








{kind=link}
{kind=link}
Welding and development engineer

Coating advancements enable using a -16 electrode for welding in the 2G position.
Mastering the use of stainless steel SMAW electrodes is essential for welding fabrication and repair in such applications as power generation (utilities, industrial facilities and ships), tank and vessel, petrochemical, pulp and paper, food and beverage and many other industries. Because much of the work is performed in the field and requires code-quality results, the SMAW process remains a smart choice — as does staying up to date with the newest electrode formulations.
Stainless Coating Types
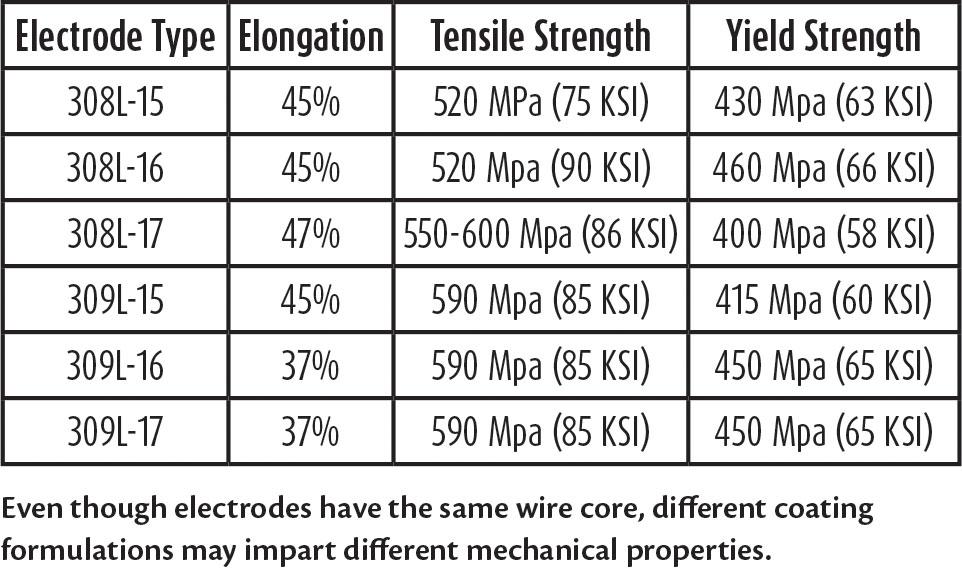
SMAW stainless steel electrodes are classified according AWS A5.4/A5.4M:2012 – Specification for Stainless Steel Electrodes for Shielded Metal Arc Welding. As defined, the electrodes are classified by weld metal composition and type of welding current. For example, the AWS designation E308L-15 means electrode (E), AISI-type 308 steel (20% chrome, 10% nickel), 0.04% maximum carbon content (L) and DC electrode positive polarity (-15). If the classification reference were E308L-16 or 308L-17, it would indicate that AC or DC electrode positive polarity were acceptable.
The two-digits at the end of the SMAW electrode name (-15, -16 or -17) are called “usability designations.” They result from different coating compositions that affect polarity, welding position(s), bead profile and mechanical properties. In short, selecting the correct SMAW electrode requires first selecting the correct alloy (a topic for another article) and then the desired usability characteristics based on the coating, the focus of this article.
Formulation Skill
Electrode manufacturers develop SMAW coating formulations to optimize a host of performance considerations:
Electrode coatings include elements for alloying, de-oxidizing, binding, gas formation, arc stability, plasticizing (for formability during extrusion) and slag formation. Common elements include chromium, nickel, manganese, ferrosilicon, ferro-chromium, ferro-manganese, silicates, calcium, magnesium, titania, potassium, fluorspar, talc, mica and others.
Much like the difference between cheap moonshine and top-shelf bourbon, the performance difference between electrodes results from attention to quality of the ingredients (sourcing from suppliers that tightly control chemical composition, purity and consistency) and the skill of a master distiller (understanding how to correctly choose, combine and process ingredients).
Understanding Designations
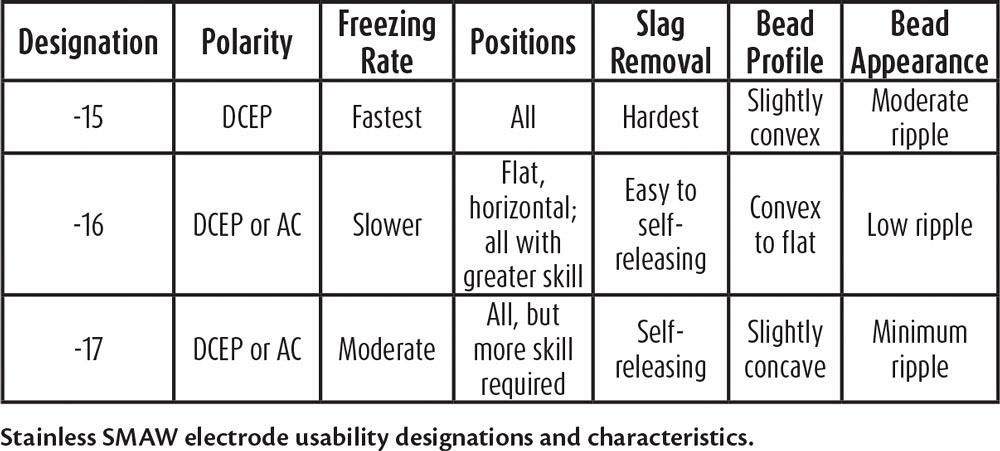
A -15 coatings contain contains considerable amounts of limestone and fluorspar and may be referred to as a “lime basic” type coating. The -16 and -17 coatings have rutile as a major component, which is also known as titania or titanium oxide, with some limestone. The coating type is sometimes referred to as basic-rutile.
A -15 coat produces a thin, fast freezing slag that facilitates out-of-position welding with electrodes sizes of 5/32 in. and smaller. The bead is moderately rippled and slightly convex, which can provide a necessary margin of safety in highly-stressed joints. They are often chosen for site work and critical applications, such as for welding super austenitic or very high nickel grades of material in cryogenic applications such as LNG tanks and compressed gas systems.
Unfortunately, lime basic electrodes have the poorest weldability because manner in which the metal transfers across the arc makes the puddle more challenging to control. Lime basic electrodes also have the toughest slag removal and always requires chipping and attention to slag removal to prevent inclusions.
The -16 electrodes are considered “welder friendly.” Because they contain elements that ionize easily, such as potassium, -16 electrodes start and re-strike more easily and have a stable, smooth arc with a fine spray-type weld metal transfer. However, because the slag freezes slowly, they have been historically restricted to the flat (1F, 1G) and horizontal (2F, 2G) positions. Vertical and overhead welding may be possible, but because the puddle is more fluid than a -15, it requires more operator skill. The bead is a convex to flat with fine ripples and good side-wall fusion. The slag is easily and completely removed without a secondary film, which means less cleaning, grinding and polishing time. They run on AC or DCEP current (with DCEP preferred).
The -17 coatings contain a higher proportion of silica to produce a fluid weld puddle with excellent wetting action and very fine ripples to minimize crevice corrosion and post-weld grinding. The slag freezes slower than a -16 but it does permit out-of-position welds; it will require more manipulation than a -15 (see next section).
Among other applications, -17 electrodes were developed for dairy and food processing equipment and chemical containers where the weld radius must be smooth and concave to prevent particle entrapment. When welding in the flat and horizontal fillet positions, the concave deposit and absence of surface irregularities make it ideal for applications where cosmetic appearance, speed and final finishing are factors.
Weldability Improvements
Most of the leading electrode manufacturers continuously refine their formulations based on customer feedback and improvement opportunities (e.g., new suppliers, shifting manufacturing locations or hiring new electrode formulators, engineers and chemists).
Such is the case with the coating formulations for some of most commonly used austenitic grades of stainless steel, including 308L, 309L and 316L. These coatings meet all the requirements of earlier generations, but now have easier arc starts and restrikes, helping operators keep arc starts within the joint (for many codes, any strike mark outside of a joint will cause the weld to be rejected).
Newer -15 electrodes offer better weldability than ones manufactured years ago because arc stability and metal transfer have been enhanced. Some of the -16 electrodes now available offer slag systems that support welding in the 2G and 3G positions with only moderate skill. The slag builds a shelf to support the puddle but avoids the problem of puddle crowding (an undesirable situation that occurs when the slag tries to overtake the puddle, which can entrap slag or extinguish the arc). These electrodes meet -16 designation requirements and have the same flat-to-slightly-convex bead profile as a -16, but essentially offer the positional performance and self-releasing slag of a -17 electrode.
Welding Advice
Before welding, consider all OSHA regulations regarding exposure to hexavalent chromium, which may require use of a fume extraction system or a helmet with a PAPR.
When using a welding power source with adjustable arc start functions, set adjustable arc force to slightly favor the “softer, buttery” side of arc characteristics. If the machine has a setting for rutile electrodes, choose it. If the choice is between a setting for basic (EXX18) or cellulosic electrode, choose basic. With an adjustable hot start function, add perhaps 25% more starting than welding current for a duration of one-half to one a second. Note that stainless steel electrodes require less current than a mild electrode of the same diameter, so follow the manufacturer’s recommendations.
Compared to mild steel, stainless steel electrodes have a sluggish, faster freezing weld puddle. Operators need more electrode manipulation to direct the puddle, so electrode angles may be exaggerated compared to mild steel electrodes.
For the fast-freezing slag system of a -15 electrode, adding a small amount of electrode whip (perhaps 1/8 in. of forward stepping and a pause) will help build up the puddle. For the slower freezing slag systems of the -16 and -17 electrodes, use a weave technique to flatten the crown. The slower the slag freezes, the wider the weave. To avoid a high crown, whip the electrode across the middle and pause at the edges (which also helps tie-in the toes of the weld).
For welding vertical up, push the electrode upward as with an E7018, but use a weave instead of a straight stringer bead. Some operators use a J technique where the forward stepping of the electrode occurs at one toe of the weld; others simply move the electrode upward 1/16 to 1/8 in. as they whip across the middle.
While techniques are as individual as the operator, every experienced operator shares the same advice for SMAW welding with a stainless electrode: spend zero time in the center of the bead, pause at the edges, trust in the timing of the technique and never use the slag appearance to anticipate the bead profile. Common advice includes “this rod will lie to you” and “don’t freak out; the slag does not represent the bead profile.” Given the newer 300 series electrodes on the market, operators owe it to themselves to obtain a few sample packages and experience the coating performance difference for themselves.
Jeff Lipko is a welding and development engineer, and Nathan Lott is an applications engineer with ESAB, 2800 Airport Rd., Denton, Texas 76207, 800-372-2123, jeffrey.lipko@esab.com, nlott@esab.com, www.esabna.com.


Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription

Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.




