







Associate Editor

Manufacturers are becoming increasingly aware of the need to manage and control their data. The rise of digital manufacturing and the Industrial Internet of Things (IIoT)—along with an increased pace of innovations, consumer demands, and changes in behaviours in product usage—have forced many shops to consider implementing a data management strategy. But this can be an overwhelming undertaking considering the abundance of data that is ready and available for collection on the shop floor. It can be a struggle to know what data should be collected and what should be ignored. The risk of data overflow and underflow can lead shops into chaos and uncertainty, with many abandoning the undertaking.
Pilot project purgatory is a common challenge across many industries. This is why management buy-in is a huge factor in a project’s success. But this buy-in needs to echo across all levels of the manufacturing environment to ensure that the project is scaled across all departments and segments of the business to help move forward together.
Many shops that want to manage their data better come to the table with significant existing data. Cleansing and consolidating existing data are the first steps needed to really get the ball rolling. There are great AI-based tools and services available to data-cleanse and store necessary information in digital warehouses.
"During the process, always think about removing data redundancies and duplication across the processes," said Subba Rao, director of innovation to market for manufacturing operations management, Siemens Digital Industries Software, Plano, Texas. "What functions and processes require the data, why, and in what context? How does the data help in the digital manufacturing realm for closed-loop feedback processes?"
A good data management strategy needs to ensure that the data collected is "good" data and will be useful across all levels of the organization. The strategy should focus on how best to leverage the data to create closed-loop manufacturing in this digital era and drive innovation. Al data should be included—data from engineering (like bill of process validated for production readiness) and business systems (order, customer, and supply chain information) down to the shop floor will provide a fuller picture. It also needs to be informed by the business decisions and insights that a shop hopes to achieve. Identifying which business problems need priority and developing associated use-cases with functional teams involved is a good starting point.
"In general, data with context gives insights on its importance within and across functions and is a starting point for smart data," said Rao. "Vendors like Siemens can help customers go through this process. We have developed an integrated approach to help shops realize actionable smart insights with smart data called the 5Cs—connect (or collect), contextualize, co-ordinate, comprehend, and control.
The first step of the 5C process is about connectivity and data collection. For as long as a shop has been in business, it collects data, and many shops have an abundance of historical data available, spread across disparate sources, that can be used to gain insights into productivity gains, trends over time, and process adjustments that can be made. This data can be used to make good decisions about the shop floor and drive forward better business practices. But with so much existing data collected, and in many cases paper or hard copy reports, shops need to look at connectivity tools to help structure this data.
"Manufacturing execution systems (MES) or manufacturing operations management (MOM) acts as the backbone for shop floor data management and connectivity between devices," said Rao. "MES and MOM are central to the shop floor, not only to collect the data but orchestrate processes with data, context, and collaboration with the rest of the systems, either manufacturing engineering, simulation, PLM, ERP, automation, or other legacy systems. IIoT adds another dimension for data collection on the shop floor."
With so much data flowing from various aspects of the shop floor, it’s important to put that data into context. Once data is collected, shops need to organize and give the data meaning. Is it machine data, resource data, labour data, order information, process data, or product information? All these questions need to be asked to provide the shop with a context for how and why this data can be applied.
"There tends to be a ton of raw data available to shops," said Rao. "By itself, this data doesn’t really mean anything. Adding context to the data, providing key information, is necessary to understand and use the data effectively. It also provides a mechanism for discarding incomplete or unnecessary data. Smart data is really what we are looking for, and the context helps make that raw information actionable and create closed-loop feedback systems."
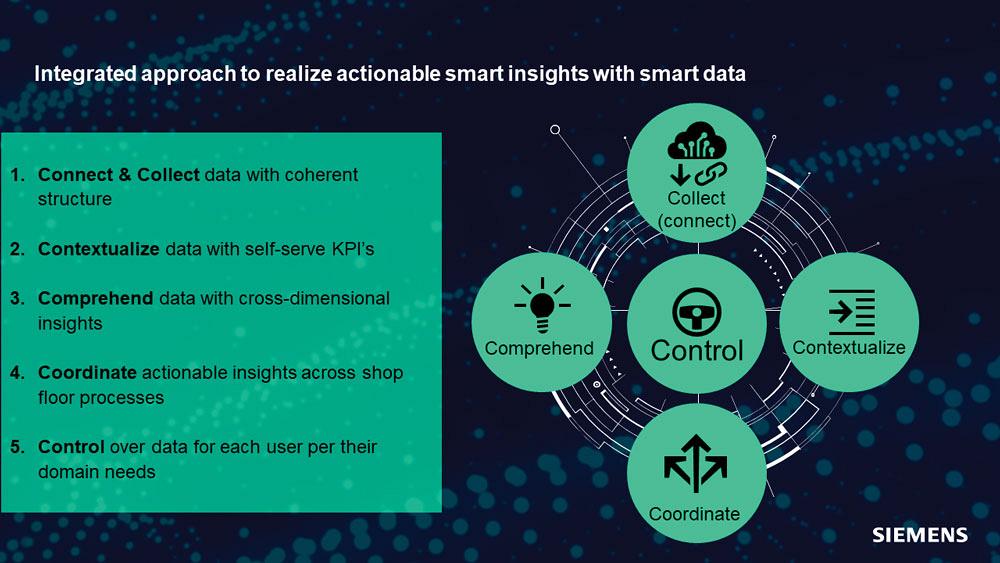
Siemens developed an integrated approach called the 5Cs to help shops realize actionable insights with smart data.
The third step is co-ordination. Data is constantly being collected at every step of the manufacturing process, or at least it should be if it is deemed important. Enriching data with context is the first step, but providing supplemental data from correlated processes will give a more comprehensive data structure.
"Co-ordinating data across the processes is very important," said Rao. "This will help shops get value out of their data. The more we leverage the shop floor data to define the closed loop with the rest of those processes, we can essentially create a digital twin of production—providing insights into the production system (including the lines and facility) as well as the operations (the technical package and production management components). All the production data is co-ordinated and creates a continuous improvement model for smart manufacturing. Co-ordinating the data is all about bringing together all production information into the engineering and business/supply chain processes."
Beyond collecting and contextualizing, co-ordinating the data provides a fuller picture of the manufacturing process and can help identify root problems. A data management system can let shops link or co-ordinate data sets so that the insights are easily identifiable. It also allows different teams to work together on collecting or enriching data points for a more comprehensive view.
This step may require rules or controls with the data management system to ensure that users are not overwriting information or reorganizing data in a way that could negatively impact other teams. As each user views the data differently, the need to adjust data presentation for each group may be a feature worth exploring.
Once the data has been contextualized and co-ordinated, shops can really begin to comprehend the actionability of the information available. At this stage, it’s all about getting insight across all processes to create a digital twin-like environment using all data points.
"When you get into comprehending, that’s where analytics really comes into play," said Rao. "Once you get into advanced analytics, not just diagnostic information or static reports, but applying AI or machine learning (ML) algorithms for the data, shops can move into a more predictive and prescriptive mindset. AI and ML have driven actionable insights across processes from engineering to planning to production and business/supply chain and have been a key productive lever in digital era."
The last C in this strategy is control. Each of the previous steps will assist shops in gaining the control they need to make basic and significant decisions about the day-to-day action as well as structural changes. Every group within the manufacturing environment, whether it’s different departments or users, has a different way of looking at the data and using the information gleaned from it. This is why control is such an important aspect.
"All users need to have control over the data to make decisions based on their role and responsibilities," said Rao. "A team leader on the shop floor may need the data for personnel and scheduling decisions, whereas the quality department may look at that exact same data but make decisions about the inspection process. Having different sets of view or organization of the data will help each user control and leverage the data. This gives them control over the data they are responsible for and enables them to take ownership for data-driven decisions."
Control over the data also provides a level of transparency and visibility of the manufacturing process. Getting the four other data strategies in place can make controlling the data more effective. Transparency is not always easy for organizations, but allowing users to access the data across all areas of the business signals a communal ownership of all data coming in.
"If data is not managed and controlled in the right way, how can a shop drive business decisions toward improvement," said Rao. "Data is critical, and data-driven decisions are what most shops are working toward, especially in this smart manufacturing environment. But with data comes complexity, so ensuring data is accurate, streamlined, and protected will give shops the ability to really control not only the data itself, but the environment from which the data is derived."

Manufacturing execution systems (MES) or manufacturing operations management (MOM) systems act as the backbone for shop floor data management and connectivity between devices.
The 5C process requires management to lay out all aspects and implement the necessary actions to complete each step. But buy-in is also important. Being able to control the data and make decisions depends on the data being good. If the data coming in is incomplete or inaccurate, well, then, what good is it? Creating a positive initiative surrounding data management is a good starting point, and following the 5C strategy will help shops reach the goal of data-driven decision-making.
Some software and tools are available, like MES or MOM systems, to help streamline the process and make the transition a smooth one.
"The bottom line is, regardless of the size of an organization, manufacturers strive to increase their competitiveness and differentiation while supporting the current steady state of products and production and new product innovations," said Rao. "A solid shop floor data management system drives the smart digital manufacturing for smart insights, smart resource utilization and process visibility, smart collaboration within and across teams, smart transparency across supply chain and customers, and smart transformation both in technological and cultural changes."
Associate Editor Lindsay Luminoso can be reached at lluminoso@canadianmetalworking.com.
Siemens, siemens.com




Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription
Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.




