







Editor
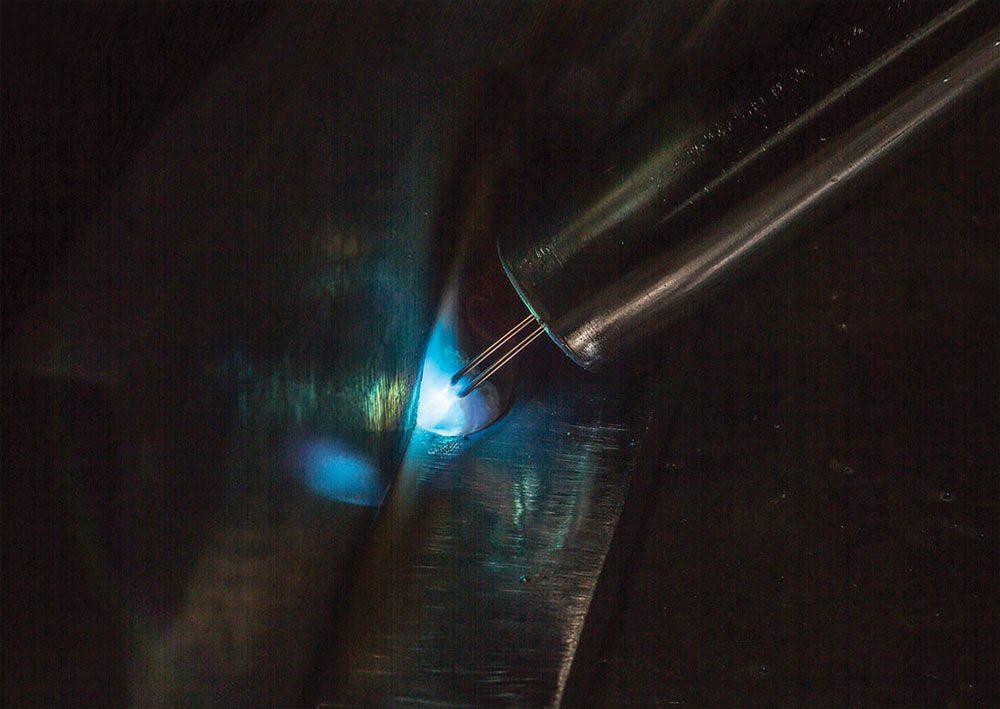
This two-wire GMAW process requires the use of a special contact tip and diffuser that allows the two wires to be fed to the arc at a precise distance from each other.
The heavy fabrication industry is no different from any other fabrication sector in that both are constantly striving to improve productivity and quality without adding undue complexity to operations that can create even bigger challenges. The only difference, really, is that the welds the heavy fabrication sector has to make are often larger.
Making welds that are 5/16 in. or larger can be time-consuming and comparatively slow. “Many welds on materials thicker than 3/8 in. using standard GMAW or FCAW may require multiple passes,” said Troy Gurkin, global industry segment director, heavy fabrication, Lincoln Electric. “These single-wire processes are generally used at an average deposition rate of about 13 lbs./hr. We see that average in the vast majority of the shops we visit.”
Robotic systems using the tandem GMAW process, which have been available in the market for some time, can speed up these deposition rates significantly, but these automated systems are complicated by their design (using two welding wires with two independent arcs running in tandem) and complex in their programming requirements.
To improve on the deposition rates of the single-wire processes without overcomplicating operations, Lincoln Electric recently introduced a new twin-wire GMAW process, which it calls HyperFill. As Gurkin explained, a welder adopting this twin-wire process can increase average deposition rates to as much as 20 lbs./hr. without adding automation or complexity to the process.
“We see that shops can obtain a 30 to 50 per cent increase in productivity without introducing new challenges for the welder,” said Gurkin.
Critical Inputs
Gurkin noted that three critical inputs are involved in making this twin-wire process work effectively.
“The first is a special waveform we created on our Power Wave platform,” he said. “This pulse waveform is what allows us to create a larger arc cone and weld puddle necessary to make the large welds faster and easier.”
The second critical input is pairing this waveform with the company’s SuperArc GMAW wire, which Gurkin said is key to “maintaining stability and proper formation of the large droplet transfer.”
The third critical component is the wire delivery mechanism. The power source and wire feeder are in a standard configuration. The critical differences are in the drive rolls, gun liner, and contact tip.
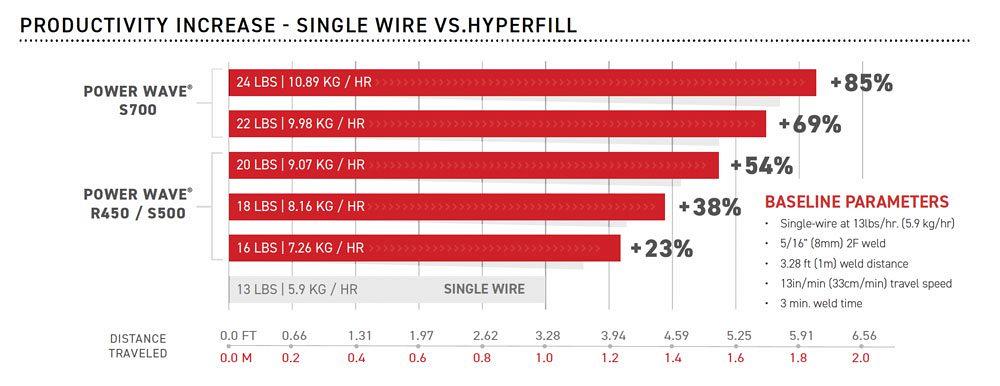
This chart shows the productivity benefits of the two-wire process. The Power Wave S700 numbers illustrate the benefits of adding automation to the process.
“If you were to look at this process running and you didn’t notice the two spools of wire, you wouldn’t see much visually distinctive about it,” said Gurkin. “However, there is a special set of drive rolls that go on the wire feeder. We still use a standard water-cooled gun with a single wire liner; however, that liner is large enough for two wires to pass through. At the end of the gun, we have a special contact tip and diffuser that allows the two wires to be fed to the arc at a precise distance from each other.”
Operating Changes
The key to any change in a welding process is to minimize the disruptions it creates on the floor. Here, the main changes are the speed of the welding and a slight adjustment to the work angle on horizontal fillet welds.
“Using the twin-wire system, the operator will have to travel faster to make the same size weld,” said Gurkin. “If we make a comparison with a 5/16-in. fillet weld, with a single-wire process you can expect to average about 14-IPM travel speed. Now that same welder would be moving at about 18 to 20 IPM to make the same size weld. This is very doable for the welder, it’s just a matter of adjusting to that speed.
“From a technique standpoint, typically when making a horizontal fillet weld, the welder would use a 45-degree work angle,” he continued. “With this process, because we’re depositing substantially more metal, we have the welder drop that angle to about 35 degrees to help keep the metal pushed up onto the top leg.”
One other distinction Gurkin noted in terms of welder comfort is the calmness and stability of the process.
“If you turn up a single-wire process, running it faster, there is often a high-pitched noise and instability associated with that,” he explained. “The twin-wire process we’ve developed remains stable and easy to handle at the higher deposition rates.”
Sweet Spots
Like any other welding process, this twin-wire concept has its sweet spot for application.
“Because it involves creating a large weld puddle, the process is ideal for flat and horizontal welding,” said Gurkin. “It will not work well for out-of-position welds.“
It is also better-suited for shop work versus field welding, where handling two wire packages and managing gas coverage can be issues.
Weld size and material thickness have to be considered as well.
“When you start working with materials at or below a quarter-inch in thickness, the process will be too hot. That’s where a single-wire process is a better choice.”
Thicker materials with welds in the flat and horizontal position are the sweet spot for this technology. When automation is adopted with the twin-wire technology, deposition rates up to 25 lbs./hr. can be achieved. Gurkin noted that this often equals rates seen using the more complex tandem GMAW technology.
Applications
Gurkin said that when this technology was in development, the team expected that it would fit well in the heavy fab space: construction and mining equipment, forestry equipment, and agriculture machinery.
“We knew it would be well-suited for heavy frames, large weldments, and related components,” he said. “However, we’ve also seen worldwide adoption in other segments, including the structural steel industry, general fabrication, and power generation.”
Editor Robert Colman can be reached at rcolman@canadianfabweld.com.
Lincoln Electric, www.lincolnelectric.ca
Images courtesy of Lincoln Electric Canada.



Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription
Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.




