







Associate Editor

A machining mechanism helps remove solids and big chips left behind in the work envelope. This debris will build up in the tank until it is physically removed.
With an increased push for tighter toler-ances and high surface finishes, many shops focus simply on machining capabil-ities. However, metalworking fluid (MWF) plays a significant role in the operability of a machine tool. Keeping coolant and MWFs in good working order will not only help produce better-quality parts but can result in substantial gains on a company’s bottom line.
According to Ron Wendt, product manager, Eriez HydroFlow, one of the main reasons shops consider coolant control is cost savings.“I was recently visiting a customer in Ontario,” he explained. “The customer estimated that he was paying $1 per litre to have the old fluid hauled away. Essentially you are hauling away water, because the leftovers are generally 90 per cent water. This means that it could cost just as much to dispose of it than it would to buy it new.”
Investing in quality coolant and ensuring proper maintenance not only limit the amount of old, unusable coolant produced but also help prolong tool life. Tooling can be very expensive, so making certain that cut-ting fluids are aptly maintained can reduce the number of tools needing to be replaced because of premature wear.
Wendt added that it’s not just on coolant and tooling that shops can see cost savings; machine life and environmental factors come into play in making a shop function better. However, the challenge is getting shops and operators to focus on coolant maintenance.
“It doesn’t take a big effort to properly maintain coolant, but it’s definitely not something that can control itself,” said Wendt. “Customers who acknowledge proper maintenance tend to do very well and see great benefits; customers who don’t want to deal with it tend to see cost and productivity losses.”
The following are a few things to consider to get the most out of your coolant.
Each coolant brand and type has a different concentration level, and it is essential to follow the guidelines set up by MWF manufacturers. When machines are in full production mode, the coolant usage skyrockets. The onus falls on the operators to ensure that coolant levels are within standard operating procedure. Wendt said that a low-cost way to ensure proper coolant concentration is to purchase a refractometer.
“You must mix it the right way to get the right concentration,” he said. “Having a refractometer to measure the levels will save a customer all kinds of headaches.”
A challenge Wendt often encounters on the shop floor is operators adding water to fill the coolant tanks when the level drops. By adding water, they are thinning out the mixture, and they will start to see problems when there is little to no coolant left. It is not as problematic to make the mix too rich, although it can end up costing a shop more to constantly have to buy new coolant. Regardless, maintaining the proper concentration is above all else the most effective way to see productivity gains.
Every machine leaks oil. Old machines leak because they are old, and new CNCs are designed to leak on purpose. However, tramp oil contamination, which occurs when the oil comes into contact with the coolant system, can spell disaster. Oil is food for bacteria, and the more oil, the more bacteria can grow.

Equipment like the Eriez HydroFlow Fluid Filtration and Fluid Recycling systems maximize coolant longevity, improving machine tool productivity and reducing disposal costs. Photo courtesy of Eriez.
According to Wendt, the bacteria’s waste attacks the coolant, causing it to separate and split. This renders it ineffective in doing what it was designed to do. Tramp oil also hurts tool life and contributes to mist in the air. Tramp oil is problematic on so many levels, so you want to get rid of it as fast and as often as you can.
Most shops understand that they ought to have filtration. Machines typically are designed to include a mechanism that helps remove solids and big chips that are left behind in the work envelope. But small sol-ids will build up in the tank until they are physically removed.
“If debris is not filtered out, it will eventually turn into greasy junk, full of anaerobic bacteria, which makes the bad smells,” said Wendt. “There is nothing you can add to the coolant to make that go away. You must physically remove it. Filtering the coolant on a regular basis and cleaning the machine of the accumulated sludge and chips on a regular basis will make a huge difference.”
Wendt also noted that it’s not enough to just throw away unusable coolant. You must clean the tank before putting new coolant in or else the new fluids will immediately become inoculated and overwhelmed by the remaining bacteria lining the tank.
A rotten smell used to be a giveaway that the MWF needed to be changed. However, coolant manufacturers have found a way to reduce the smell. This was intended to create a better working environment for operators subjected to the odor. But it has allowed for shops to keep contaminated and often non-functional coolant for much longer than they should.
“There were people who would have to dump it every month and now can go three to six months, up to a year, without dumping it due to the lack of smell,” said Wendt. “They may throw it away because it’s dirty, but that’s a filtration thing. You can filter it, put it back in, and away you go. But by keeping it around for a long time, the bacteria that doesn’t give off a smell can still wreak havoc on the system.”
Many shops, particularly smaller ones, no longer have dedicated maintenance departments. Assigning an employee to ensure that concentration levels are consistent, tramp oil is removed, and the machines and tanks are filtered and cleaned on a regular basis can make all the difference.
One simple way to remove contaminants without investing in a large system is through a process called settling. Pumping MWF into large drums to sit overnight allows particulates to settle in one spot.
“If they get technical, they can add a belt skimmer to skim off the oil,” said Wendt. “Settling does work to a degree. You are get-ting some solids and oil out and maintaining concentration. Anyone can do that. Tramp oil and concentration control can be done inexpensively.”
Many systems on the market make it easier to handle these operations. Portable equipment can be brought to each machine, when needed, to get the tramp oil out. Sump cleaners and portable filters are a great way for a shop to first explore how best to maximize their MWFs. For those looking for a complete system, centrally located coolant recycling stations are available.
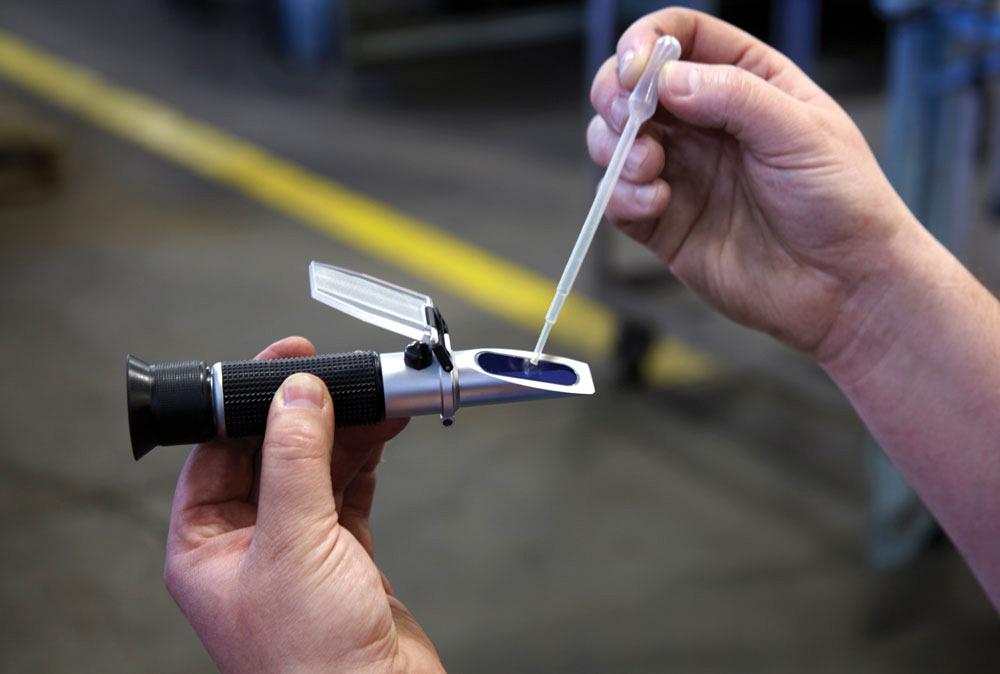
Proper coolant concentration is important for effective machining operations. Shops can use an inexpensive tool called a refractometer to measure and verify the coolant concentration. Photo courtesy of Eriez.
“All you have to do is bring the dirty oil over to it, and it cleans it up right there,” said Wendt. “It then produces clean coolant that can be brought out to the machine. The recycling station is large in size and can run by itself, which can make a huge difference. It seems simple, and that’s because it is.”
For Wendt, constantly keeping track of coolant is a no-brainer. The longer fluids can be maintained, the less a shop will need to pay to have them removed and purchase more. However, many companies don’t even think about it until they are caught doing something they shouldn’t be. Dumping cool-ant down public drains when not permitted is a big one. Check local regulations and environmental controls before even thinking of dumping. Wendt cautioned to also work with a reputable company to haul away fluids, because if the hauler isn’t handling the waste properly, the waste generator—the shop—can be liable.
“There really is no one-size-fits-all solution,” said Wendt. “We try to find out what shops are doing, how many machines they have, what coolant they use, issues they encounter, and what they want to accomplish to give a good, better, best approach. But there are simple things they can do every day to get the most out of their fluids. Systems can help identify good coolant so it isn’t disposed of. If coolant maintenance is done right, shops can see a reduction of 40 to 60 per cent in new coolant concentrate purchases. And that’s huge.”
Associate Editor Lindsay Luminoso can be reached at lluminoso@canadianmetalworking.com.
Eriez, www.eriez.com

Ensuring that the machine is cleaned before each new job will help stop bacteria buildup and contamination of new coolant.




Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription
Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.




