







Drilling Hard Material
Reduced cutting conditions, reinforced cutting edges the key to successful hard drilling
Tools should have a physical vapor deposition coating, which acts as a barrier between the carbide and the material being cut.
Drilling is a mainstream, economical choice for hole creation in a workpiece, and manufacturers have many tool options to choose from.
High-speed steel (HSS), solid-carbide, indexable, CBN, diamond-tipped, and interchangeable-head drills all have their place in manufacturing. Choosing the correct tool for the job depends on several factors, but workpiece material typically is the driver.
Like any other chipping operation, successful holemaking requires a stable machine tool, with toolholding, workholding, and coolant all playing major roles.
However, when the material being machined exceeds 50 HRC, heat—the common enemy in all chipmaking operations—becomes even more oppressive.
“Getting good tool life is the main challenge when cutting hard material because of the amount of heat being generated,” explained David Vetrecin, rotating tools product manager for Iscar Tools Canada.
When the heat stays in the drill, the tool itself will begin to break down. In solid-carbide drills, the common tool for drilling hard materials, microcracks can form on the cutting edges, which will eventually cause the drill to fail. A reinforced edge preparation becomes necessary to combat the stresses created.
“Hard material naturally is hard on the cutting edge, so edge prep is critical,” said Vetrecin. “Drills that you would use on mild steel, for example, cannot be used because their edge prep isn’t correct. When cutting hard materials there usually is a reinforcement placed on the cutting edge, such as a T-land, so it doesn’t chip as easily.”
In addition to cutting edge reinforcement, solid-carbide drills designed for hard materials often have straight flutes, which adds some rigidity to the tool. A harder grade of carbide also is used.
Because the amount of heat generated is high, a coated tool is the correct choice.
“Our tools have a PVD [physical vapor deposition] titanium aluminum coating, which acts as a barrier between the carbide and the material being cut, essentially acting as a shield so the heat doesn’t get into the tool,” said Vetrecin. “If you can control heat, you can control tool life.”

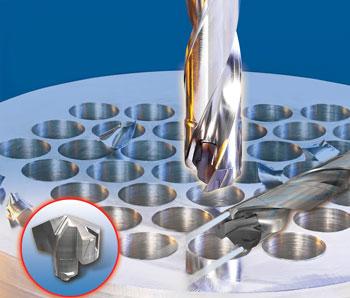
The ICM exchangeable drill head was developed for cutting stainless steel, but works well with hard materials because it has a T-land on the cutting edge.
Cutting Conditions
Cutting conditions such as speeds and feeds must be taken into consideration when drilling holes in hard materials.
“As hardness goes up, speeds and feeds must come down dramatically,” said Vetrecin.
While finding the machining “sweet spot” can be a process of trial and error, establishing the correct cutting conditions is paramount. On hardened steel, speeds and feeds often need to be reduced by half or more compared to those used for drilling mild steel.
“If you have a tool with a reinforced cutting edge and use the proper cutting conditions, drilling hard material poses fewer challenges than many other difficult-to-chip materials,” said Vetrecin.
In fact, chip evacuation from holes typically is not a problem in hardened steels because the chips produced are relatively small, making them flow easily up the flutes. High-pressure coolant (1,000 PSI) still is recommended, however, to break the vapor barrier between the cutting edge and the chip.
Rethink the Process
Sending the material out for heat-treating before machining is a foreign concept to some companies, but one that should be explored.
“Shops that think a little outside the box typically are the ones that are willing to try this type of machining,” said Vetrecin.
A traditional method for machining a hard part looks like this:
Step 1—Perform the roughing stage.
Step 2—Send part for heat-treating.
Step 3—Perform the finishing stage.
In this situation, manufacturers often are at the mercy of a third-party heat-treating facility and the possible delivery delays that are all too common. This has meant that more and more companies are hardening the material prior to any machining.
“A major benefit of prehardening the material is that there is only one setup now,” said Vetrecin. “Because the part is loaded into the machine only once, there is less chance of creating scrap caused by moving the part around too much.”
Also, the chance that the part is scrapped because it comes back warped is eliminated because the potential for this defect can be corrected for during machining.
Other benefits include:
- Less WIP parts.
- Reduced shipping costs.
- Reduced front-office costs.
Drawbacks to prehardening can include higher tool costs because more tooling must be used to machine the hardened material. Also, if the part includes a turning or milling operation, CBN tooling often is used.
“The part usually takes more time to machine when the material has been hardened, but you are no longer dependent on a supplier,” said Vetrecin. “You have to weigh the good and the bad.”
Other Drills
A manufacturer should not be limited to solid-carbide tooling only. Even in hardened material, as the hole size gets larger, other options should be considered. Drilling holes with larger diameters (greater than 1 in.) typically means using indexable tools.
“For these larger diameters it makes sense to use an indexable tool. These tools obviously have less carbide in them, and that makes them a more economical choice when a larger hole has to be drilled,” said Vetrecin. “We also have found that the ICM exchangeable drill head we developed for cutting stainless steel works well with hard materials because it has a T-land on the cutting edge.”
subscribe now


Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.
- Trending Articles