







Associate Editor
Any thread depth that exceeds the normal standard is considered a deep hole for threading, and that tends to be anything larger than 3xD. Photo courtesy of Ceratizit.
A thread is usually the last feature added to a part. So that part generally has a lot of manufacturing hours on it and can be very expensive to scrap or rework if something goes wrong. It’s important to know the exact parameters needed to produce the desired thread. Applications requiring deep-hole threads have additional challenges beyond standard threading issues.
But what is considered deep-hole threading? The experts agree that any thread depth that exceeds the normal standard is considered a deep hole for threading, and that tends to be anything larger than 3xD. Most manufacturers make standard tools that go 1, 2, and 3xD, with deeper applications requiring custom-made tools.
"In a 1-in. 8-thread, the most I would want to go is 3 in.," said Mike Trimble, product manager, Vargus, Janesville, Wis. "However, we often see a disconnect between what engineers design and what machinists on the shop floor can actually produce effectively."
Just because a part is 4 in. thick and requires a threaded hole doesn’t mean the hole should be designed and include threads for the entire 4-in. thickness. Many designers don’t see the challenges and costs associated with the extra depth of thread. The cost of an inch of thread beyond this 3xD is exponentially higher because it requires special tooling, unique process parameters, and a skilled machinist.
"There have been many studies that determined threading deeper than 2xD in any kind of steel is not necessary and considered overkill," said Todd White, national sales manager, Scientific Cutting Tools, Simi Valley, Calif. "For the most part, the bolt head will break off before the thread will fail. But this doesn’t mean that there aren’t a lot of engineers in different companies, for whatever reason, designing deep threads that can be challenging to produce, especially if they are in blind holes."
Marlon Blandon, thread milling product manager, Emuge Corp., West Boylston, Mass., echoed this by saying it’s an ongoing discussion with designers and machinists to explain that threads don’t need to be so deep in specific diameter threads. For the most part, with three turns of a fastener, there is enough holding power. The most power is within the first three threads of the entire length. Now, some industries require a greater thread depth, particularly in some specialized aerospace applications, but that is really outside the norm.
Even still, not all holes are created equally, and although deep-hole threading is anything at or above 3xD, there are some important factors to consider.
"Challenges clearly increase with the thread depth," said Felix Auhorn, product manager, Ceratizit Group, Kempten, Germany. "A profile length cut out deeper than 4xD is not practical and does not provide any advantages in terms of the load-bearing capacity of the thread. The pullout resistance doesn’t change any more; on the contrary, threads that are too deep cause unnecessary additional costs in the manufacturing process. However, thread depths are strongly dependent on material, strength requirements, workpiece, and use of the workpiece."
The experts agree that if a part can be redesigned to exclude threads beyond 3xD, that is the best option.
"The first thing I would suggest is go back to the drawing board and talk to the design engineer," said Blandon. "In certain applications, a special tool will have to be made because, for the most part, manufacturers don’t carry extra-long taps and thread mills to produce these deep-hole threads. This can take upwards of 12 weeks. In that amount of time, the designer could reconfigure the part and it can be produced effectively to include the necessary holding power without the hassle."
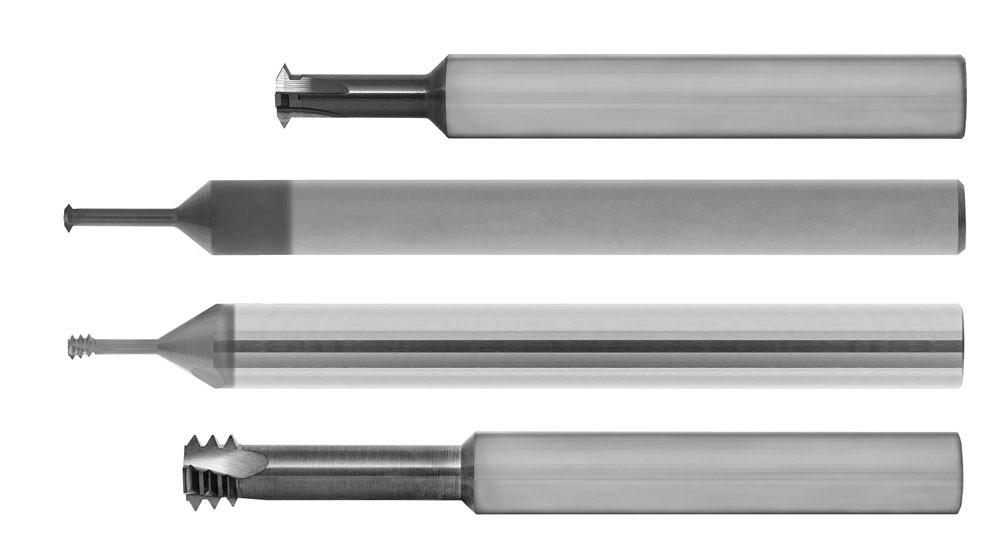
Shops should go with a cutting tool that’s as rigid as possible with a carbide or heavy metal shank or a carbide-reinforced metal bar. Photo courtesy of Vargus.
The coarser the thread or the deeper the thread profile, the more problematic the application becomes.
"The deeper the threads, the more attention must be paid to the process parameters and ambient conditions," said Auhorn. "Cooling lubrication, cutting data, and tool clamping are only a part of the requirements."
Trying to maintain thread integrity because of deflection and chatter also can be difficult to deal with as the overhang in these applications is beyond what the standard suggests.
"Deflection can be an issue, and so can cycle time," said White. "Many shops want to perform deep-hole threading as fast as the more standard operations, and in many cases, that’s not possible. Shops need to do their best to choose the correct geometries and cutting conditions to effectively thread deep holes. This will help them cut relatively fast and reduce cycle time as much as possible."
Choosing the right tool can also make all the difference. In some cases, a shop looking to make deep-hole threads will want to use a more conventional thread mill with several teeth, which eventually creates too much deflection. These tools will end up having to take numerous passes, which increases the cycle time, making it like that of a single-profile thread mill.
"With fewer teeth engages, you can stick the tool out farther while still getting a rigid cutting because there is much less tool pressure all at once," said White.
Also, having a good machine setup, along with a quality program, can make threading deep holes a lot easier. But one thing experts agree on is having a straight hole can make all the difference.
"When preparing the hole, the one mistake that I see most people make is that they use a common drill chart," said Trimble. "They were developed decades ago and use 1.5xD as the base. To go 3xD, a shop shouldn’t be using a 1.5xD chart because the dimension is going to change. And the amount of thread depth required is going to cause problems. This will end up giving a smaller hole with less room for chips, with more engagement than necessary, that takes more passes, and potentially cause work hardening of the material."
According to Trimble, hole preparation should depend on the percentage of threads required. It can have 55, 60, or 70 per cent engagement—a standard range—depending on whether it’s a Class 2, 3, A, or B thread. The hole should be prepared to the minor diameter. But he also cautioned that this depends on if a shop is using a full-profile inset to cut the threads, which will finish the diameter, or if it’s using a partial profile that will not finish the minor diameter. In the end, it’s all about how to best meet the part requirements.
"The more precisely the core hole is adapted to the requirement, the simpler the tool concept used to produce the thread," said Auhorn. "In thread forming, as little as 0.01 mm is decisive for the function and service life of the tool. For thread tapping or milling, there are clear specifications—standards such as DIN13, ANSI, and SAE—regarding the correct core diameter. For problem materials it is helpful to go to the upper limit of the core tolerance to make the work of the threading tool easier."

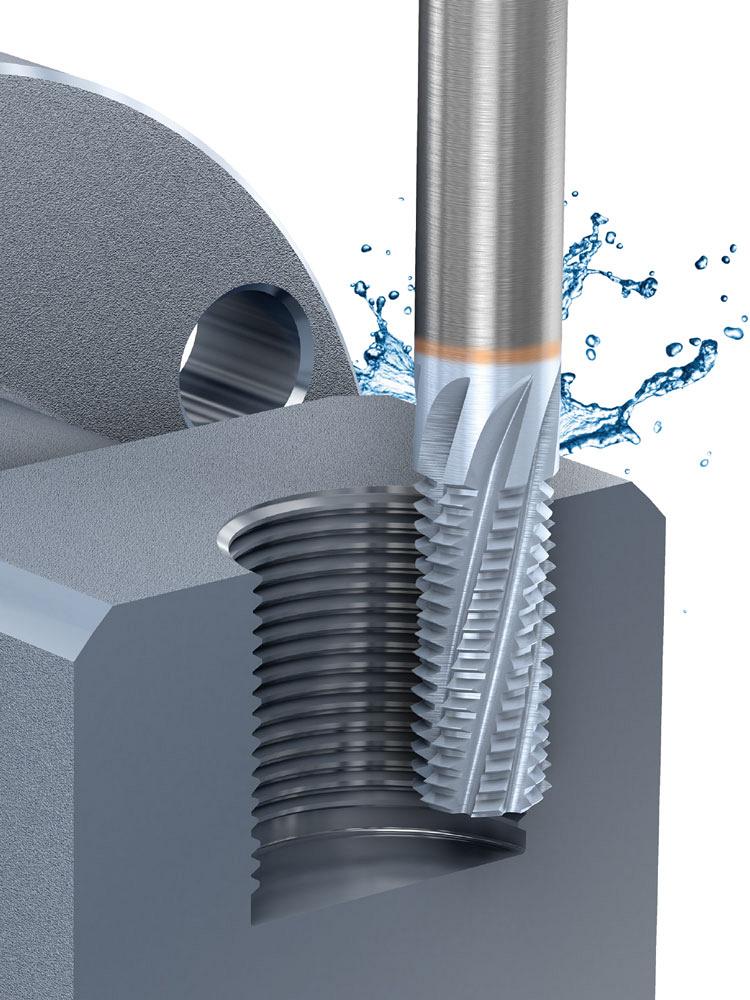
To increase productivity, consider using a multiple plane thread mill that has a roughing tooth along with two finishing threads in the back. This will eliminate the need to do a second pass in some materials. Photo courtesy of Emuge.
A through hole or a blind hole presents different challenges when it comes to deep-hole threading, particularly depending on the type of threading method used, whether that’s tapping, thread milling, or thread forming. Choosing among the methods is highly dependent on a variety of factors. For the most part, in deep-hole threading applications, thread milling is preferable, especially in hard material.
"There are advantages for deep-hole threading using thread milling," said White. "If you have a blind hole and it’s particularly deep, using thread milling enables the tool to go straight to the bottom of the hole and work its way out, so the operator doesn’t have to worry about chips accumulating at the bottom because the cutting action is moving away from the bottom."
However, Trimble cautioned that with blind holes, external coolant comes into play and is often flooded into the hole with nowhere to go. This can affect the chips and how they interact with the cutting edge. In some cases, they can bind up and rub on the part, shifting the cutting edges of the insert, causing issues. It’s just something to be aware of.
Thread milling requires that the machine be able to maintain extreme stability of both the workpiece and the actual tool. A good, rigid toolholder is also needed. Not all shops have this level of machine rigidity, so tapping and thread forming can also be used.
"With deep-hole threading, once you go beyond a certain threshold, there can be issues with how these chips behave," said Blandon. "This is particularly true if tapping is the method of choice. When using taps, chip removal is a significant concern, especially because the deeper the hole, the longer the chip is going to be. In a blind hole for which the operator is using a spiral fluted tap, the chips are going to come back the same way the tool enters. In some cases, that could be a 2-ft.-long chip turning inside of that machine, which increases the risk of part damage and tool breakage."
There are fewer concerns for tapping through holes, although Blandon mentioned that shops need to ensure that there is enough space from the end of the part at the bottom for the tool and the chips to exit. In some setups, the part is fixed very close to the table, limiting space for the tool and chips, which can be problematic.
"When using thread formers, chip problems do not exist," said Auhorn. "Here the through hole has disadvantages because the lubrication of the forming edge on the former is more complex. When tapping a blind hole, on the other hand, the hole is filled with coolant and therefore less complicated."
Blandon agreed that forming offers the benefit of no chip concerns. However, forming creates an internal lip at the crest, which could be a pocket for bacteria. Therefore, forming is not suited for food and medical industry applications.
Regardless of the cutting method and hole type, there are some common tips and tricks that the experts agree will make deep-hole threading that much easier.
Trimble said shops should go with a cutting tool that’s as rigid as possible with a carbide or heavy metal shank or a carbide-reinforced metal bar. They should also look for something with dampening qualities so it can absorb some of the vibration that might be caused by the overhang.
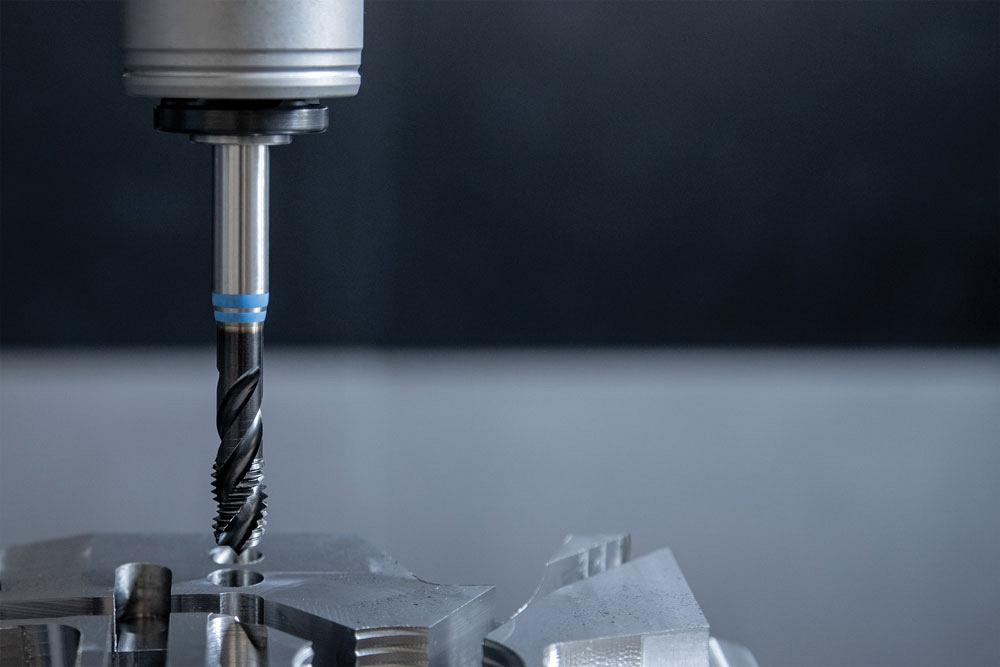
Shops need to do their best to choose the correct geometries and cutting conditions to effectively thread deep holes. Photo courtesy of Scientific Cutting Tools.
"It’s important to know the correct speeds and the correct feed per material, as well as have knowledge about the tool that you’re going to be using and the number of passes to complete the threads cycle," he said. "In my experience less is more, so the more passes you take, the more tendency you have to take a lighter depth of a cut, which rubs the cutting edge, decreasing your tool life."
On that same note, Blandon added that a single-profile or plane thread mill can be used with a 3xD thread; however, a multiple-plane thread mill offers advantages.
"We know that single-plane cutting is time-consuming, so cycle time cannot be expected to be quick," he said. "To increase productivity, use a multiple-plane thread mill that has a roughing tooth along with two finishing threads in the back. This will eliminate the need to do a second pass in some materials."
White added that machines today have a good high-pressure coolant that can really help keep the tool as cool as possible, preventing it from thermal breakdown. A good metalworking fluid, whether it is watersoluble or oil, will help keep coolant maintained and a little bit on the rich side for lubricity. Plus, with deep-hole threading, the tool will be in the cut for a while, generating some heat. Choosing a tool that has a coating to help absorb some of that heat can be helpful.
"However, the deeper the required thread, the more attention must be paid to precision and quality of the tools used," said Auhorn. "Furthermore, threads that are too deep and incorrectly machined only cause unnecessary additional costs in the production process."
Associate Editor Lindsay Luminoso can be reached at lluminoso@canadianmetalworking.com.
Ceratizit Group, www.ceratizit.com
Emuge Corp., www.emuge.com
Scientific Cutting Tools, sct-usa.com
Vargus, www.vargus.com



Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription
Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.




