







Associate Editor

For an I-beam, operators should orient the beam on the two flanges in an H-shape rather than the I-configuration to essentially minimize the changes in the cross section. Photo courtesy of Pat Mooney.
Over time any band saw will wear out, and this is especially true when it is cutting structural components. All too frequently the cause of a poor cut can be traced to improper equipment and practices. The biggest challenge with sawing structural shapes involves interrupted cutting. With this type of cut, the teeth don’t have a lot of time to engage with the material and pull off a chip like it would in a solid piece. So in effect, the blade is slapping through the material, which can be extremely damaging to the teeth, as they have a tendency to fracture and the blade will wear in a very rapid and unpredictable manner.
Finding the right combination of factors and features will help alleviate the challenge that is sawing structural shapes. Following are five key considerations.
1. The Band Saw
Of all the materials that can be cut on a band saw, structural components—whether it’s tube and pipe, angle and channel iron, or H- and I- beams—are some of the most challenging. That is why choosing a band saw that is designed specifically for cutting these materials is essential.
“Choosing a machine that has a canted head will give the saw blade a tilt, in our case, 6 degrees,” said Lee Larson, general manager, Kalamazoo Machine Tool, Portage, Mich. “With most structural shapes or beams, there tends to be a flat surface. With a canted head, the blade cuts at an angle rather than straight across, which will improve the cross-sectional consistency of the cut.”
The cutting angle can reduce cutting stresses in interrupted cutting, minimizing dramatic changes in teeth engagement as well as preventing pinching of the blade. It’s also ideal for cutting bundles, which is common with this type of cutting. With the canted head, the blade contacts less material over a more uniform amount of time.
“Beyond the canted head, you want a saw that offers variable speed,” said Larson. “You also want something that is fully hydraulic, and a twin-column versus a hinge-type saw. When someone begins cutting structural, they tend to move away from the cheaper saws and opt for something that can handle the challenge.”
2. The Blade
With so many band saw blade options available with so many variables, it can be hard to know where to start when it comes to finding the right blade. There is no one-size-fits-all option, so opting for a blade that is specifically designed for structural cutting can make all the difference. However, fabricators need to be aware of the various materials and shape they expect to be cutting to help determine what blade is best.
“Knowing the material you're cutting is essential,” said Jay Gordon, North American sales manager, saws and hand tools, The L.S. Starrett Co., Athol, Mass. “In many cases, people believe that because it's an angle iron or I-beam, that it’s a certain type of material. Whether its A36, 1018, or whatever the case may be, there are a large number of differences in materials. Fabricators could be cutting A36 or A500, which require completely different operations. All tubing, all channels, all angles, all kind of shapes are not the same.”

When cutting angle iron, many operators place the material in an L position on the saw, where the material is lying flat against the base and wall of the saw vise. On a vertical saw this is OK, but on a horizontal band saw you want the material to be in an upside-down V shape. Photo courtesy of The L.S. Starrett Co.
Tooth Pitch. Tooth pitch, defined as the distance from one tooth tip to the next, can be constant or variable. Typically, cutting thinner sections requires a finer pitch, or more teeth per inch, whereas thicker sections require a coarser pitch.
“Choosing the right blade always begins with the size of the material and its grade. The larger the part, the fewer teeth you want engaged, so you will want to go higher on the tooth pitch if your material is larger,” said Mark Mullally, sawing consultant, Pat Mooney Saws, Addison, Ill.
However, with structural shapes, choosing the right pitch can be challenging, especially as it relates to components with variable-width flanges. In these cases, manufacturers have designed blades that tend to be more durable.
“Many manufacturers alter the design of the tooth to be a bit different than a solid cutting tooth profile to help fight off tooth strippage,” said Dan Fernandes, senior product marketing manager, LENOX - Stanley Black & Decker, East Longmeadow, Mass.
Tooth Set. Tooth set is defined as the left and right tilt of the teeth, which provides clearance for the blade to move through the cut by helping to clear chips. It can affect cutting efficiency and quality.
“Many manufacturers will add an extra set called a heavy-set-type blade because the structural component, whether it’s an I-beam or H-beam, can have lots of stress points,” said Gordon. “And in many cases, they tend to pinch. A heavier set will offer more kerf or more clearance for the back of the blade. And that negates a lot of the stress in the materials.”
Gordon added that bimetal blades are the way to go when it comes to cutting structural shapes. Although there are other alternatives, bimetal blades offer a tooth tip that consists of hard, wear-resistant material while the backer has the tough, flexible material.
3. Coolant
The experts agree that having the right coolant strategy can make cutting structural shapes much more effective and optimize blade life. Flood coolant is the best option to help eliminate chips that accumulate within the workpiece material, whether it’s round tubes or another structural shape.
“It’s not necessarily an easy strategy to manage the flow of coolant through the workpieces, so many users opt for minimal or no coolant, which can be quite damaging to the blade,” said Mark Cranna, senior R&D engineering manager, LENOX - Stanley Black & Decker.

And when it comes to part bundling, bundle configuration plays an important role. Stacking and bundling parts vertically rather than horizontally is a much more efficient cutting strategy. Photo courtesy of Lenox.
Gordon added that many shops don’t like dealing with the mess the flood coolant leaves behind on the shop floor, especially if they are working with long tubes that allow the coolant to flow quite far away from the cutting zone. An option like a spray mist coolant system is available and can work for some applications. However, flood coolant is still the most effective, albeit messy, option, the experts say.
“Ensuring the coolant-to-water ratio is proper is also important,” said Cranna. “Without the proper ratio, the coolant cannot effectively prevent damage such as a built-up edge, where the chips get welded to the front of the structure. This completely changes the geometry, creates vibration, and additional issues such as burr develop. This ultimately can lead to premature blade wear as the structure actually fractures off as opposed to wearing in an even, consistent manner.”
4. Orientation
With structural shapes it’s important for operators to know exactly what type and size of material they will be cutting to ensure that they have the correct feed and speed setting for the job. They also need to orient a part properly to ensure effective cutting.
“Whether they use a horizontal or vertical band saw, operators also need to orient the material properly within the saw to make sure the geometry makes sense for the tooth,” said Brian Thornton, sales, Pat Mooney Saws. “A great example is cutting angle iron; many operators will place the material in an L position on the saw, where the material is lying flat against the base and wall of the saw vise. On a vertical saw this is ok, but on a horizontal band saw you want the material to be in an upside-down V shape as this creates less stress on the blade and will increase your tool life.”
Depending on the shape being cut, operators should orient the part so that the band saw blade is given the most uniform cross section as possible throughout the cut so that they are not engaging too few teeth or engaging too many. This orientation will lead to much more consistent operation and longer blade life.
For example, Larson said that for an I-beam, operators should orient the beam on the two flanges in an H-shape rather than the I-configuration to essentially minimize the changes in the cross section.
Another example is proper positioning of weld seams. Operators need to pay close attention to where the weld seam is placed, added Mullally. On a horizontal band saw the part should be oriented with the weld facing upwards so the blade is cutting the weld from outside in, not inside out.
5. Fixturing and Clamping
Making sure an odd-shaped part is oriented correctly helps, but ensuring the part is fixtured correctly, especially if the operator is bundle cutting, will help reduce vibration and properly secure multiple piece, which will increase tool life.
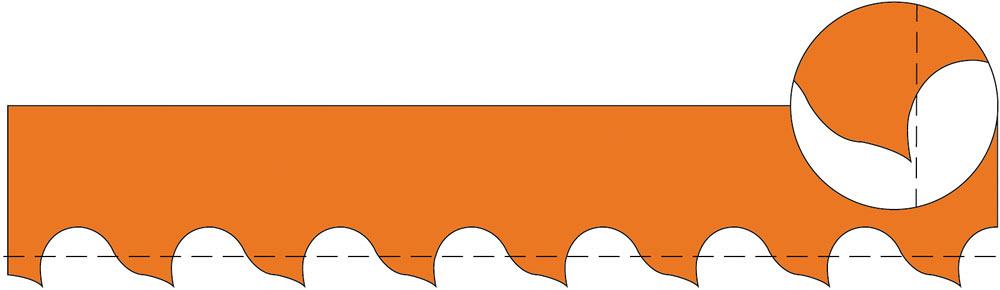
There is no one-size-fits-all option, so opting for a blade that is specifically designed for structural cutting can make all the difference. Photo courtesy of Pat Mooney.
“Operators should always be on the lookout for wear on the clamps,” said Mullally. “Also, having a top clamp, especially for bundle cutting tubing, is necessary. Without the pressure coming from the top clamp, the tubes will want to spin, breaking your blade. The operator should always find the best orientation for the part and clamps the saw has. If they are breaking blades left and right, trying different orientations will help establish the best way to cut.”
For clamping, tighter is better, especially as it relates to bundle cutting. However, bundles present their own challenges, as a top clamp may not be sufficient to prevent movement and vibration of parts within the bundle. This is where tacking comes into play.
“I would say one strategy, especially if you know you're trying to cut bundles with rebar, is to tack them in place,” said Cranna. “Fundamentally, the rebar pieces are going to be different sizes and overall straightness is not uniform, so they will have a tendency to spin individually regardless of top clamp ability. Operators can tack those in place to create a stable structure.”
And when it comes to part bundling, bundle configuration plays an important role. Larson noted that he sees a lot of people making a bundle or loading up a machine horizontally, because it's a lot easier from a material handling standpoint, but it’s not an effective cutting strategy.
“For example, if you are cutting six 2-in. pipes, it’s easier to lay them straight across the table,” said Larson. “But the saw views the bundle as a 2-in. by 12-in. bundle rather than if they were stacked, which the saw would see as a much smaller cross section, which is ideal.”
Associate Editor Lindsay Luminoso can be reached at lluminoso@canadianfabweld.com
Kalamazoo Machine Tool, kmtsaw.com
LENOX, www.lenoxtools.com
The L.S. Starrett Co., www.starrett.com
Pat Mooney Inc., www.patmooneysaws.com



Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription
Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.




