







Editor

If a shop initially has two or three parts that it can run in a cell, Leath encourages that it then appoint a “workcell champion” in the shop who can monitor jobs to determine what other jobs could be an ideal fit for the machine and ensure that use of the cell grows and matures over time. Yaskawa Motoman
The drive to automate welding processes seems to be keener every year as shops grow and the ability to add hands on the floor becomes more of a challenge. Many welding and automation companies responded to this push several years ago by developing a variety of pre-engineered weld cells that allowed job shops to invest in technology that could help them streamline large-run part production without breaking the bank.
The rise of collaborative robots (cobots) over the past few years has led to similarly pre-engineered cobot-equipped mobile systems that can be rolled out (sometimes literally) on a shop floor.
Both approaches have their merits and their unique roles in a fabricating business. Any shop investing in new welding technology should consider how they hope to use automation on their floor.
Weld Cell Sophistication
Yaskawa Motoman, Miamisburg, Ohio, has had its ArcWorld weld cells in the market for a number of years. These systems are well-suited to any business but often have been marketed as a simple path toward automation for small to medium-sized manufacturers and fabricators that want, above all, simple installation, setup, and operating parameters.
In late 2020 Yaskawa expanded its reach into the global collaborative welding market, signing an agreement with ESAB to jointly develop and market a line of pre-engineered robotic welding systems called XCellerator throughout ESAB’s distribution. Locally, Yaskawa has worked with a number of integrators, like Electro-Matic in Michigan, to reach job shops and customers with unique needs.
Although the opportunities a typical weld cell creates are great, the ideal applications for them are still high-volume parts, according to Josh Leath, senior product manager, Yaskawa Motoman.
“That is what we’ve designed those cells to do,” he said. “Given the right applications, a weld cell can do the work equivalent of 2.5 welders. That frees up a shop’s talent to do more value-added, complicated welds.”
However, the most cost-effective weld cells still require the use of a pendant to plot each weld path. This programming requirement means that it can be a labour-intensive process.
“Once you have programmed a part into a cell, it can be repeated any number of times,” said Leath. “For instance, you may run 50 of the same part in the cell each week and need to then program a new part. That’s fine because the robot can store as many programs as you want, and it may be that the shop runs thousands of that part over the course of a year.” The creation of each individual program takes time, though, and without the guarantee of future orders of the same part, programming can be more laborious than simply welding a part by hand.

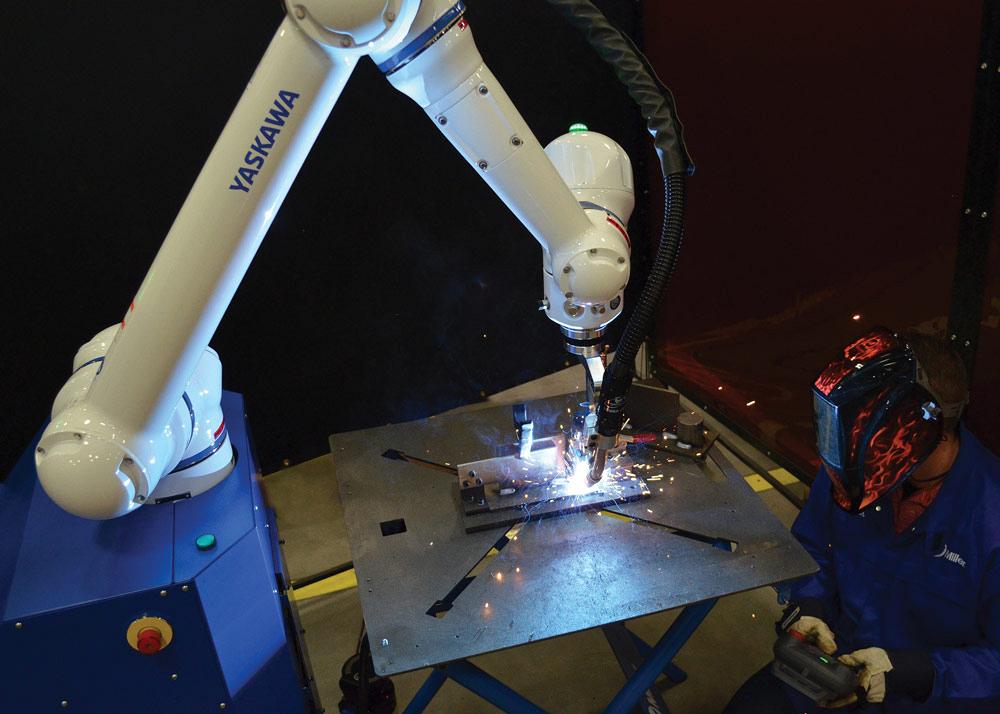
Because of the protections an enclosure offers, a robot welding in a cell can run much faster than a cobot. A cobot, on the other hand, benefits from not being constrained to a box. Lincoln Electric
If a shop initially has two or three parts that it can run in a cell, Leath encourages that it then appoint a “workcell champion” in the shop who can monitor jobs to determine what other jobs could be an ideal fit for the machine and ensure that use of the cell grows and matures over time. When customers bring them a part or two, Leath’s team helps justify that investment by looking at other parts that might also work in the cell.
“It might require some other tooling or a slight part redesign to improve torch access, but that additional work can make the investment work,” said Leath. “It’s important to look for those other jobs. We had one customer that was making warehousing rack parts. We were able to complete a full week’s production of one assembly in less than a day. Unfortunately, the robot sat idle the rest of the week because there was no champion in the shop to find those other jobs for it to do.”
Each cell is rated for certain weight and size specifications, so the team has to ensure that the chosen work will fit that envelope.
Software Upgrades
That said, if a shop is determined that it has a sufficient number of parts of a certain size and weight that would fit into a cell and wants to invest in upgrades that will allow for faster programming, the software is out there.
“Our offline programming suite is great for determining cycle times and reach studies,” said Leath. “It’s also comparatively low-cost. However, there are other systems that are very robust and can also do path planning for welding. Some programs take a model of the part together with a model of the robot and the user develops the path planning with the software. It then saves it as a robot job file, and the work at the robot teach pendant will simply involve touching up the points in the path.”
Leath doesn’t recommend starting with this type of setup because it does require a clear understanding of the robot’s “air cuts” – the time it moves between welds.
“It is very helpful to understand how that movement works in real life,” he said.
Some of Yaskawa’s manufacturing partners use sensors in their software to do what might be called “AI” programming. “The program basically takes a picture of the part and the software generates the path planning on-the-fly,” said Leath. “Parts have to be very similar, but the program knows what it is looking for when it approaches an assembly; it knows what approach and angles it’s using.”
The cost, of course, matches the sophistication.
“For a shop that is welding large buckets for bulldozers or is doing repairs for cladding, if I have a 1.5-m-long cobot arm, I have around a 3-m reach on a straight-line weld,” said Leath. “Being able to run a continuous bead for 3 m is a large time savings.”
“It’s possible to set up a basic weld cell for between $70,000 and $100,000,” said Leath. “Some of the software suites alone are $50,000.”
Compatibility Improvements
One area that is improving in weld cell development that is saving shops money is the ability to integrate robots with different brands of welding power sources and software tools.
“For instance, we’ve developed a universal weld communication interface so that if a company likes to work with a certain type of welding power source, it doesn’t require a unique interface to tie that into one of our robots,” said Leath.
“We can also tell the power source to switch between two different processes from the robot itself,” he continued. “This might mean, on a Miller machine, for example, switching between the Accu-Pulse pulsed GMAW technology and constant voltage, timing them to get that nice ripple effect I’d get from TIG welding. And that can be done with any power source. It means the customer can use whatever technology they are most comfortable with, and it makes it easier for them to program.”
Cobot Flexibility
For many jobs, a weld cell is always going to be a square peg forced into a round hole. Yet shops often still want an out-of-the-box system that doesn’t require piecing together the cobot with welding tools. That was how Lincoln Electric viewed the development of its Fab-Pak cobots.
Lincoln has its own line of pre-engineered robotic cells, but the cobot system fills a separate niche.
“I think a lot of people see these as a solution for problems that have plagued them in the past and continue to plague them,” said Peter Griffith, general manager, automation, Lincoln Electric, Cleveland, Ohio. “The two different concerns are part runs and finding skilled labour. Many smaller job shops do hundreds of different parts but no significant run of any. How do they justify automation when they don’t know what the next 10 parts are? And over the last year, the skilled labour problem really got magnified. People are really struggling to get skilled individuals in to weld. Cobots answer that issue in many cases.”
Griffith refers to the cobot as a “tool” rather than “automation.”
“Customers don’t hesitate when you come in and say, ‘We have the next level of technology in a welder.’ They will figure out if it gives them a better weld. The cobot is really, in some ways, like any other tool that helps a shop use that welding equipment more efficiently. It’s just another evolution of what they are doing.”
Griffith said that even larger shops see the cobot as a problem-solver that represents a way for them to keep moving forward.
“Whether you buy it on a movable cart or just the cobot itself, this tool can be on one side of a shop today and the other side tomorrow,” said Griffith. “We have customers that will use the cobot in a weld booth if someone doesn’t show up for work.” The key is in the simplicity of the programming.
“With lead-through teach, we are seeing up to two-thirds reduction in programming time,” said Griffith. “This allows you to program a part, run 20 parts, and move on to the next. And because it is app-based, icon-based, and the FANUC robot uses a Samsung industrial tablet, it’s all technology that is intuitive for the generation we are trying to draw to the welding industry right now.” The system still allows shops to use a pendant when it makes sense for the programmer, but simpler programs can be managed using lead-through teach – essentially plotting the weld points by moving the weld head from one point to the next by hand.
“I think that’s the most important part of this – that it doesn’t take jobs away,” said Griffith. “Doing lead-through teach properly requires a welder who can place the torch in the correct position for each point of that program. It just means that those welders don’t get stuck doing repetitive, simple jobs all day.”
The speed of the actual welding process also will be faster.
“If I have a quarter-inch fillet weld, if I’m welding that by hand, I might be running 10-15 inches per minute on my weld,” said Griffith. “A cobot can run over 20 inches per minute for the same weld.”
Griffith believes that where Lincoln Electric’s system stands out among pre-engineered cobot systems is the unit’s ability to use the full scope of the company’s welding modes and waveforms.
“Some other cobot systems work on what is called a ‘job mode,’ whereby you have different programs for different types of welds,” he said. “This system, in comparison, allows you to access any mode within a single program; whether it be for thick plate or thin gauge, it can shift from one program to another.”
Gains and Losses
So, what can a shop gain from choosing one system over another? Both Leath and Griffith noted that when it comes to speed, a standard weld cell can’t be beat.
“A cobot out of the box is rated to move at 250 mm per second for safety reasons,” said Griffith. “So even between welds a cobot isn’t going to exceed that when moving from weld to weld – what we refer to as ‘air moves.’ Meanwhile, a robot enclosed in a cell will move up to 3,600 mm per second in air moves. That is much faster.”
A cobot, on the other hand, benefits from not being constrained to a box.
“For a shop that is welding large buckets for bulldozers or is doing repairs for cladding, if I have a 1.5-m-long cobot arm, I have around a 3-m reach on a straight-line weld,” said Leath. “A person can only run maybe half a metre in a single run. Being able to run a continuous bead for 3 m is a large time savings.”
“If you think about somewhere like a shipyard, where essentially the whole facility is a ‘cell’ in which anyone operating in that space is wearing the PPE necessary during welding, introducing a cobot to run long welds that would be more time-consuming or difficult while an operator manages peripheral processes such as grinding or material preparation just makes sense,” said Griffith. “The job is going to get done faster.”
Editor Robert Colman can be reached at rcolman@canadianfabweld.com.
Lincoln Electric, www.lincolnelectric.com
Yaskawa Motoman, www.motoman.com




Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription
Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.




