







Editor
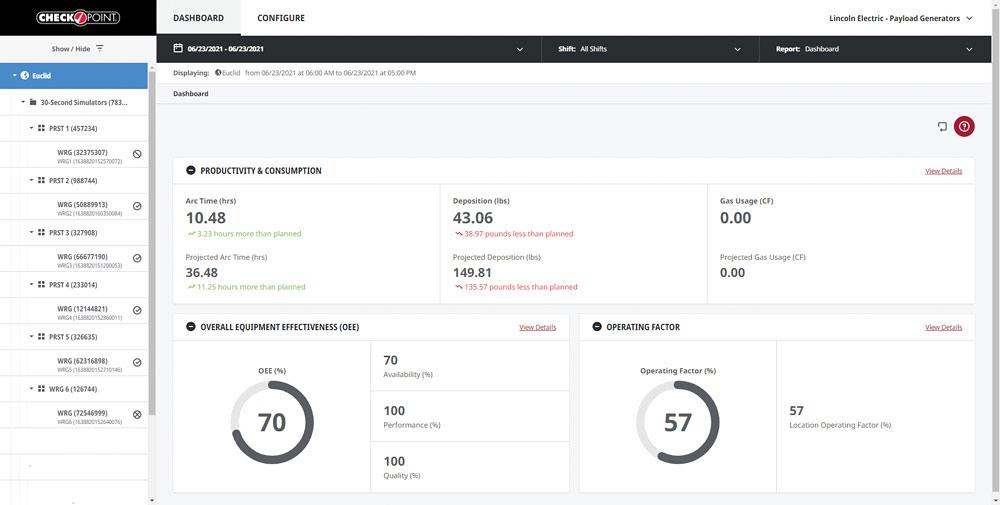
This high-level report within CheckPoint attempts to provide an overview of production happening at a macro level. It takes into consideration production targets and quality metrics to calculate things like OEE and operating factor. It also attempts to identify trends as shown below the Arc Time KPI. Lincoln Electric
Modern welding power sources are equipped with technology that allows a shop owner to gather substantial amounts of information to better understand how the shop is running from day to day. Beyond the features available on many new welding power sources, sensor technology has developed such that a great deal of additional information can be gathered to monitor operations better. That data can be used in any number of ways to improve productivity and product quality.
The questions that every business must consider are how it is going to gather this information, how detailed the information needs to be, and then how that information will be used.
All major welding equipment suppliers have their version of an arc data monitoring system. Each system is designed to provide a cloud-based or on-premises data centre that uploads key information from welding machines: arc-on time, amperage, voltage, and wire feed speed. The systems also can capture whether a weld is within set parameters for a specific weld standard and alert management if a part is welded outside those parameters.
“The benefit of a cloud system like Lincoln Electric’s CheckPoint is that it’s easy to start using with our advanced welding equipment because it’s built in,” said Michael Relko, product manager, advanced technology products, Lincoln Electric. “As long as the machine can reach the internet, it can send those data points of the weld to the cloud. Then these data points can be compiled to generate reports that can be filtered by location, shift, or time frame. Older welding machines can be linked into it with the use of an add-on box on the machine linked to sensors.”
Most companies have some type of add-on box that can gather information from older machines, but the amount of information is reduced. With those add-on boxes, what can be captured often is limited to arc-on time, amperage, and voltage.
“When the sensor technology is built into the machine, it can capture who is operating the machine, and because newer wire feeders are digital, wire feed speeds can also be captured,” said Relko. “With that information we can determine things like heat input as well.”
Even the smallest amount of data can be overwhelming at first. Jason Bonnell, product manager, manufacturing, at Miller Electric Mfg. LLC, said he believes it’s important to manage your expectations when beginning to use these systems (the Miller system is called Insight Core).
“Early on in the introduction of this technology, you’d ask someone who wasn’t measuring arc-on time what theirs was,” he said. “They’d guess way high – 40, 60, sometimes even 80 per cent. When they see the data, it’s sobering. Their arc-on time may be 7 per cent, which is not terrible. A world-class fab shop is averaging around 15 per cent. If you’re welding beams all day long, you could have as much as 30 per cent a day, but there is lots of variability.”
Relko said it’s mainly just important to get started.
“If you have the ability to collect data, start doing it. You’ll learn things you didn’t know,” he said.
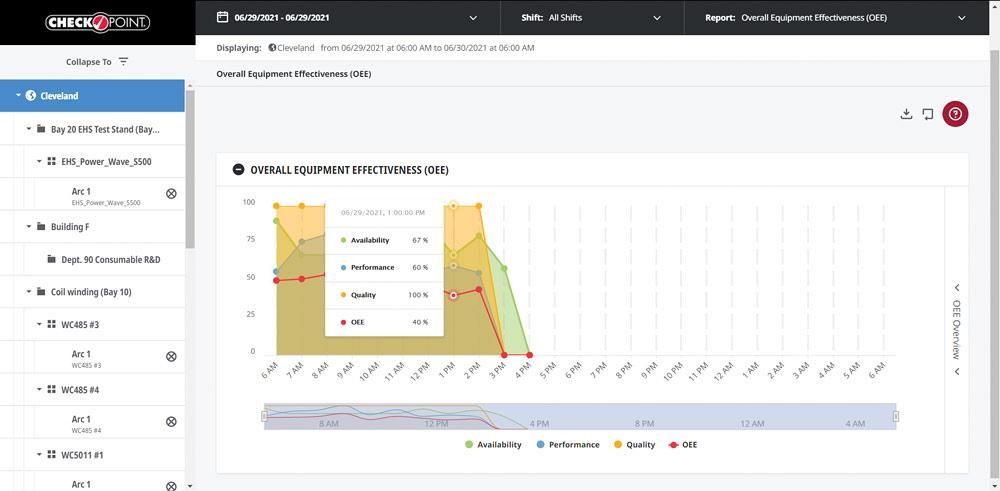
This report in the CheckPoint platform dives into the components of overall equipment effectiveness (OEE) and displays them in a time series graph. Each component is broken down and can be analyzed to spot possible breakdowns in the shop’s production operations. Lincoln Electric
Bonnell encourages any shop aiming to gather data to appoint a company champion to drive it to success.
“This person is not just there to hook it up and make sure it works, but actually has the role of analyzing the data being collected,” he explained. “That person might not be a data analyst, but given the right information, they can figure it out. And if that person owns it, and eventually they leave the company, don’t wait to replace them. These initiatives can end up sitting stale, and it’s hard to get back up to speed when it’s made a priority again.”
Relko also cautioned that weld data collection systems aren’t a panacea; the better you understand your processes, the better the information they will give you.
“The data collection is straightforward, but when it comes to validating that the welds are within certain limits, it’s important for the end user to understand their process well enough to be able to set those limits,” he said. “The welding power source can suggest a range of limits, but to set a maximum or minimum amperage, welding engineers or managers need to understand their process well enough to make informed decisions to set those points.”
Bonnell said he thinks of these systems as relatively simple yet very powerful if you’ve never had any data to work with before.
“What we’ve seen people use this for is information like what time of day does the shop have the most arc-on time,” said Bonnell. “The value of that is that if you have mandatory meetings or planned downtime, you can plan it for when your operators typically are maybe at a lull during the day so you’re not shutting down when they’re most productive.”
Relko said he has seen how understanding the data can help with maintenance issues.
“When a weld is made, in the system you can see the average amperage over the whole weld,” he said. “We had a customer that was logging all their welds and tracking them over time. They plotted the average amperage and noticed a saw-toothed pattern that was happening. It might start at 350 amps and slowly drop to 320 amps and then all of a sudden spike back up. They didn’t understand why this was happening, so as soon as it spiked back up, they sent a technician out to where the weld was being done. They discovered that the spike happened when contact tips were changed out. Once they discovered that, they were able to predict when they needed to replace a contact tip on their robotic cell.”
The data also can help a shop think through its arc-on time and how other variables might affect it.
“In one case, a customer used the data to prove out a change they were making to the shop floor layout,” said Bonnell. “They did a before and after comparison, and what they were able to show was that with the shop layout changes they made, they were able to increase arc-on time 5 per cent through the removal of bottlenecks elsewhere in the process flow.”

Miller’s Insight Centerpoint system integrates a computer in a weld cell with a monitor that helps guide the welder through all the steps involved in creating a part, both welding and non-welding details. The instant feedback provided by such a system can assist in training or quality assurance. Miller Electric
Similarly, Relko also had a customer that noticed there were long pauses in their arc-on times that suggested a non-welding issue.
“The fact was they couldn’t get parts to welders on time, so it wasn’t a welding problem at all, it was a work flow problem,” he said. “Sometimes you find out information about your operations not even directly related to welding because the data is available to show what is affecting your productivity.”
Data-gathering also can help prove out operational changes in welding parameters.
“One company we worked with was driven by deposition rates; it was their No. 1 metric for efficiencies and how much work was getting done,” said Bonnell. “They were using a larger-diameter wire for a particular project, and their weld engineer hypothesized he could get greater deposition rates by changing to a smaller-diameter wire. He spot-tested it and was able to prove out that he could increase arc-on time and deposition rate by a couple percentage points. The driver to moving to a smaller-diameter wire was unskilled labour; welding with heavier-diameter wire generates a lot of heat, and the operators have to take more breaks. It was also harder to handle larger-diameter wire. With that change, the welders were happier, more efficient, and deposition rates went up. Having that data helped prove out the concept.”
On a more basic level, Relko pointed to a company that used data to improve welder performance.
“One customer set its maximum and minimum amperage and voltage limits and strictly monitored just the welds that were outside the limits and mapped them in the chart, showing which stations were having the most weld failures,” Relko explained. “The company basically created a real-time map of target areas they wanted to focus on for troubleshooting and employee training.”
For some fabricators, a stand-alone welding data system isn’t sufficient; they want an integrated data collection system that can capture data from punches, conveyor systems, and other machines on the shop floor.
For companies looking to integrate data like this, protocols have been developed, and some welding machine suppliers are adapting their systems to work in such an environment.
“For companies developing their data systems like this, we have a system that uses a protocol called MQTT, which is basically a language that allows you to transmit data from one device to another,” said Relko.
Some systems allow shops to prove out their welding procedures and monitor by piece each weld performed in a cell.
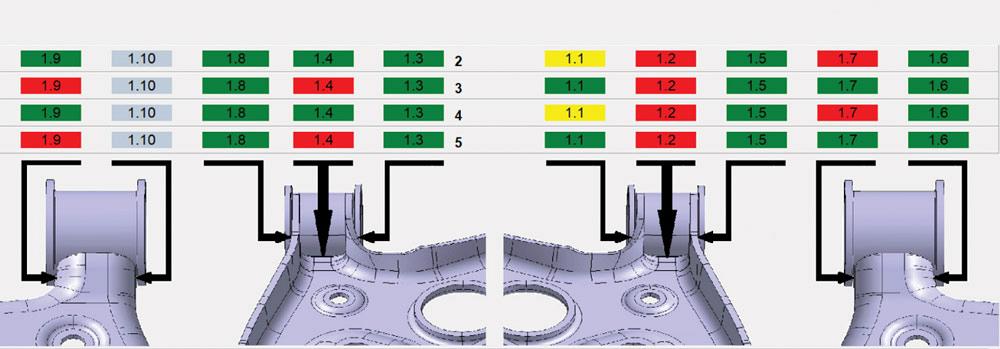
A tool called Part Manager in WeldQAS pinpoints precisely where on a part (via a CAD drawing) a weld issue has occurred. ESAB
For instance, data acquired from Miller’s Insight CenterPoint system is used on a more granular level. This PC-based system can gather all the data that a cloud-based system can but goes beyond that to assist in weld quality and performance. It integrates a computer in a weld cell with a monitor that helps guide the welder through all the steps involved in creating a part, both welding and non-welding details.
“It gives the operator immediate feedback on a weld that may have been measured as being outside acceptable parameters,” said Bonnell. “That gives them an opportunity to take a pause from production and address that potentially bad weld. Then they correct the weld or move on if they’ve determined it was a false positive. The value in that is the cost of an out-of-spec weld gets more expensive the further along in the manufacturing process it goes, so capturing it early can be a big benefit to the bottom line.”
Bonnell said he is seeing some customers digitizing paperwork instructions for this type of system.
“At one customer, every job has been digitized into this system,” he said. “This facility has it in every cell. It’s useful for companies with a lot of variability in parts coming through, especially if it’s a part very similar to others. It acts as a good reminder to say, ‘You’ve still got these few welds to do.’”
In other companies it is used as a training aid to help new employees get up to speed.
“After they’ve been trained up, they don’t need it anymore,” said Bonnell. “That’s a huge savings in terms of managing training. It keeps your seasoned operators working on value-added work rather than looking over the shoulders of new recruits.”
It is also useful if a fabricator requires part verification on every assembly.
“The reporting element of the program allows you to determine how much scrap compared to good parts is created in a day,” said Bonnell. “And if you see a problem area, you can get in and address it promptly.”
Real-time weld traceability becomes critical when a facility needs to manage several automated weld cells, and it demands another level of sophistication in terms of data points.
“When you have an automated system, fabricating parts en masse, you don’t always have an operator near the station,” said Robert Traeger, product manager for welding analytics, ESAB. “If something is going wrong, it is valuable to have a system that can stop the process and immediately tell an operator nearby that the welding system requires checking.”
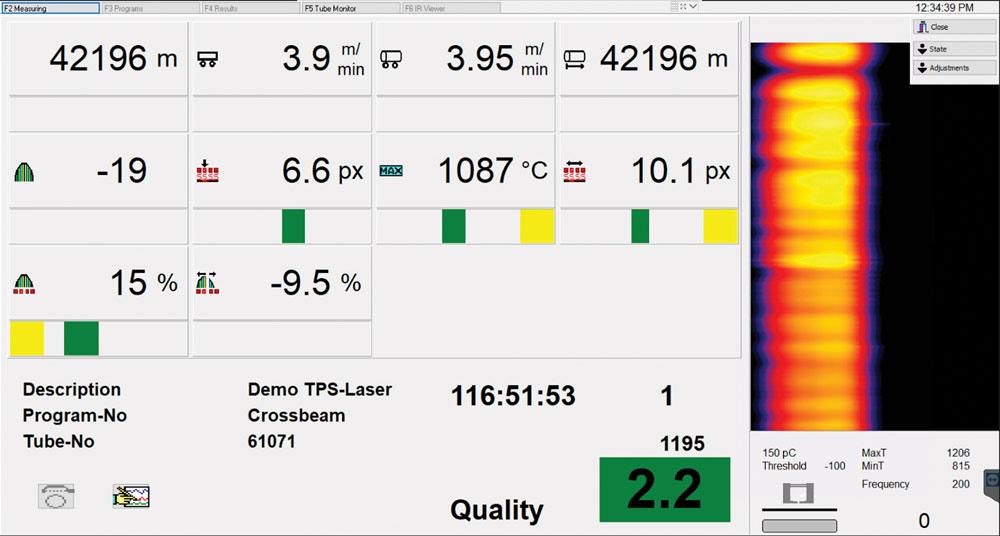
ESAB’s ThermoProfilScanner highlights hot spots in pipe mill production that might be only 0.3 mm and would otherwise be difficult to pinpoint. ESAB
Traeger works in Halle, Germany, at the ESAB Digital Solutions division, which began developing the company’s WeldQAS automatic welding monitoring system many years ago. WeldQAS is essentially a sensor-rich system that allows a company to get continuous data on a broader variety of points in real time.
“The system of sensors is independent of particular welding equipment, which means you can use it with any machine,” said Traeger. “It is not limited to arc welding. We have used it with laser welding cells, resistance welding, and high-frequency induction welding, among other technologies.”
Essentially, the system has one sensor that acts as a hub for other sensors a fabricator might want to gather information from, and this translates the information to the WeldQAS.
“We have basic sensors for amperage, voltage, and gas flow, but we can also include sensors to monitor weld speed, temperatures, wire feed speed, force – whatever the particular application requires. We can also adapt to [OK?]third-party sensors. For instance, we have one customer that wanted to have the humidity level of the workshop monitored. In spot welding we monitor the force to ensure it meets requirements to form a weld properly.”
The key difference between this and simpler weld data monitoring arrangements is that it is fully customized and provides a very high volume of data at all times, storing this data for the life cycle of the produced part.
“In one example of a spot weld, we are sampling 250 pieces of data per second,” said Traeger. “That’s a great deal of information being gathered to ensure a process is meeting all its requirements. A weld can stray outside of normal parameters very quickly, so it’s important that the data is accurate.”
Traeger explained how the system monitors a short-arc process.
“By monitoring current and voltage values, we can determine four other variables: if there is a wire jam, if there’s burn-through, if there’s porosity, or if there’s an arc ignition error,” he said. “The short arc process is inherently unstable. This way, we can quickly catch any issue and correct it.”
As in previous examples, the source of a problem is often more mundane than one would expect.
“We had a customer that had problems with porosity during a certain time frame every day,” said Traeger. “It was only in one welding cell, though. The company discovered that the cell was situated near large doors where trucks would enter and exit the building at that time and wind was disturbing the shielding gas.”
The system is also equipped with a tool called Part Manager that pinpoints precisely where on a part (via a CAD drawing) a weld issue has occurred. This allows the team to further inspect the part immediately, giving them the ability to make a go/no-go decision on whether the part needs to be sent for repair or scrapped.
Another thing that can be monitored with such a system is weld placement.
“In this case, an optical sensor collects the infrared radiation from the glowing seam, and the data is fed into the software,” said Traeger. “With this ThermoProfilScanner, we measure the shape of the heat-affected zone and, among other parameters, maximum temperature and where it’s located. So, if you are welding in the wrong spot, the system can indicate that and tell you to stop or readjust your feed.”
Traeger said that this is a useful tool in pipe mill production because it highlights hot spots that indicate defects that might be only 0.3 mm and would otherwise be difficult to pinpoint.
“The best thing about tracking disturbances in the heat-affected zone is that minimal defects appear very large, making them easy to detect using the system,” he said. To assist in following up on such defects, a spray system is used for tube mill production to spray areas of concern so that they can be inspected after the fact.
The key takeaway in this discussion is that weld data monitoring can be used to capture any information a shop needs; it’s simply a matter of what is essential in your operation.
Editor Robert Colman can be reached at rcolman@canadianfabweld.com.
ESAB, www.esabna.com
Lincoln Electric, www.lincolnelectric.com
Miller Electric Mfg. LLC, www.millerwelds.com




Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription
Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.




