







Editor

Cobots may attract new employees not commonly drawn to welding, according to some industry surveys. Miller Electric
Collaborative robots, or cobots, have excited interest among welders since their introduction. The idea of being able to have a robot perform simple, repetitive welds without investing in a complicated automated weld cell obviously holds great appeal.
That appeal has only increased as the programming on the cobots have become simpler to use and available configurations have increased. So, what is your ideal part mix, shop setup, and knowledge requirements for investing in a cobot? Whether you have a low or high mix of parts, or changing needs, a cobot is much easier to adapt and re-teach than traditional automation.
A fixed robotic cell does have its place in the market, noted Sheena Suvak, senior product manager, Lincoln Electric, Cleveland.
“If a manufacturer has maybe 10 or 20 standard parts that use a headstock and tailstock for positioning, or some other type of fixturing that presents the part to the robot, and their programs are preset for these parts, a fixed robotic cell still makes sense,” Suvak said. “The speed of the processing can also be faster because, with the safety technology used in a fixed cell, the robot can move at a faster speed.”
“Industrial robots are ideal for throughput,” said James Manning, communications and training specialist, Miller Electric Mfg. Co., Appleton, Wis. “For high-mix, low-volume parts, a cobot is usually the best option. If I have 4,000 of the same part that I need to get through every week, that may require an industrial robot.”
The value of the cobot, Suvak added, is that it can be integrated into a shop easily because it is not restricted to a certain type of position or tooling.
Will Healy, global welding segment leader at Universal Robots, Novi, Mich., noted that the part mix under consideration by many of his customers varies widely.
“We have one customer that is doing just one part with the cobot right now,” said Healy. “It comes down to the quality of the weld versus doing that same weld manually. If the look of the weld matters, a cobot can make sense at one piece. Another customer is running a wide variety of parts, needing quick changeovers, which isn’t possible with fixed automation. Any way that you can take changeovers from two to three hours down to five to 10 minutes, that’s money in your pocket.”
Ross Fleischmann, marketing manager at ITW, Glenview, Ill., said that the complexity of parts being welded using cobots is ever-expanding.
“Because cobots allow for quick changeovers, and because they are unencumbered by safety gates and other structural aspects of fixed automation systems, it’s possible to introduce more jigs and fixtures into that operating space. Customers are really experimenting with how complex a part they can work with,” he explained.

At Carriere Industrial Supply in Sudbury, Ont., a UR10e MIG welding robot is mounted on a seventh axis and placed on a mobile skid to bring the robot to large workpieces. A human welder and a welding robot work side by side, leap-frogging across the side of the truck body to double output. Universal Robots
Going from manual welding to automation can be a surprise for many welding operators.
“Most people don’t realize how much banging with a hammer their guys are doing, or how much extra fit-up work they are doing,” said Healy. “For any automation, whether it’s a cobot or a robot, you have to have good parts coming in. Otherwise it is going to be more difficult to make that automation work.”
As Fleischmann explained, even a manual welder has a planning and programming process.
“When a manual welder walks up to an application, make no mistake, they make a plan in their head and they program. Then they go and execute the weld. When you're planning out a manual weld, you think about where the cable will be, whether you’ll be pulling it. Is it going to get caught on part of the table? How will you position your arms and hands when manipulating the torch? There's a lot to plan out, because if you get stuck in the middle of a weld, we have to stop.”
“Any automation will expose the effectiveness of your throughput,” said Manning. “How accurate are your parts? How consistent are your fixtures? How good are your engineers at creating fixtures? If you’re not good at any of that, using a robot is going to cause you some issues.”
Healy recommends looking at your cutting process to make sure it’s up to the task of delivering clean parts.
“If you get a cobot welder and the welds are poor, it’s probably the material you’re feeding it,” said Healy.
The second part of that equation is considering your fixturing, because a part can’t simply be moved around by an operator during production. Both Manning and Healy note that you may have to rethink your fixtures for your cobot.
“Can the robot get to where the weld needs to be?” asked Healy. “You really have to think through the clamping and bracketing. That also means having a table with a repeatable surface with proper fixture points on it.”
Manning suggests that your parts may have to be re-engineered as well. “By considering a cobot, you are considering growing into automation,” he said. “In the process, many details may have to change to make this growth possible.”
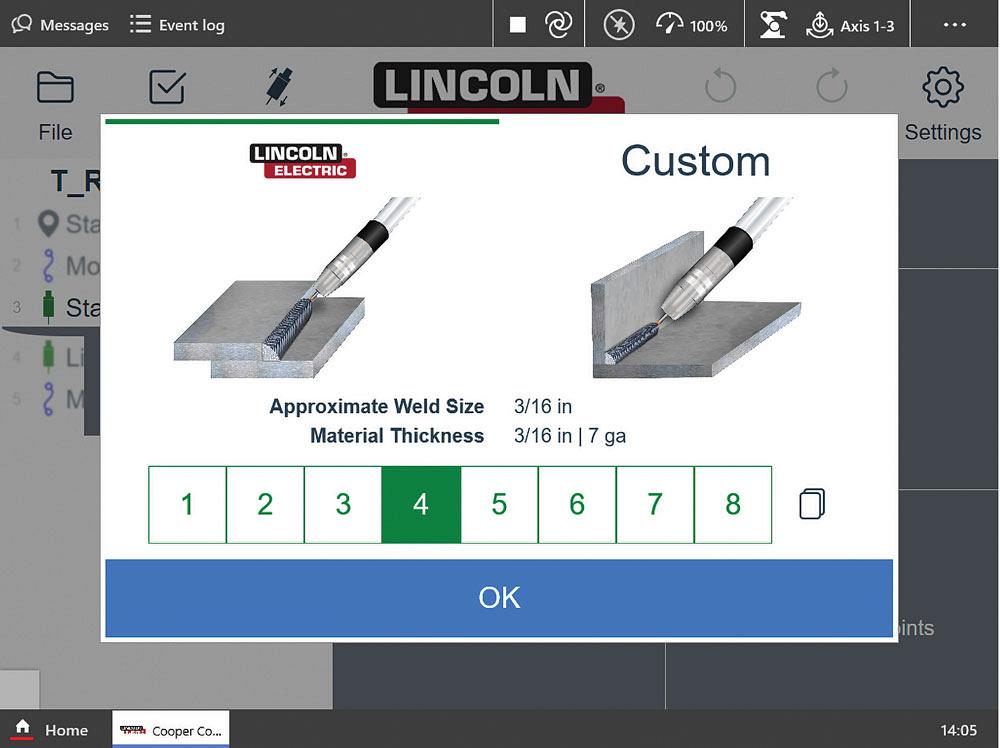
Ease of use is a key benefit of cobots. Cooper App’s Weld By Numbers screen, shown here, is an example of how this is achieved. Lincoln Electric
Cobots often are configured on a moveable cart or fixed on a table, which offers you options in how to deploy them. For instance, Lincoln Electric’s Cooper Welding Cobot cart model is designed to fit through a 35 in. doorway to make it easy to move around a small shop. But configuration possibilities are broader yet.
“A cobot can be mounted on a track or up on a gantry as well,” said Suvak. “Cobots can be configured to weld everything from small coupons in a shop to large shipbuilding applications. Some of these setups would be custom installations. But whatever configuration is chosen, it doesn’t affect the simplicity of operating the cobot.”
A cobot’s arm reach also is increasing. Some have a reach of as much as 72 in.
As beneficial as that increase is, Healy said you must take into consideration the whole work envelope required of your part.
“The reach might be 70 in., but as soon as you put a torch on the end of that arm and it has to bend back and get a weld down a 90-degree angle, then you start to limit how much actual work area you have,” Healy explained. “If you need to move the part, then maybe a rotary positioner can be used. This is now possible with cobots as well.”
Given the use of linear rails, gantries, positioners, and longer arms, Healy insisted that with a little imagination, more companies will be able to use cobots for larger and larger assemblies.
All this leads to adaptation on the shop floor.
“Many customers have reported that they like the flexibility of bringing the cobot to the weldment and not having to design a way to lift parts to a weld cell,” said Eric Nicolaisen, software development site manager – Waterloo, Lincoln Electric Automation. “Customers are also leveraging the capability to weld off-cart while using the cart as a pedestal of sorts.”
Fleischmann referred to his company’s approach to this flexibility as “customer-backed innovation.”
“We treat the voice of the customer very seriously when it comes to innovation,” he said. “We really follow their lead, determining what they want us to do in terms of cobot implementation.”
When you consider the movement of cobots, the “co-” or “collaborative” part of that is key when evaluating safety.
“Cobots run at collaborative speeds, so they are slower than many industrial robot speeds, but definitely faster than a human,” said Suvak. “They also have force sensors within the cobot arm, so when it hits something, it will abruptly stop; this is not the case for industrial robots. There are a lot of standards in place that help identify the tolerances necessary in terms of operating a cobot. Those tolerances get much tighter when we have a cobot that is working at head height on a gantry compared to a cobot a welder might be working side by side with.”
Each cobot developer works to make their products as safe as possible, but as Healy pointed out, it’s still important that every application have a safety risk assessment.
“An integration partner that is knowledgeable about assessing safety risks can help ensure safe operation of your system,” said Healy. “Many risks can be mitigated by the safety features in the cobot, but it’s important to be clear what those are.”
Those built-in safety systems, however, are part of its flexibility benefit.
“Its ability to integrate into a shop in a relatively small space is key to creating access to automation for a lot of smaller shops,” said Fleischmann.
Since its introduction, a cobot’s biggest selling point has been the idea of its ease of use. Advances in programming have only made this a stronger selling point.
Healy recalled a customer that insisted on in-house training for his team with its new cobot.
“After an hour, the trainer was just sitting drinking coffee while the customer’s team was running production,” Healy said. “Generally, the operators need to have minimal to no knowledge of how to use a robot. The cobot is really a tool, an extension of the welder, just like we give roofing guys nail guns to get their work done faster. You still need someone with welding knowledge to read prints and understand what operations are going to be run, but they don’t have to be on the weld bench.”
Part of that programming development for Lincoln Electric has taken place at its Waterloo, Ont., facility.
“The prime goal that Lincoln Electric set out to achieve when designing its Cooper Welding Cobot was to remove any intimidation and allow the user to see themselves being successful using the technology,” said Nicolaisen. “Traditional teach pendants and programming methods can be overwhelming and will often prevent some from even considering entering into automated welding. What we wanted users to be able to say is, ‘I know the weld angles, I know where to start, I know where to flare in and flare out, and even though I don’t know anything about programming, I have this intuitive tool that can help me do this.’”
Taylor Robertson, one of the lead robotics software developers on the Lincoln Electric team in Waterloo, said: “You definitely don't need to be an expert welder to be able to use this user interface. Essentially, it is very conversational and walks you through step by step and feeds that information to the robot.
“One of the biggest benefits to cobots is the ability to physically move the robot where you want it to go,” Robertson continued. “We've really honed in on this feature with our application. Traditionally, you're programming a lot of air motion when you're teaching a robot how to move around a space. Collaborative robots, you can already physically move them freely. When you're teaching with our app, you don't have to think about air motion. We are taking that movement and capturing it in the background. When you teach a weld, all you're thinking about is where the weld needs to be. You move the robot where it needs to weld, move it around any obstacles, and because we are capturing that path, the robot's going to do exactly what you've instructed.”
All of the steps are broken down to an absolute beginner level. You can follow the onscreen instructions, move the robot, press a couple buttons, and create successful programs within the application.
“My parents, who have no knowledge of welding, were able to follow the programming instructions,” said Robertson. “To me, that was proof of what we've been doing. That ease of use was our main goal.”
With the Lincoln Electric Cooper app, you can choose the type of operation you wish to perform, such as a linear or circular weld, and then enter an active workflow, which is an onscreen, conversational step-by-step process to determine all the parameters of the weld. Then you enable lead-through teaching, also known as guided programming on a cobot, to unlock the robot to record your weld points (the locking mechanism is another safety measure, so the robot doesn’t move when performing other operations).
“The minimum number of weld points for an arc is three,” said Robertson. “If you were to do a full circle, to capture that effectively is five points. For additional detail or more complex parts, the more points that you capture, the more detail will be added. One thing that we've done differently as well is that once you do begin capturing those more complex parts, you don't need to capture arcs for every segment. You can take the information you have already captured and use it for other parts of your weld.”
The cobot is customizable, but the system also has “pre-baked weld sets,” as Robertson described them, providing users with commonly used welding parameters for an application. You input the type of material being welded, the wire type and size, the gas mixture, and the thickness of the material and the program provides the typical parameters.
Although this makes it simpler for non-welders to perform welds, there is still value in having welding experts engaged with the cobot.
“We’ve created simplified programming, which makes setting up the weld parameters faster and easier. The app paired with the cobot frees up the operator/welder from less complex manual welding to focus on more complex welding applications,” said Robertson.
Suvak noted that Lincoln Electric’s system also has a production mode so that, if the regular cobot operator is out sick, there is a setup by which certain previously defined programs can be pulled up in the cobot and run with the click of a couple buttons.
“The key with these programs is that whoever initiates them can’t make any edits to them,” said Suvak. “It will be a different user experience, but it keeps an operation going even when you are short of an employee.”
Ultimately, cobots are becoming popular because finding welders is a challenge.
“Smaller shops can’t afford to have a specialized programmer,” said Nicolaisen. “Many can’t even find welders, so a cobot with very intuitive programming can be a very effective tool for them. We are seeing customers often leveraging general labourers to run the cobot. With a little guidance from someone with welding knowledge, a cobot can be adopted by many of those employed within a fabrication shop.”
There are also jobs no one wants to do—dull, repetitive welds, or weld finishing.
“No one wakes up in the morning saying, ‘I’m looking forward to grinding welds all day,’” said Healy.
Equally, it may encourage some senior welders to stay on your team longer.
“Some guys just don’t want to be under the hood anymore,” said Manning. “But they may be keen to stay on to operate a cobot, even part time.”
Perhaps cobots will attract new employees not commonly drawn to the industry.
“The U.S. Bureau of Labor Statistics data on welding shows that in manual welding, the ratio of females doing welding is about 5 to 6 per cent. But if you look at the ratio for those operating automated welding equipment, the ratio goes up to about 15 per cent female,” said Fleischmann. “No guarantees, but that suggests you may be able to draw more women into this industry segment with the right investment.”
Editor Robert Colman can be reached at rcolman@fmamfg.org.
Lincoln Electric Canada, lincolnelectric.com
Miller Electric, millerwelds.com
Universal Robots, universal-robots.com




Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription
Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.




