







Welding Engineer

Self-shielded flux-cored welding (FCAW-S) can be an excellent process for welders doing structural jobs outdoors. But for those welders used to shielded metal arc welding (SMAW), the differences in equipment and technique can take some getting used to. This article explains the basic distinctions between the two.
FCAW-S Basics
FCAW-S is a wire welding process in which a tubular wire is continuously fed through a welding gun into the weld joint. FCAW-S differs from gas metal arc welding (GMAW) in that it doesn’t require an external shielding gas, such as carbon dioxide or argon, to protect the weld pool from contamination. Instead, the flux compound inside the wire reacts with the welding arc to protect the weld pool.
Because the flux creates the shielding in FCAW-S, there is little concern about the loss of shielding when a strong wind blows. The flux compound also makes this wire more forgiving and robust when working on material that is rusty, dirty, or otherwise contaminated. There is also the additional cost savings of not requiring gas cylinders on the job.
Performance Comparisons
The benefit of using a wire-fed process compared to SMAW starts with material use. With SMAW, take into consideration that some stick electrodes may need to be stored in an oven to keep them dry from hydrogen pickup. If exposed to the atmosphere for extended periods of time, they will need to be reconditioned. Time and temperature to which electrodes need to be reconditioned vary depending on the applicable code being used. With FCAW-S, the wire just needs to be stored in a dry, enclosed environment in its original packaging. Reconditioning is not recommended.
The deposition efficiencies – the amount of consumable deposited divided by the amount of consumable lost – can be substantially improved with FCAW-S. The percentage of filler metal that ends up in your weld (minus loss through spatter and fumes) is around 85 per cent with FCAW-S. With SMAW that efficiency rate drops to between 60 and 65 per cent (which takes into account electrode stub loss, spatter, and fumes).
Travel speeds, meanwhile, are typically roughly 10 to 12 IPM for FCAW-S, whereas SMAW typically averages 5 to 7 IPM. Depending on your wire diameter, you can expect to run 4 to 12 lbs./hr. with wire and 2 to 8 lbs./hr. using SMAW.
Operator arc-on time can also rise with a wire-fed process. With SMAW you can expect an average arc-on time of about 30 per cent; with FCAW-S it will typically be closer to 45 per cent. This is because there is no need to stop to change out the stick electrode, reposition, and restart after each 8- to 12-in. weld.
Equipment Adaptation
The SMAW process requires the use of a constant-current (CC) machine, on which the operator sets the amps. A CC machine will change voltage with a change of the contact-tip-to-work distance (CTWD). The FCAW-S process requires a constant voltage (CV) machine. This machine will change amperage with a change of the CTWD.
The FCAW-S process demands that you pay close attention to the polarity requirements of your welding wire. Many wires require direct current electrode positive (DCEP), also known as reverse polarity; T-4 and T-6 wires are examples. Other wires require direct current electrode negative (DCEN), also known as straight polarity; T-11 and T-8 are examples. Refer to the wire manufacturer’s requirements to ensure you are using the correct polarity for your job.
The most obvious adaptation necessary with a shift from SMAW to FCAW-S is the introduction of a wire feeder, drive rolls, and the entire gun, with its contact tips, gas diffuser, liners, and so forth. Be sure that the equipment you invest in matches the requirements of your process and the wire sizes you will be using.
Using the correct drive rolls for your process is critical. Because flux-cored wire is softer than solid wire, you typically will be using V-knurled drive rolls, which provide enough traction for the wire without compressing or deforming it. V-knurled rolls allow for the proper balance between tension and pull.
Techniques and Consumables
Both SMAW and FCAW-S typically require you to weld with a 10- to 15-degree backhand technique when welding in the flat position. In FCAW-S, weaving usually is not necessary for out-of-position welds. FCAW-S will typically operate anywhere between ½-in. to 2.75-in. CTWD and will vary primarily based on the type and diameter of wire being used. Usually the larger the wire diameter, the longer the stick-out.
When switching from one method to the other, it’s necessary to select a wire that is similar in chemistry and mechanical properties to the previously used electrode. The yield and tensile strength, Charpy V-notch (CVN) toughness, and ductility should remain consistent between the two processes.
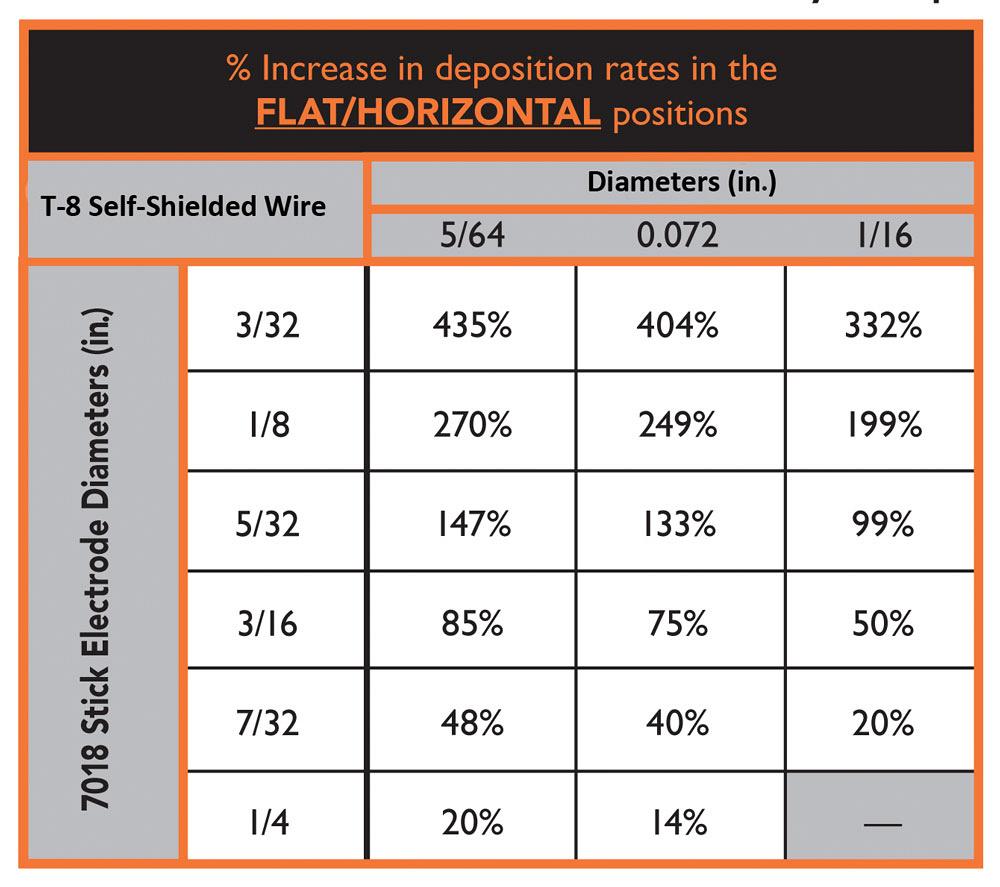
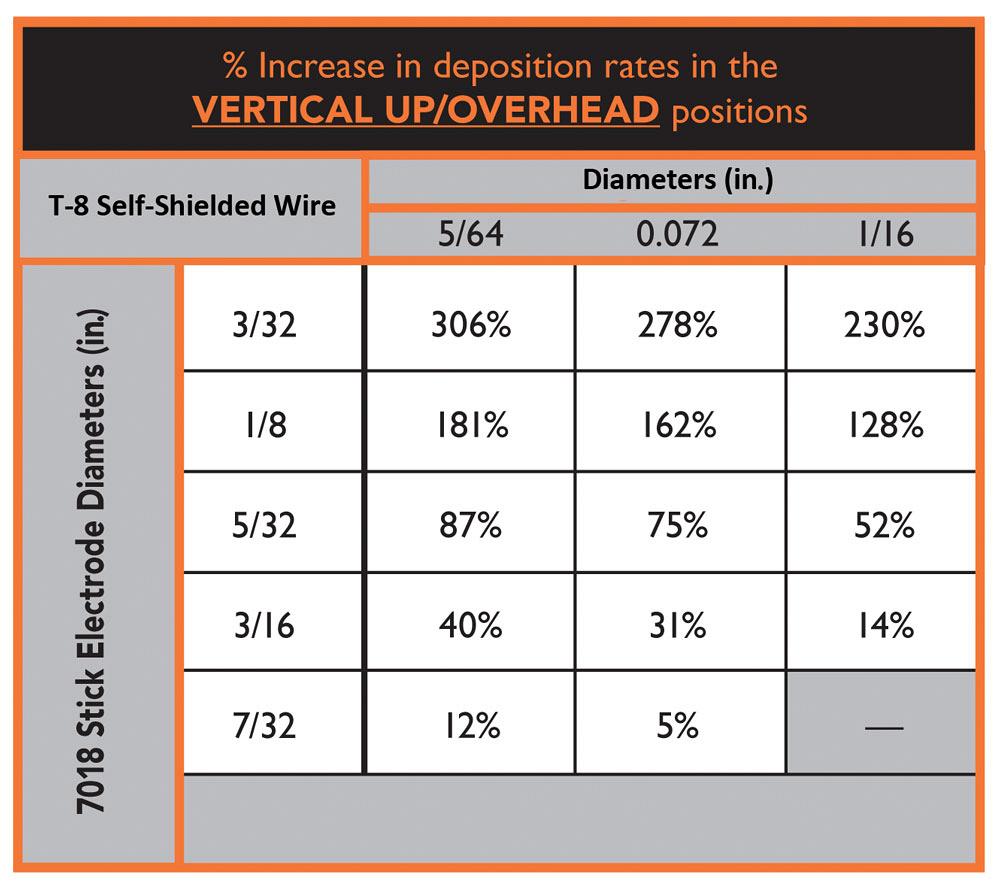
For structural steel and other construction applications, T-8 self-shielded, flux-cored wires can offer equivalent tensile and yield properties as 7018 stick electrodes but have the advantage of welding much faster.
Some T-8 wires feature the D designator, which indicates that the wire can be used for demand-critical welds in special seismic applications. To have this designation, the wire must provide adequate strength and toughness at low and high heat inputs.
Some T-8 wires also feature low diffusible hydrogen content, typically 8 ml or less per 100 g of deposited weld metal. If you choose to convert to a T-8 wire from a 7018 stick electrode, you must determine whether the hydrogen level is acceptable for the application, as most 7018 stick electrodes have slightly lower levels (4 ml per 100 g).
Is It Necessary?
While the advantages of moving from SMAW to FCAW-S are fairly clear for many jobs, it’s important to ask whether it will work for you and your needs. Do you need higher deposition rates, travel speeds, and process efficiency?
Also, it’s important to look at your process holistically. What skills do your welders already have? If you have an older crew that has been stick welding for 40 years, is the time and expense of retraining them worth the cost when they are already highly skilled in a process they are comfortable with?
A switch to FCAW-S can herald huge time savings and consumable efficiencies for some applications. If you’re going to make the leap, make sure you consider all the factors involved.
Ty Lattimore is a welding engineer at Hobart Brothers LLC, 400 Trade Square East, Troy, Ohio 45373, 800-532-2618, hobartbrothers.com.



Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription
Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.




