







associate director

Consumers have enthusiastically embraced the internet of things (IoT) and digital technology. GPS apps on mobile phones, fitness apps on smartwatches, and intelligent thermostats are becoming ubiquitous. While we rapidly adopted these technologies in our personal lives, the shop floor has been left far behind.
IoT and Industry 4.0 can transform the shop floor, improving operational efficiency, profits, quality control, and customer service.
So, what is stopping manufacturers from adopting Industry 4.0 and IoT technologies, especially at the small to mid-size enterprise (SME) level? The Sikich 2018 M&D Report: The Industry 4.0 Factor revealed that less than 10 per cent of manufacturers currently use IoT technologies. Further, 30 per cent have no clear understanding of the benefits IoT offers. Manufacturers are justifiably concerned about high-cost technology projects that overpromise and underdeliver.
"We get contacted all the time from salespeople pushing technology," said Chris Maxwell, maintenance manager, Jervis B. Webb, a conveyor manufacturer in Hamilton, Ont. "Quite frankly, the possibilities are overwhelming. What are the benefits to using their systems versus others? What can they offer, and how far can it be expanded? Are we tied to a certain brand of sensors or service? Will this be replaced with freeware in six months or when the service provider goes out of business? Could we be making an investment that goes the way of the DVD video? Perhaps we should just wait?"
Maxwell makes a great point that the technology is evolving quickly. Remember, GPS units used to cost $500 but now are freeware on your smartphone that uses artificial intelligence (AI) to route around traffic.
Now there is a bewildering array of Industry 4.0 and digital tech arriving at your loading dock, including:
What is the best way for an SME manufacturer to develop an Industry 4.0 strategy? How can they mitigate the unknowns to take full advantage of this new industrial revolution? Last year 35 billion devices were connected to the internet, and that number will grow to 50 billion this year. Industry 4.0 is here, and it’s the real deal. It’s the future. It’s not just a new buzzword created by consultants and marketing strategists to sell products.
Here are some low-cost, low-risk strategies manufacturers have used successfully to benefit from Industry 4.0:
If you think this sounds like Deming’s classic PDCA (plan–do–check–act) methodology, you are right—it is!
Despite this low-cost, low-risk strategy, SMEs should also be aware of a stumbling block when implementing technology. Don’t start with the technology and then search for an application. Use Industry 4.0 technology because it supports your continuous improvement goals.
This ties into our mission at the MTechHub cluster. Our goal is to provide manufacturers with the opportunity to learn about Industry 4.0 technology in a collaborative environment, without the knowledge being skewed by a sales pitch from a tech provider. During our facilitated events, members learn about Industry 4.0 technology by sharing experiences and technology demonstrations. This environment accelerates the PDCA cycle.
In this type of environment, manufacturers can openly share their experiences, existing challenges, and potential technology solutions. The challenges range from eliminating information silos to improving operational efficiency. If members identify a common opportunity, we work with them to create a working group to develop an Industry 4.0 or digital technology resolution.
Developing your own working group is a great start. Our working group typically comprises employees from the member companies, as well as college and university staff from local institutions. After a working group develops a technology system, it is then made available to all members. There are no constraints to implement a specific technology provider’s software or hardware components. To date, the approach is showing significant results.
Companies are actively working on AR/VR, RFID, and 3D printing, and it is evident that the Industry 4.0 technology leading the way is the industrial internet of things (IIoT). They recognize that this technology provides accurate visibility of the manufacturing processes and contributes to continuous improvement, team engagement, OEE measurement, maintenance scheduling, downtime reduction, process optimization, productivity measurement, accurate estimating and costs, and optimized energy usage.
For example, members recently developed an IIoT for existing machinery technology stack. They designed an easy-to-implement IoT system that can be connected and begin providing valuable information the same day. The simplicity of the technology makes it easy to integrate with all types of machines and manufacturing processes. The working group emphasized making this affordable for all SMEs. So, it’s not quite freeware, but it’s close.
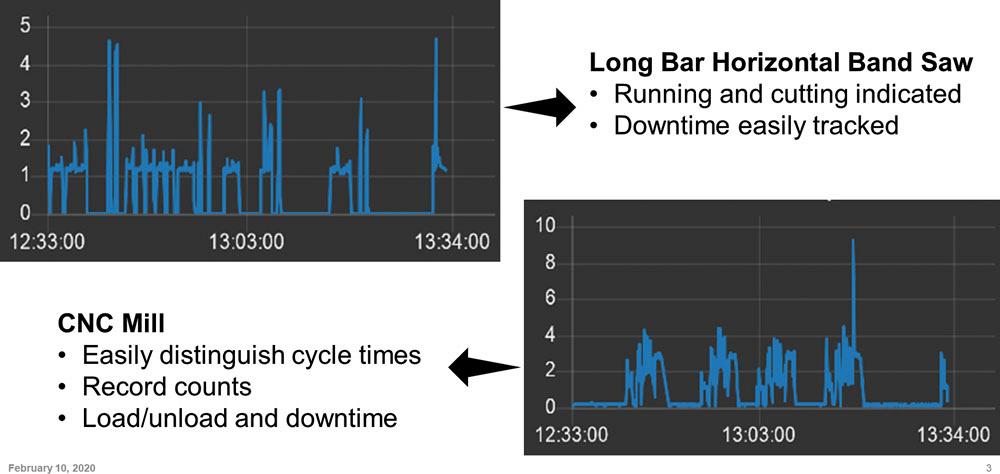
A couple of screenshots of the project’s initial IoT dashboard from Jervis B. Webb Company of Canada Ltd. are below. The manufacturer of material handling systems has a corporate mandate to "educate the workforce and develop internal expertise for Industry 4.0."
This technology stack has proved so successful that the working group is planning the next phase of the project. It is a smart workcell concept that provides IoT connectivity for multiple manufacturing process inputs and outputs, then introduces AI capability to make decisions and optimize operational efficiency.
If you are considering IoT connectivity for your factory, begin with a road map. It’s crucial to involve and engage all employees upfront with information and education. Be sure to include them in the entire implementation process.
If you are wondering where to begin, it’s usually best to start with a bottleneck resource or a piece of primary equipment (like a compressor or vacuum pump).
Kevin Lenko is the associate director of MTechHub, 3517 Mainway, Burlington, ON L7M 1A9, 905-681-3890, www.mtechhub.ca.



Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription
Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.




