







Editor

Images: IPG Photonics
Automated laser welding has grown in popularity over the past few years as shop owners have seen how efficient the process can be, given the right application. Because of the reduced heat-affected zone achieved with a laser, and the ability to produce quality welds without the need for welding wire, it was a natural consideration for anyone working with thin materials like stainless, where product finish is often top of mind. Until recently, exporting this technology to manual applications seemed unlikely due to the complexity and cost of traditional laser equipment and health and safety concerns associated with badly designed products.
In late 2020, IPG Photonics addressed those concerns by introducing its LightWELD 1500 hand-held laser welding system, and it was one of the big draws in the welding hall at FABTECH Chicago this year when it launched its new XC model, which includes a cleaning function.
The appearance of the IPG weld power source is precisely the sort of box construction that a welder is used to, measuring 12.4 by 25.2 by 21 in. and weighing 118 lbs. It includes a control panel that allows the operator to adjust the laser power between 150 and 1,500 W, allowing fast welding of up to 4-mm-thick material to be set by the simple turn of a knob. The system can store up to 74 preset modes, comprising welding recipes recommended by the manufacturer with space for those developed by the user. The system gives the operator the ability to adjust these preset modes for specific material and part configurations.
Though the weld gun handles like a GMAW torch while looking like a GTAW gun, the power source doesn’t produce an arc. Instead, very highly focused light energy generated by a fibre laser source (so-called because it uses entirely solid-state optical fibre technology for efficiency and reliability) is used to create the melt pool. At the full 1,500 W of power, weld thicknesses of up to 4 mm are possible in single-sided welds in stainless steel, galvanized steel, mild steel, and aluminum, and 10 mm for a double-sided weld. Weld thicknesses of up to 1 mm are possible in copper using a pulsed mode for a single-sided weld and 2 mm for a double-sided weld.
Lasers are quite precise, of course, so achieving a decent weld on parts with less than perfect fit-up requires the wobble setting.
“IPG and other laser manufacturers use the term ‘wobbling’ to describe an equipment function that causes the position of the beam to be scanned over small distances,” said David Fisher, director of corporate marketing, IPG. “In this case, the beam is wobbled, or scanned from side to side, to increase the width of the melt pool.”
Using the wobble function, the operator can set a seam width up to 5 mm. An additional control known as wobble-frequency can be used to fine-tune the appearance and quality of the weld.
“Wobble frequency and width are already set in the preset programs,” said Fisher. “You don’t see it but it is in the background. If you need more or less of it, you can dial it in to adjust to your needs.”
In addition to the basic welding mode, known as CW mode because the laser beam is operating in a continuous wave, the machine is also equipped with a tack mode, a stitch-welding mode, and pulsed mode, all different settings optimized for specific applications. The machine comes with a matrix chart for different materials and thicknesses to guide the operatorin selecting the best processing mode.For applications involving less precise parts that require some metal fill, an optional automatic wire feeder can be affixed to the gun. Again, preset mode settings are available to get good results right out of the box.
At FABTECH 2021, IPG launched its 1500 XC model. In addition to all the welding functions described above, the XC includes a high-frequency pulsed laser function that can be used for part cleaning.
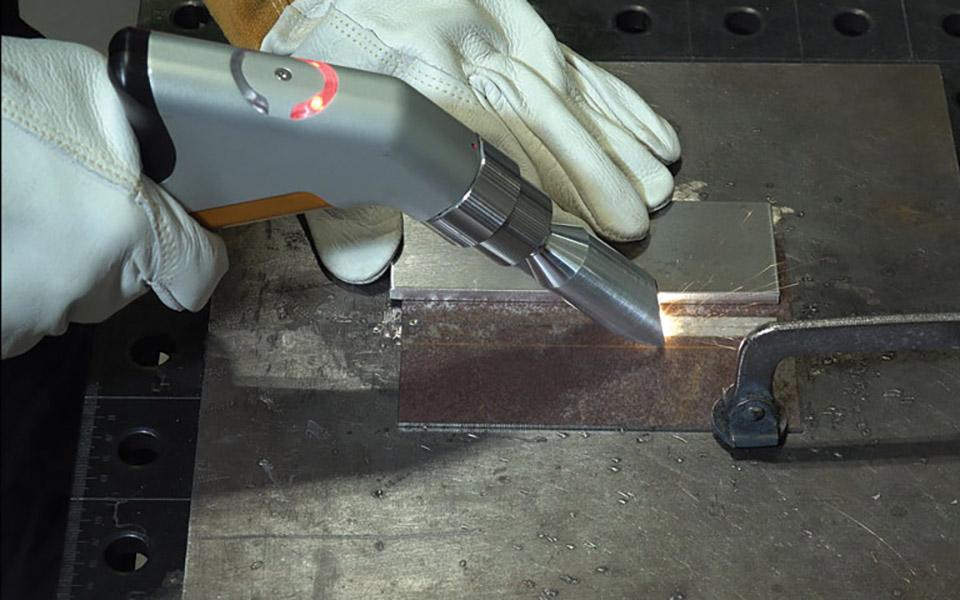
Here we see the XC model being used to clean material prior to welding.
“The operation of cleaning modes is similar to wobbling. The XC model provides a wider scanning distance and gives you up to 15 mm of cleaning using the high-frequency pulsed beam,” said Fisher. “These modes can be used for both pre- and post-weld operations. So, whether you’re removing rust on parts or removing soot or debris post-weld, it allows you to achieve that without grinding or chemicals.”
Switching from the welding to the cleaning function on the XC requires only a nozzle switch-out and mode selection, so the task takes less than 20 seconds.
Fisher noted that in addition to following the same safety and PPE precautions that apply to a standard welding machine, operators using a laser system need to observe a couple of additional safety measures. First, the system must be operated in what is referred to as a Laser Controlled Area; typically a light-tight enclosed area or room with safety interlocks and visual indicators on the doors to prevent any unprotected persons from entering the area and being exposed to the laser beam. Second, for anyone within the laser controlled area, vendor-provided laser safety glasses and helmet protection must be worn whenever the laser is operating.
As additional protection for the laser operators, the machine is also equipped with other safety devices. Like all laser products, a key switch allows it to be locked out when not used by a trained operator.
Similar to GMAW machines, the hand-held laser system has to be grounded to be operational, so it has a ground cable that creates a signal loop from the welding gun making contact to the part on the table and the unit. If the welding head is not in contact with the welded part, the laser power is turned off and the machine is inoperable.
The machine also has a two-step weld gun trigger – enable and then fire – for intentional operation.
“We created safety training and getting-started videos that our customers must view before running the machine,” said Fisher. “It is critical that users read and understand the operator’s manual and all safety instructions before using the equipment,” he emphasized.
The machine comes equipped with four types of nozzles, each optimized for different weld types, configurations, and part geometries: forked tips that are suitable for exterior corner points and tighter tips for interior seams.
“The machine comes with a matrix that recommends which tips to use with which geometries,” said Fisher.
The biggest change that Fisher says users find when first trying the laser welder is the speed.
“Operators are calibrated to work welds at a certain speed,” he said. “They have muscle memory. The challenge for them initially is understanding that while the equipment can be set to match their speed, the process can easily be two or four times faster than what they are used to with GMAW and GTAW. What we’ve found from customer experiences and testimonies is that people are able to quickly create consistent, high-quality welds due to the familiarity with the gun design and the ease of choosing a stored application mode to match the material and thickness.”
Editor Robert Colman can be reached at rcolman@canadianfabweld.com.
IPG Photonics, www.ipgphotonics.com


Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription


Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.




