.




