







Product Director, Automation and Handling Equipment

With the correct flux choice, it's possible to use SAW for deep groove welding. Images: ESAB
Submerged arc welding (SAW) can appear to be a complex option for an application, given the ancillary materials—tractors or column/boom—as well as the flux required.
However, as the need for automation increases, it can be an effective, clean, and precise option for a number of applications. It is far more productive compared to conventional welding processes like MIG, TIG, and stick; the deposition rates can be astronomically higher than any of these methods.
MIG welding can achieve a deposition rate of 10 lbs. per hour. With SAW, you’ll likely start at 15 lbs. per hour, but certain specialized applications may give you the ability to reach up to 200 lbs. per hour.
Deposition rate is one thing, but arc-on time, quality, and enhanced working conditions are equally useful measures. A manual welder can’t weld continuously for very long because he or she has to change positions, change spools, and perform other tasks. It’s also difficult for a manual welder to concentrate on the weld for an extended period, and concentration equals quality. Conversely, a SAW tractor maintains a constant torch angle and consistent wire stick-out.
The first thing you need to know about SAW is what its sweet spot is. Figuring this out involves the material grade, thickness, and weld volume. Although it is not used in aluminum welding, it is effective in unalloyed steel, low-alloy, high-strength steel, and stainless. It’s possible to use the technology on parts as thin as 5/32 in., but in general, the technology tends to be used for applications involving parts that are ½ in. thick or more.
SAW is ideal for longer welds, if you’re required to cover longer seams, or for a continuous weld around a larger pipe. Wind tower production, beam construction, welds on larger trailers, ship and barge building, as well as tanks and pressure vessels in the 1G, 1F, and 2F positions are all ideal SAW applications.
A semi-automatic welding process is the optimal choice if you have a large volume of parts that are 1 ft. long each or if the part requires vertical-up welding or out-of-position setups.
Common options for SAW setups are self-powered tractor systems that run on wheels, a column and boom (CaB) design, or a beam-mounted system.
Like self-propelled and rail-mounted welding “bugs,” SAW tractors create a stable, ergonomically beneficial setup for running a weld seam because the operator can manage the control of the tractor without positioning his or her head directly in the fume path and without close proximity to view the weld puddle. Tractors offer location flexibility within a facility, especially units designed for easy disassembly/reassembly.
Tractors can be set up with one, two, or three wires delivered through the same torch head to increase weld deposition. A tandem setup that involves two torches, however, can increase productivity even further. In such a setup, you can run direct current (DC) through the first torch to create deep penetration in the bevel while the second torch runs an alternating current (AC), which will raise the deposition rate of the setup from 15 lbs. per hour to between 35 and 40 lbs. per hour. Other combinations of DC/AC or AC/AC can be run depending on what you hope to achieve with the weld. This flexibility creates options using the technology.
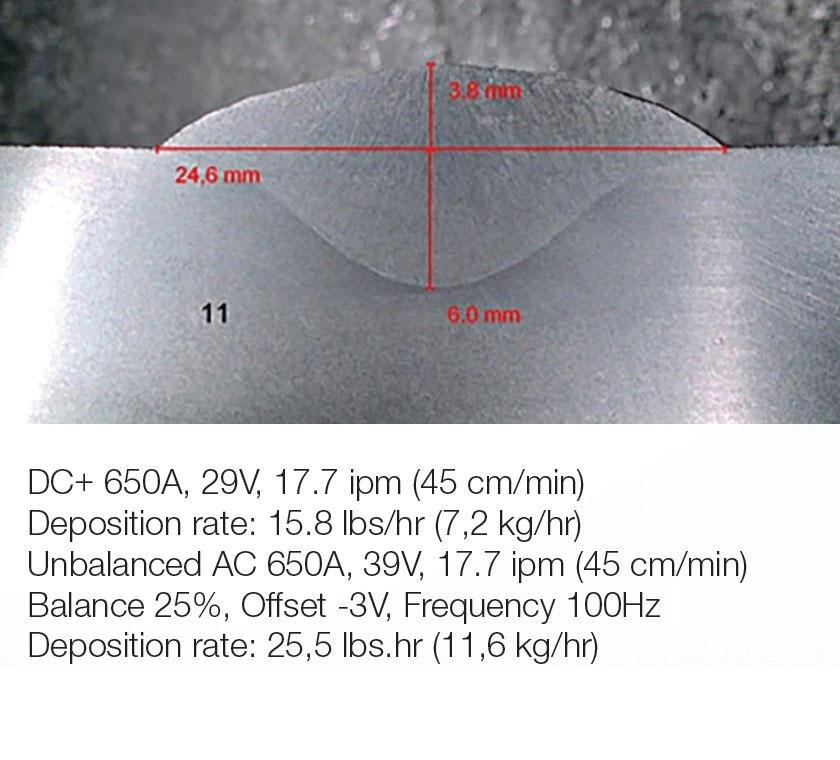
Using an unbalanced AC square wave offers heavy fabricators more flexibility to boost their bottom line by increasing deposition rates by as much as 61 per cent.
A tractor system can run an effective tandem setup with two single-wire torches or a single plus a twin-wire torch. However, such a setup requires a spool for each wire. Beyond three wire spools, you would require a CaB or beam-mounted system to manage the wire requirements.
While a tractor system is flexible and can be moved around a shop, CaB, gantry, or beam-mounted SAW systems allow you to move the torch and/or roll the part in a controlled way to keep the weld positioned properly underneath the torch head.
Notice that the industry is seeing a resurgence of SAW retrofits that are technologically behind the times. The structure is still solid but the system will benefit from an upgraded controller, motion control components, and welding hardware. Newer systems allow you to take advantage of more precise controls and quality assessment technologies that more end users now require to ensure the precision and safety of assemblies. A retrofitted system also removes concerns about the availability of replacement parts.
While parts have to be taken to these systems, they offer more precision and process options. Over the last several decades, welding technology suppliers have developed several variations of the SAW process. Instead of a single electrode (wire), these processes— often referred to as “twin,” “tandem,” or “multi-” wire—use two or more electrodes to increase deposition rates. However, in the quest for productivity, these process options can run up against the limits of physics and quality. Fortunately, systems exist that can reduce overall heat input while boosting travel speeds and improving mechanical properties.
With traditional AC SAW power sources, the current alternates evenly between positive and negative polarities. The positive current provides more penetration while the negative current increases deposition. However, a 50/50 balance between the two isn’t always optimal for productivity. Using unbalanced AC square wave offers heavy fabricators more flexibility to boost their bottom line. They can:
All metals have an acceptable total heat input (measured in kilojoules per millimeter), but high-strength alloys are especially sensitive to total heat input to preserve mechanical and metallurgical properties. An unbalanced AC wave and DC output in a single power source gives you greater control over welding quality and productivity because you can control the welding variables in more ways to enhance your productivity.
Not only are Increased efficiencies driving the demand for new welding power source technology, they also are diving the need for new flux makeup. For instance, in the push to more efficiently build offshore wind turbines, companies are looking for ways to narrow the bevel required for welding the tower components. To meet their needs, newer fluxes can contribute significantly to the superior mechanical properties. Some of the new high-basicity, agglomerated fluxes are especially suited for narrow gap welding because of their good slag detachability and smooth side wall blending. The narrow running slag allows higher currents in narrow gap joints, which means increased deposition rate and higher productivity.
SAW experts can work with you to develop robust welding procedures using new technologies and new best practices. The breadth of applications suited for SAW has expanded and you may be surprised at what’s in your reach.
Peter Kjällström is product director, automation and handling equipment, ESAB, esab.com.

While parts have to be taken to column and boom systems, they offer more precision and process options, as summarized in this chart.


Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription

Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.




