







Global Product Line Manager

This structural steel fabricator chooses a paddle-shaped, air-cooled gun for flux-cored welding because the gun’s heavy-duty design withstands the harsh environment.
When it comes to welding, gas metal arc welding (GMAW) guns are where the rubber meets the road, metaphorically speaking, as they are the industry’s most preferred way to transfer energy, filler metal, and shielding gas to the weldment.
Continuing with the tire analogy, there’s no such thing as all-season radial tires when it comes to GMAW guns and consumables. The incredible breadth of welding applications, service environments, and operator preferences require considering multiple factors, many of which are intertwined (see Figure 1).
Operator Acceptance Rules
Gun preferences run deep. As an extension of the operator’s hand, a comfortable GMAW gun ranks as highly as a sturdy pair of boots and a good-fitting helmet; it is the tool through which the operator delivers value. Many a purchasing agent has learned the hard way that foisting a poor-quality gun on operators is a recipe for resistance.
Comfort starts with gun fit and feel. Some gun handles have a round or slightly oval cross section. Such a cross section may fit the operator’s hand better, especially if he has small hands. This shape also tends to work well for operators welding predominantly in position. Several newer GMAW gun models have rubberized soft-grip areas and a more modern, ergonomic handle to promote a firm yet comfortable hold while helping avoid hand fatigue.
Other guns have a paddle-shaped cross section, which gives the operator more leverage to manoeuvre the gun cable. For weldments that have a lot of curves and corners and for making a weave (such as for vertical-up flux-cored welding), many operators report that a paddle-shaped handle also reduces hand fatigue.
Before choosing a gun, also consider the operator’s preferred hand position; some want to grip the gun like a pistol with their index finger on the trigger, while others hold it upside down with their thumb on the trigger. Be sure to choose a gun that allows for their preferred grip style.
Heat and Weight
There’s a world of difference between evaluating gun comfort at the start and end of a shift. While operators may want a gun that’s lighter, they also need to consider that a larger gun can better dissipate the heat generated by the welding process and the electrical resistance in the system. As an interesting side note, guns have thermal duty cycle ratings governed by IEC 60974-7, Standard for Arc Welding Equipment. Among other factors, the standard requires temperature rise tests for the gun handle and cable.
Generally speaking, GMAW guns and consumables are placed into three categories based on their rating: light-duty (180 amps at 40 per cent duty cycle), medium-duty (250 to 350 amps at 60 per cent duty cycle), and heavy-duty (400+ amps at 60 per cent duty cycle). Also consider arc-on time, wire size, welding amperage, and welding process. A muffler shop working with 0.030-in. wire really doesn’t care about a gun getting hot, but a heavy equipment manufacturer running 1/16-in. flux-cored wire or pulsed GMAW makes heat dissipation a primary consideration. Also, remember that guns have different ratings when used with different shielding gases. Pure CO2 is a reactive gas that generates more heat compared to a mixed gas with a higher argon content. As a result, guns have a higher duty cycle rating with mixed gases.
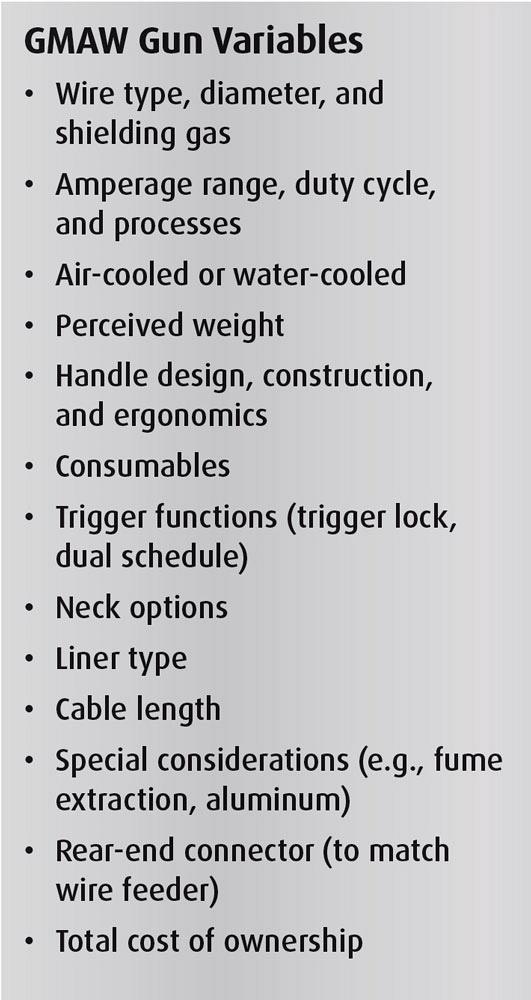
Figure 1. The incredible breadth of welding applications, service environments, and operator preferences require considering multiple factors, many of which are intertwined.
When it comes to gun heft, notice Figure 1 says “perceived weight.” Design elements such as knuckle joints and spring supports can improve flexibility to reduce wrist strain, as can mounting the feeder on a pedestal, boom, or mezzanine. Elevating the feeder also has the benefit of decluttering the shop floor and can greatly reduce the inevitable damage to the gun cable and work lead, which is especially important for a water-cooled gun.
Air-cooled Versus Water-cooled Guns
The primary objection against water-cooled guns comes from the purchasing department, as they do cost more upfront. Where a premium 450-amp, air-cooled gun with a 15-ft. cable might cost $500 to $700, a comparable-quality 450-amp, water-cooled gun might be double that amount. The water cooler itself might run between $1,000 and $2,000, depending on style and capacity. In addition, water-cooled systems require maintenance, and operators need to be conscientious about preventing leaks.
Air-cooled guns cost less, and their relative simplicity makes for a compelling argument. That said, setting up a water-cooled system can pay dividends in the long run. To start, comfortable operators are more productive and less prone to errors that lead to post-welding cleaning or defect repair. Second, the consumables last longer because they run cooler, lowering consumables cost and downtime associated with consumables change.
When set up properly, a water-cooled GMAW gun can provide significant long-term cost savings compared to an air-cooled gun. The best-performing water-cooled guns have a dual-circuit cooling system that brings cooling water all the way to the seat of the gas nozzle, as well as to the conductor tube. The gun stays cooler and more comfortable in high-heat and high arc-on-time applications, such as pulsed GMAW and using large-diameter flux-cored wires. Additional benefits include better wire feedability, longer consumables life, a more stable arc, lower spatter adhesion, easier cleaning, and less risking of shield gas turbulence.
Durability and Repairability
In high arc-on time, high-heat industrial applications, some GMAW gun designs last only six months, whereas others can last 18 months or longer. Asking other fabricators about their experience with a particular GMAW gun model is one good way to get the real story on gun durability.
Leading brands provide guns with premium construction and components. For example, their gun handles have a single molded tubular construction with few or no fasteners, and the handles have dovetails on their edges to fit more securely, which helps keep dust and dirt out of the handle. Also, the handles are made from glass-filled nylon plus impact modifiers that make the gun tougher or more flexible so that it better resists cracking; lesser-quality guns will use materials and designs that wear faster.
All premium guns have a solid connection between the cable and the gun when they come from the factory, and that connection can be crimped or mechanical. Mechanical connections feature a brass terminal block that secures with screws, so swapping out a damaged front end is a relatively simple task that can be performed in the field. Conversely, achieving a crimp that promotes good conductivity requires a special crimping tool, especially on larger cables. Trying to crimp the connection with a hammer or vise is a recipe for erratic performance, which is a consideration for those who want to repair their own guns.
Consumables Costs

A single GMAW gun can be adapted to application needs through a variety of consumable choices, including different nozzle and tip designs.
Like a razor, the biggest gun operating costs come from the “blades,” especially the contact tips and nozzles. Like premium blades, premium consumables last longer because they are made from more expensive alloys, such as a copper chromium-zirconium, which is more durable than copper-chrome, which in turn is more durable than lesser-alloyed materials. While threaded contact tips remain the most popular design choice, non-threaded contact tips have been proven to run 30 per cent cooler, promote faster tip changeout, and last longer.
Materials, style, and machining quality matter because they are directly related to the three basic ways contacts tips fail. According to a study conducted at ESAB’s Denton, Texas, facility, two of the failure modes are caused by tip bore wear due to wire feeding friction: oblong holes (“tip keyhole”) and micro-arcing inside from excessive tip bore wear. In these two cases, the study noted that the rate of wear increased with the rise in temperature caused by the softening of tip material at elevated temperature, which makes the case for guns and consumables that run cooler. Contact tip burnback is the other failure mode, which can be caused by bore roughness and geometry, debris buildup inside the tip, and arcing between the tip bore and the wire. Poor wire condition and quality also promote tip burnback.
To prove out the durability of non-threaded/gas-ported contact tips, ESAB recently conducted a five-week trial comparing these consumables to another premium brand at a heavy industrial manufacturing operation using 1/16-in. gas-shielded flux-cored welding at 28 to 30 V and with wire feed speeds of 450 to 510 IPM. The station with standard consumables replaced six contact tips and two nozzles while depositing a total of 111.13 kg of metal, or an average of just 18.52 kg per tip. The station with the non-threaded/gas-ported tips deposited 129.66 kg of weld metal and replaced zero contact tips and one nozzle, proving the design deposited seven times more weld metal per tip. The manufacturer, which has hundreds of welding stations, will reduce costs by an estimated $315,000 per year as a result of comparing contact tip designs.
Any shop can evaluate consumables life by conducting a simple experiment between welding stations. Label two coffee cans brand X and brand Y and ask operators from each control group to deposit worn consumables in the can. Count the consumables at the end of each shift or each week and tally up a month’s total. The difference in wear part usage might be eye-opening.
John Esposito is global product line manager, ESAB, 2800 Airport Rd., Denton, Texas 76207, 940-205-7783, john.esposito@esab.com, www.esabna.com.


Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription

Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.




